Изобретение относится к области металлизации различных строительных материалов, в том числе стеклокремнезита.
Из области техники известен способ металлизации изделий из бетона [Федосов С.В., Акулова М.В. Плазменная металлизация бетонов. - М.: Издательство АСВ. 2003. 122 с.], включающий пескоструйную обработку лицевой поверхности и последующее плазменное напыление проволокой из алюминия, цинка, меди и нихрома.
Недостатками аналога являются низкая прочность сцепления покрытия с лицевой поверхностью изделия, высокая энергоемкость процесса металлизации.
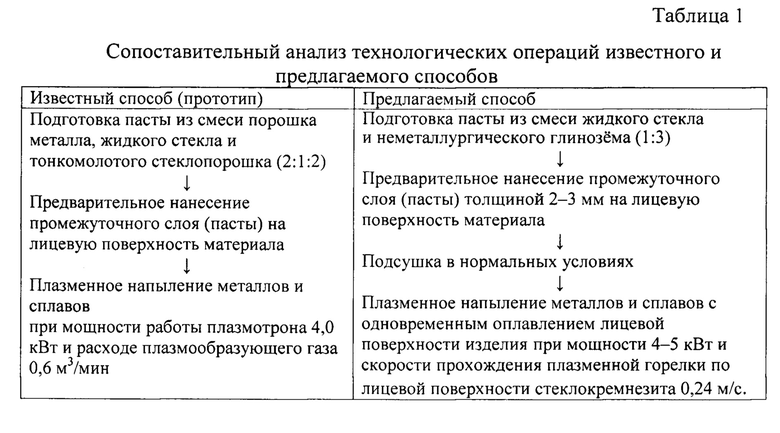
Наиболее близким к предлагаемому изобретению техническим решением, принятым за прототип, является способ металлизации стеклокремнезита [Патент RU, Способ металлизации стеклокремнезита №2591909 С.1 от 20.07.2016, бюл. 20], включающий предварительное нанесение промежуточного слоя на лицевую поверхность изделия из стеклокремнезита, плазменное напыление покрытия из металлов или сплавов, причем промежуточный слой наносят из пасты, состоящей из смеси порошка металла, жидкого стекла и тонкомолотого стеклопорошка в массовом соотношении 2:1:2 соответственно, а плазменное напыление металла проводят при мощности работы плазмотрона 4,0 кВт и расходе плазмообразующего газа 0,6 м3/мин.
Однако недостатком технического решения является низкое качество продукции, низкая прочность сцепления покрытия с лицевой поверхностью изделия, высокая энергоемкость технологического процесса и высокая себестоимость конечного продукта.
Задача, на решение которой направлено изобретение, заключается в повышении прочности сцепления покрытия с лицевой поверхностью, снижении энергоемкости, себестоимости и повышении качества конечного продукта.
Это достигается тем, что способ металлизации стеклокремнезита включает: предварительное нанесение промежуточного слоя на лицевую поверхность изделия, плазменное напыление покрытия из металлов или сплавов; промежуточный слой наносят из пасты, состоящей из смеси жидкого стекла и неметаллургического глинозема в массовом соотношении 1:3 соответственно, подсушивается в нормальных условиях, а плазменное напыление металла производят с одновременным оплавлением при мощности плазмотрона 4-5 кВт и скорости прохождения плазменной горелки по лицевой поверхности 0,24 м/с.
Проведенный анализ известных способов металлизации изделий из стеклокремнезита позволяет сделать заключение о соответствии заявляемого способа критерию «новизна».
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не выявило в них признаки, отличающие заявляемое решение от прототипа, что позволило сделать вывод о соответствии критерию «изобретательский уровень».
Характеристика материалов:
- плитка стеклокремнезита стандартных размеров 300×300×15 мм [Будов В.М., Саркисов П.Д. Производство строительного технического стекла - М.: Высшая школа, 1991 - С. 279];
- жидкое стекло по ГОСТ 13078-81;
- неметаллургический глинозем по ГОСТ 30559-98;
- алюминиевая проволока марки АД-1, ГОСТ7871 - 63;
- медная проволока марки М 1, ГОСТ 2112-62.
Пример. Способ металлизации стеклокремнезита.
В лабораторном смесителе готовили пасту из жидкого стекла по ГОСТ 13078-81 и неметаллургического глинозема по ГОСТ 30559-98 в соотношении 1:3 соответственно. При данном соотношении компонентов паста хорошо укладывается. Пасту толщиной 2-3 мм наносили на лицевую поверхность стеклокремнезита и уплотняли резиновым валиком.
Для плазменного напыления использовали алюминиевую проволоку диаметром 1,5 мм марки АД-1, ГОСТ7871-63 и медную проволоку диаметром 1,0 мм марки М 1, ГОСТ 2112-62.
После подсушки в нормальных условиях плитку стеклокремнезита помещали на пластинчатый конвейер. Над пластинчатым конвейером стационарно устанавливали плазменную горелку ГН-5р электродугового плазматрона УПУ-8М.
Проведен сопоставительный анализ технологических операций известного и предлагаемого способов и определены оптимальные параметры плазменной металлизации стеклокремнезита (при расходе плазмообразующего газа аргона 0,6 м3/час) (таблица 1, таблица 2).
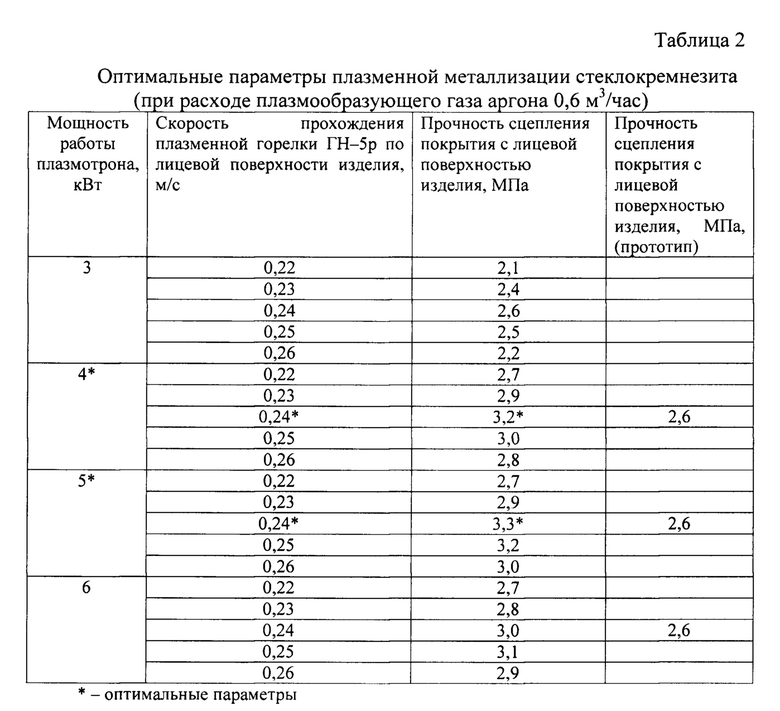
Параметры работы плазмотрона были следующие: мощность работы плазмотрона 3-6 кВт, расход плазмообразующего газа аргона 0,6 м3/час, скорость прохождения плазменной горелки ГН-5р по лицевой поверхности изделия 0,22-0,26 м/с. Расстояние от среза плазменной горелки до лицевой поверхности стеклокремнезита составило 12 мм, что позволило не только напылять металл, но и одновременно оплавлять лицевую поверхность стеклокремнезита.
После металлизации плитка стеклокремнезита снималась с пластинчатого конвейера и методом отрыва на разрывной машине R-0,5 определялась прочность сцепления покрытия с основой, которая составила 2,1-3,3 МПа (по прототипу 2,6 МПа).
Наилучшими технологическими параметрами были: мощность работы плазмотрона 4-5 кВт, скорость прохождения плазменной горелки ГН-5р по лицевой поверхности изделия 0,24 м/с, прочность сцепления 3,2-3,3 МПа соответственно.
В предложенном способе использование неметаллургического глинозема позволило повысить прочность сцепления покрытия с лицевой поверхностью изделия за счет интенсификации диффузионных процессов напыляемого материала в расплав лицевой поверхности материала, снизить себестоимость металлизированного стеклокремнезита за счет устранения в пасте порошка металла, по сравнению с прототипом, и снизить энергозатраты за счет увеличения скорости прохождения плазменной горелки по лицевой поверхности стеклокремнезита до 0,24 м/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ БЛОЧНОГО ПЕНОСТЕКЛА | 2017 |
|
RU2647527C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591909C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2014 |
|
RU2553708C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТЕКЛОКРЕМНЕЗИТ | 2017 |
|
RU2670805C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2017 |
|
RU2648404C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2014 |
|
RU2553707C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ БЕТОНА | 2015 |
|
RU2595024C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2017 |
|
RU2669978C1 |
| СПОСОБ ПОЛУЧЕНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ С КОМПОЗИЦИОННЫМИ ЗАЩИТНО-ДЕКОРАТИВНЫМИ ПОКРЫТИЯМИ | 2015 |
|
RU2597340C1 |
Изобретение относится к способу металлизации стеклокремнезита. Способ металлизации стеклокремнезита включает предварительное нанесение промежуточного слоя на лицевую поверхность изделия, плазменное напыление покрытия из металлов или сплавов. Промежуточный слой наносят из пасты, состоящей из смеси жидкого стекла и неметаллургического глинозема в массовом соотношении 1:3 соответственно. Плазменное напыление металла производят с одновременным оплавлением при мощности плазмотрона 4-5 кВт и скорости прохождения плазменной горелки по лицевой поверхности 0,24 м/с. Технический результат – повышение прочности сцепления покрытия с поверхностью стеклокремнезита. 2 табл.
Способ металлизации стеклокремнезита, включающий предварительное нанесение промежуточного слоя на лицевую поверхность изделия, плазменное напыление покрытия из металлов или сплавов, отличающийся тем, что промежуточный слой наносят из пасты, состоящей из смеси жидкого стекла и неметаллургического глинозема в массовом соотношении 1:3 соответственно, подсушивается в нормальных условиях, а плазменное напыление металла производят с одновременным оплавлением при мощности плазмотрона 4-5 кВт и скорости прохождения плазменной горелки по лицевой поверхности 0,24 м/с.
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591909C1 |
| СПОСОБ АНГОБИРОВАНИЯ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591100C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
| СПОСОБ ОБРАБОТКИ ПОРИСТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2006493C1 |
| US 9556068 B2, 31.01.2017. | |||

