Изобретение относится к области металлургии и литейного производства и может быть использовано при выплавке и переработке металлов и сплавов дуплекс-процессом.
Известна индукционная плавильная ,печь, содержащая секцию с индуктором для плавления и загрузки шихты и секцию с индуктором для отвода жидкого металла, которые могут быть применены как печи непрерывного действия для плавки черных и цветных металлов и сплавовС.
Ближайшим по технической сущности к изобретению является устройство для обработки жидких металлов и сплавов реагентами, содержащее горизонтальный канал с индуктором и две вертикальные секции, обрс зующие камеры для загрузки реагентов, подачи и слива металла через летку, которое снабжено закрытой сводом камерой отделения шлака от металла, соединенной с леткой слива металла сифоном и расположенной между каналом и леткой слива на одном уровне с верхним уровнем каналаt21.
В таком устройстве недостаточный перегрев обусловлен большими масса|ми.металла, непрерывно протекающего
вдоль канала, диаметр которого соразмерен с диаметре загрузочной камеры. При этом подводимая к индуктору мощность при выбранных средних частотах тока преобразователя 5002500 Гц выделяется в виде знергии рассеивания индукционного тока, определяющего нагрев расплава только В наружных слоях из-за поверхностно10го вытеснения тока, известного под названием Скин-эффекта. Это предопределяет соответственно меньшую глубину проникновения индуктированных токов в толщу металла для более высо15ких частот. Известное устройство снабжено коротким индуктором, в котором возникают довольно слабые зоны выпучивания электромагнитных полей На границах его катушки, обуславли20вающих также развитие слабых потоков в расплаве. В результате интенсивность перемешивания недостаточна для протекания активного процесса перегрева и рафинирования.
25
Целью изобретения является увеличение пропускной способности, обеспе ение максимального перегрева расп лава при одновременном достижении
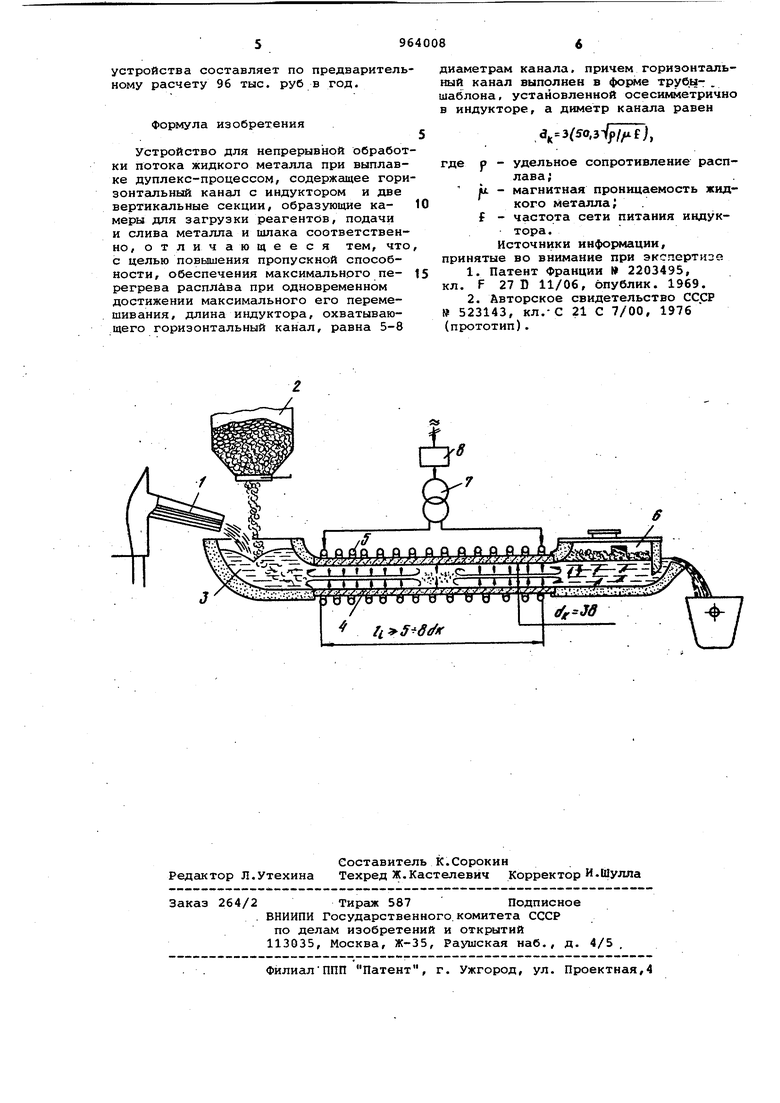
30 Максимального его перемешивания. Поставленная цель достигается тем что в предложенном устройстве для непрерывной обработки потока жидкого металла при выплавке дуплекс-процессом, содержащем горизонтальный канал с индуктором и две вертикальные секции, образующие камеры для загрузки реагентов, подачи и слива метгшла и шлака соответственно, длина индукт ра, охватывающего горизонтально-проходной канал равна 5-8 диаметрам канала, причем горизонтальный канал выполнен в форме трубы-шаблона, уста новленной осесимметрично в индукторе а диаметр канала определяют из соотношенияа,о(5о.зУЙ), где р - удельное сопротивление расплава, см. м/м / р. - магнитная проницаемость жидкого металла, гн/м; - частота сети питания индуктора, ГЦ. На чертеже изображено устройство, разрез.. Устройство включает средства пода чи жидкого металла 1 и реагентов 2 в вертикальную цилиндрическую секцию образующую загрузочную камеру 3, соединенную с горизонтальным каналом 4, снабженным индуктором 5, причем канал соединен также с 6 отделения шлака от металла, а стенки канала и камер футерованы огнеупорной смесью и образуют конструктивно проточную индукционную печь для непрерывного пропускания расплава металла и реагентов, активного их взаимодействия, выдержки, разделения металла и шлака и слива годного металла. Индуктор подключен через со ласующий трансформатор 7 к преобразователю частоты 8, питающемуся от промышленной сети 380/220 В, частотой 50 Гц. : Горизонтальный канал имеет диаметр, строго определяемый размером выпускного отверстия первичного агре гата. Только при соблюдении этого условия достигается согласование пропускной способности с максимально возможным расходом жидкого металла на сливе из первичного агрегата. При меньшем размере канала сливаемый из выпускного отверстия поток жидког металла не успевает протекать через горизонтальный канал, заполняет загр зочную камеру . переливаясь через края, что приводит к нарушению рабочего процесса обработки. В другом случае при периодическом вы пуске поток металла из первичного аг регата будет некоторое время заполнять горизонтальный канал, не да,вая выхода годному, и производительность установки не достигнет номинальной. Максимальный нагрер расплава имеет место, когда глубина проникновения тока и распространяется на всю толщу расплава, т.е. d 2 (/ . Причем 6 находят при заданной частоте источника тока из соотношения , «/ 50, 3if/pi при условии известных значений удельного сопротивления о и магнитной проницаемости fj. для заданного сплава для известной температуры перегрева. Оптимальная часто та источника тока обеспечения максимального перемешивания в первом приближении соответствует глубине проникновения, равной половине радиуса канала печи, т.е. d« 4.07СЛ. Максимальное двухконтурное движение расплава при перемешивании вызывает тепловое расширение в длинной гидродинамической трубе, соответствующей длине канала Ец 5....8. При такой длине пути интенсивность вихреобразующих сил в потоке при известной кинематической вязкости расплава максимальна. Таким образом максимальный нагрев расплава при максимальном его перемешивании имеет место при следующих, конструктивных соотношениях диаметра канала и длины индуктора: . к- 2 ие„ 5.. . 15...24сС. Устройство работает следующим образом. Непрерывно подают жидкий металл и реагенты в загрузочную камеру 3. Металл.-шлакоЬая смесь затягивается в горизонтальный канал 4, где перегревается с помощью индуктора 5, Причем диаметр канала для опытно-промышленной установки непрерывного действия, работающей в комплексе с вагранкой производительностью 5 т/ч, составляет с1у 140 мм при активной длине индуктора „ 750 мм. Для приведённых конструктивных соотношений печи установлена оптимальная частота 2400 Гц с регулированием в сторону уменьшения на 30% от преобразователя частоты типа СЧИ-100/2400. При помощи в индукторе 100 кВт был достигнут перегрев металла в среднем на 80-120°С. Обработка жидкого чугуна известково-глиноземным шлаком с помощью дозирующего устройства ввода реагента 15...20 кг на тонну чугуна позволила снизить содержание серы с 0,12 до 0,03% в течение 4-5 мин. За счет повышения физико-механических свойств выплавляемого чугуна в 1,2-1,5 раз и увеличения выхода годного чугуна на 10-15% ожидаемый экономический эффект от внедрения
устройства составляет по предварительному расчету 96 тыс. руб в год.
Формула изобретения
Устройство для непрерывной обработки потока жидкого металла при выплавке дуплекс-процессом, содержащее горизонтальный канал с индуктором и две вертиксшьные секции, образующие камеры для загрузки реагентов, подачи и слива металла и шлака соответственно, отличающееся тем, что с целью повышения пропускной способности, обеспечения максимального перегрева расплава при одновременном достижении максимального его перемешивания, длина индуктора, охватывающего горизонтальный канал, равна 5-8
диаметрам канала, причем гориэонтгшьный канал выполнен в форме трубы- , шаблона, установленной осесимметрично в индукторе, а диметр канала равен
,d 3(50,3 ,
где р - удельное сопротивление расплава ;
JU. - магнитная проницаемость жидкого метсшла; . f - частота сети питания индуктора.
Источники информации, принятые во внимание при экспертизе
1.Патент Франции I 2203495, кл. F 27 D 11/06, опублик. 1969.
2.Авторское свидетельство СССР № 523143, кл.-С 21 С 7/00, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки жидких металлов и сплавов | 1975 |
|
SU523143A1 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| СПОСОБ ВЫПЛАВКИ СПЛАВОВ ИЗ ОКСИДОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2000 |
|
RU2190034C2 |
| СПОСОБ ВЫПУСКА ЖИДКИХ ПРОДУКТОВ ПЛАВКИ ИЗ ШАХТНОЙ ПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2366877C1 |
| ЭЛЕКТРОПЛАВИЛЬНЫЙ АГРЕГАТ | 2006 |
|
RU2333440C2 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361926C1 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1972 |
|
SU358597A1 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1994 |
|
RU2092761C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2013 |
|
RU2542041C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОГО ЧУГУНА | 2012 |
|
RU2515160C1 |
