Изобретение относится к металлургии, а именно к оборудованию для плавки шихты, содержащей как черные, так и цветные металлы.
Известны металлургические агрегаты, включающие различные магнитно-гидродинамические устройства (МГД-устройства), позволяющие бесконтактно осуществлять силовое взаимодействие на жидкий металл [1].
Известны дуговые электросталеплавильные печи, на днище которых размещаются МГД-устройства для перемешивания жидкого расплава, что значительно ускоряет ведение процесса плавки стали [2, с.34 и с.44].
Размещаемые на днище МГД-устройства предназначаются только для перемешивания расплава и не выполняют других возможных и полезных действий.
Известен агрегат для непрерывного перемешивания жидкого чугуна и очистки его от шлака [3, с.194-195, рис.92]. В агрегате чугун раскручивается вращающимся электромагнитным полем, при этом очищенный от шлака наружный слой чугуна через кольцевую канавку сливается в металлоприемник, а накапливающийся в параболоидной лунке шлак через керамическую трубку удаляется из агрегата. Недостаток агрегата - созданы тяжелые условия для работы керамической трубки для отвода шлака, трудно осуществить замену трубки в днище агрегата.
Известен агрегат [4], в котором осуществляют очистку стали от включений перед подачей ее в промежуточный ковш и далее на непрерывную отливку. Кольцевое МГД-устройство в этом агрегате в круглой камере приводит во вращение металл, что и обеспечивает очистку металла от неметаллических включений за счет центробежных сил. Недостатки: в агрегате нет устройств, позволяющих в процессе обработки расплава поддерживать необходимую температуру, по мере накаливания шлака в параболоидной лунке его удаление из агрегата затруднено; агрегат не приспособлен для проведения каких-либо других металлургических операций, кроме очистки расплава от неметаллических включений; наличие проемов в кольце МГД-устройства снижает эффект вращения металла электромагнитным полем.
Известен принимаемый за прототип плавильный агрегат [5].
Агрегат содержит плавильную камеру-тигель, состоящую из корпуса, футерованных стенок и днища, индукционный нагреватель и перемешиватель, устройство для донного слива расплава из плавильной камеры-тигля с перекрываемой леткой.
Достоинством прототипа является то, что при донной разливке расплавленный металл сливается без наклона его через донное отверстие. Дополнительным преимуществом донной разливки является большой срок службы тигля, обеспечиваемый стационарной установкой печи. Недостатком прототипа является то, что перемешивающее устройство агрегата хоть и создает движение металла, но не обеспечивает его вращение с целью образования лунки параболоидной формы, которая, например, необходима, когда плавку шихты осуществляют с образованием значительного количества шлака. Прототип не имеет устройств, позволяющих обеспечивать слив металла в процессе его производства, а также устройств, позволяющих вести плавку в условиях герметизации плавильной камеры.
Новизна предлагаемого технического решения заключается в следующем.
Плавильный агрегат снабжен крышкой с технологическими отверстиями, размещенной на плавильной камере-тигле, и устройством бокового слива металла с леткой, размещенным под индуктором индукционного нагревателя и перемешивателя, причем витки индуктора размещены относительно стенок плавильной камеры-тигля под углом, определяемым размером устройства бокового слива, а также содержит дополнительный индукционный перемешиватель - магнитно-гидродинамическое устройство, размещенное на днище плавильной камеры-тигля, вокруг перекрываемой летки, ось которой совпадает с осью центрального отверстия в крышке, перекрываемого заслонкой.
Размещаемый на днище дополнительный индукционный перемешиватель - МГД-устройство - рекомендуется выполнить или в виде замкнутого кольца, или в виде отдельных линейных МГД-устройств, число которых желательно иметь кратно трем.
Размещаемую на плавильной камере-тигле крышку рекомендуется выполнить с возможностью герметизации плавильной камеры, вследствие чего и все технологические отверстия в крышке рекомендуется выполнить с возможностью их перекрытия заслонками.
К устройству бокового слива металла с леткой рекомендуется присоединить керамический блок с сообщающимися нижним горизонтальным каналом, вертикальным каналом, верхним горизонтальным каналом, причем нижний горизонтальный канал сообщается с горизонтальным каналом летки устройства бокового слива, а вертикальный канал сообщается: с отверстием в крышке керамического блока, выполненном с возможностью перекрытия заслонкой; с отверстием в летке верхнего горизонтального канала; с отверстием перекрываемой сливной летки, выполненной в днище керамического блока.
Стенки корпуса тигля плавильной камеры рекомендуется выполнить из немагнитных труб (нержавеющих или медных), присоединяемых к системе охлаждения.
В предлагаемом техническом решении сохраняются отмеченные достоинства прототипа и устраняются недостатки.
Размещение магнитного гидродинамического (МГД), устройства в виде замкнутого кольца или в виде отдельных линейных МГД-устройств, позволяет существенно повысить технологические возможности агрегата при плавке в нем шихты. Эти возможности проявляются в следующем: увеличивается перемешивающий эффект расплава; в расплаве может образовываться лунка параболоидной формы, в которой может скапливаться шлак, который не будет соприкасаться с футеровкой стенок в плавильной камере и разъедать футеровку, поскольку известно, что шлак по отношению к футеровке ведет себя агрессивно.
Размещение на оси плавильной камеры оси донной летки и оси центрального отверстия в крышке позволяет через отверстие в крышке вводить гранулированный сыпучий огнеупорный материал в полость донной летки, когда из плавильной камеры будет осуществлен слив расплава, а затем летка будет перекрыта заслонкой со стороны днища. Через донную летку возможен слив и металла и шлака. Но наличие летки в устройстве бокового слива металла позволяет основную часть металла сливать через эту летку и присоединенный к летке керамический блок, а оставшийся металл в плавильной камере приводить во вращение с таким числом оборотов, чтобы его не было в центре плавильной камеры, где имеется донная сливная летка. Это позволяет через донную летку сливать только шлак. Поскольку шлак сливается быстро, то сильного разрушения летки от действия шлака не будет, а если и будет, то есть возможность разрушенную часть восстанавливать.
Наличие присоединяемого к устройству керамического блока с сообщающимися горизонтальными нижним и верхним каналами и вертикальным каналом позволяет сливать металл через верхний горизонтальный канал и сливную летку, в условиях, когда за счет вращения метала в плавильной камере часть его будет подниматься к верхнему горизонтальному каналу и выше. Такое конструктивное решение позволяет, при необходимости, осуществлять непрерывную выплавку металла в плавильной камере и непрерывно его удалять из агрегата до тех пор, пока в плавильной камере не скопится предельное количество шлака. Следует сказать, что если организовать отвод шлака шлакоотсосом, вводимым в плавильную камеру через центральное отверстие в крышке, то постоянный слив выплавляемого металла из агрегата может производиться длительное время.
Поскольку плавильный агрегат снабжается устройством бокового слива металла с леткой, витки индукционного нагревателя в месте размещения устройства должны проходить выше этого устройства, а это возможно только в том случае, если они будут размещены относительно стенок каркаса тигля наклонно. Наклонное размещение витков не снижает эффекта нагрева металлического расплава, который имеет место в обычных тигельных индукционных печах, но несколько изменяет ориентацию электромагнитного поля относительно центральной оси плавильной камеры и ориентацию перемешивания от действия этого поля. Происходит усиление эффекта подъема жидкого металла относительно стенок плавильной камеры от действия электромагнитного поля МГД-устройства, размещенного на днище агрегата и приводящего во вращение металл в плавильной камере, и образование лунки параболоидной формы.
Выполнение МГД-устройства на днище агрегата в виде замкнутого кольца позволяет вращать металл эффективнее, чем если бы это МГД-устройство было размещено в виде незамкнутого кольца (с проемом в кольце) относительно вертикальных стенок плавильной камеры. Проем в этом случае необходим, чтобы через этот проем можно было присоединять к плавильной камере керамический блок.
Преимущество размещения МГД-устройства на днище выражается еще в том, что тогда можно будет индукционный нагреватель металла выполнить аналогичным нагревателю тигельной индукционной печи, что нельзя было бы сделать, если бы МГД-устройство размещалось вокруг цилиндрических стенок корпуса агрегата.
В техническом решении [6] МГД-устройство для создания вращения металла размещается вокруг цилиндрических стенок корпуса плавильного агрегата, а индукционный нагреватель размещается на днище плавильного агрегата и представляет собой сдвоенную отъемную канальную индукционную единицу (СОКИЕ). Но когда применяют в качестве нагревателя СОКИЕ, то ограничивают температуру расплава. Не рекомендуется больше 1500oС поднимать температуру металла, который в СОКИЕ перемещается по каналам керамического подового камня и при высокой температуре сравнительно быстро размывает канал. Когда в плавильном агрегате выплавляется, например, чугун и его температура не превышает, как правило, 1400-1450oС, то подовый камень СОКИЕ может работать длительный срок (до 1 года). Если же надо, например, выплавлять сталь, температура которой может превышать 1600oС, то СОКИЕ лучше не применять. В тигельных индукционных печах, как известно, часто температуру металла доводят до 1800oС и даже больше, т.к. если и будет при повышенной температуре большой износ футеровки, то ее сравнительно легко восстанавливают. Есть и еще преимущество в тигельной печи, заключающееся в том, что на ее футеровке допустимо образование металлического гарнисажа, когда футеровка размоется до такой величины, что становится неприемлемым перепад температуры по толщине футеровки. Чтобы не перегревался корпус стенок плавильной камеры агрегата, их рекомендуется выполнить охлаждаемыми из труб, причем труб, обладающих немагнитными свойствами, например, из нержавеющих или медных труб, которые не создают большого препятствия прохождению электромагнитного поля от МГД-устройства.
Если будет образовываться гарнисаж, то он также не будет служить препятствием для прохождения электромагнитного поля, т.к. его температура будет всегда выше 723oС. При 723oС (точка Кюри), как известно, исчезают магнитные свойства железа, и оно примерно также пропускает электромагнитное поле, как его пропускает футеровка. Возможное уменьшение толщины футеровки и охлаждаемые стенки в агрегате, естественно, увеличивают количество проходимого через них тепла, но это тепло может быть полезно утилизировано, что и рекомендуется в последнее время осуществлять.
Выполнение на днище МГД-устройства в виде замкнутого кольца имеет свои положительные стороны, т.к. облегчается его установка на днище, упрощается подвод электропитания, охлаждение обмоток и т.д. Но если надо будет, с целью увеличения производительности агрегата, увеличить диаметр плавильной камеры агрегата, то замкнутое кольцо МГД-устройства становится громоздким, большого веса, усложняется его монтаж на днище, его изготовление также нельзя считать простым. При большой площади днища кольцо можно заменить на несколько отдельных линейных МГД-устройств, размещаемых симметрично так, чтобы бегущее электромагнитное поле этих линейных МГД-устройств действовало по краю цилиндрической плавильной камеры агрегата. Рекомендация принимать число этих устройств кратно трем, вызвана тем, что энергопитание к агрегату подается от трех фаз энергосети и надо, чтобы от этих фаз энергия отводилась равномерно, иначе возникают сложности в системе энергообеспечения. Изготовление линейных МГД-устройств проще.
Рекомендация выполнить плавильную камеру герметизированной позволяет расширить технологические возможности агрегата. Создавать, например, разрежение, а затем в условиях разрежения алюминием, кремнием, или алюминиево-кремниевым сплавом восстанавливать оксиды в шлаках в металлическую или паровую фазы, в частности в паровую фазу, становится возможным восстанавливать оксиды кальция и магния, которые при атмосферном давлении даже алюминием не восстанавливаются.
Поскольку для плавки отдельных видов шихты может потребоваться герметизации плавильной камеры, все технологические отверстия в крышке рекомендуется выполнить с возможностью их перекрытия.
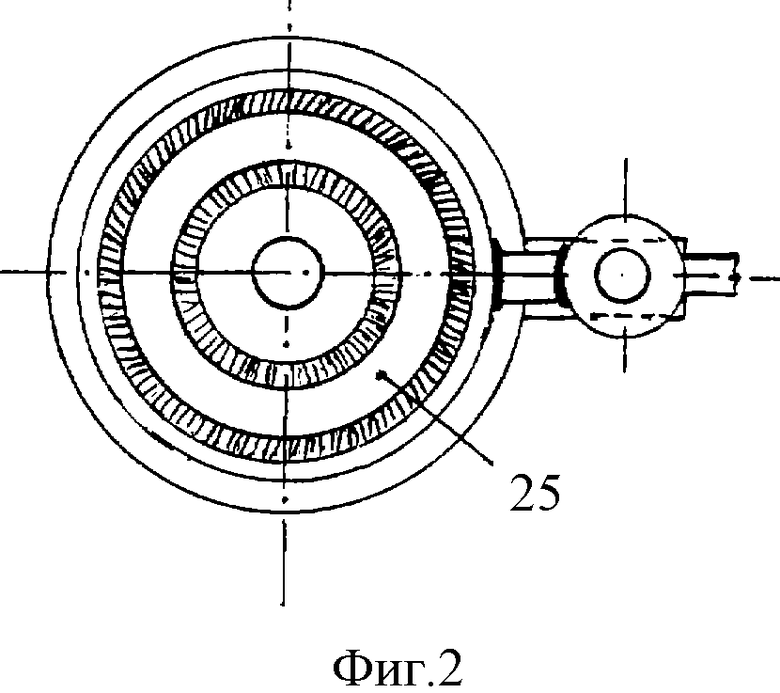
На фиг.1 изображен разрез агрегата в вертикальной плоскости, проходящей через ось плавильной камеры и ось вертикального канала в керамическом блоке, в условиях наличия в плавильной камере жидкого металла и шлака в момент начала создания в плавильной камере разрежения.
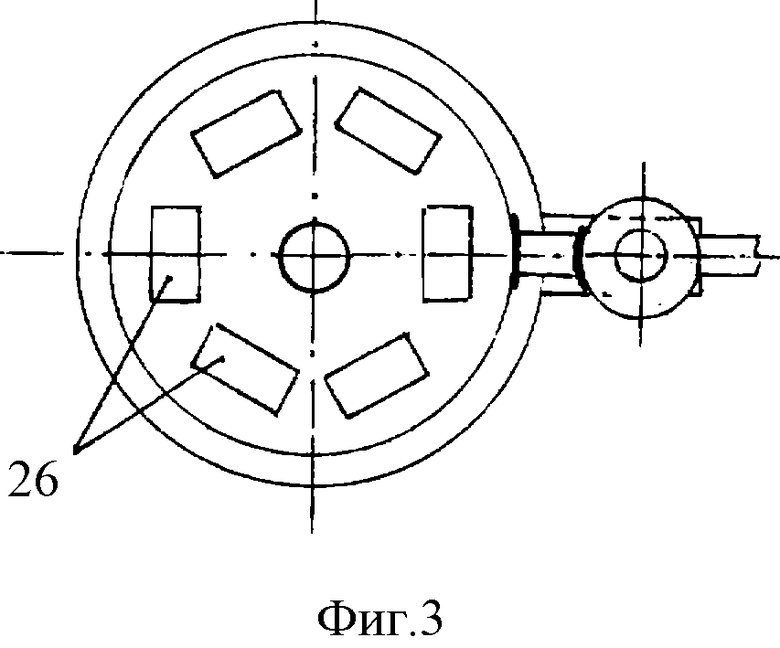
На фиг.2 - вид на днище в случае установки МГД-устройства в виде замкнутого кольца.
На фиг.3 - вид на днище в случае установки 6 линейных МГД-устройств.
Предлагаемый плавильный агрегат содержит: цилиндрический вертикальный корпус 1 (см. фиг.1), выполненный из охлаждаемых немагнитных труб (нержавеющих стальных или медных); днище 2, выполненное из немагнитного листового материала. Относительно корпуса 1 и днища 2 внутри размещена футеровка 3 плавильной камеры 4. С внешней стороны корпуса 1 размещен индукционный нагреватель и перемешиватель 5, включающий предпочтительно охлаждаемые витки индуктора 6, шины 7 из листовой трансформаторной стали, гасящей воздействие электромагнитного поля витков индуктора на кожух 8 индукционного нагревателя 5.
К плавильной камере 4 подсоединено устройство 9 бокового слива металла с леткой, включающее летку 10, канал которой сообщается через металлопровод 11 с нижним горизонтальным каналом 12 керамического блока 13. Витки индуктора 6 размещаются относительно корпуса 1 наклонно. Угол наклона витков принимается в зависимости от габаритного размера устройства 9 бокового слива металла.
Керамический блок 13 содержит предпочтительно цилиндрический корпус 14 из листового металла. В керамическом материале 15 блока 13 выполнен вертикальный канал 16, сообщающийся с нижним горизонтальным каналом 12 и верхним горизонтальным каналом 17. Верхний горизонтальный канал 17 выполнен в верхней сливной летке 18, к которой присоединяется устройство 19 для слива металла. Устройство 19 может предназначаться для слива металла в ковш или в другой плавильный агрегат, расположенный ниже. При необходимости устройство для слива металла может представлять кристаллизатор горизонтальной машины непрерывного литья заготовок.
В керамическом блоке 13 целесообразно выполнить дополнительную донную сливную летку 20, перекрываемую заслонкой 21. Наличие дополнительной донной летки позволит увеличить надежность процесса плавки шихты в плавильном агрегате, т. к. если произойдут какие-либо неполадки с главной сливной донной леткой, то ее заменит дополнительная сливная летка. Эта летка может стать и основной донной леткой, если шлак будет удалятся из плавильной камеры шлакоотсосом через отверстие в крышке. Донная летка в днище плавильного агрегата тогда становятся резервной.
Сверху на керамическом блоке 13 размещается быстросъемная крышка 22, причем ее конструктивное исполнение может быть разным. В частности, она должна быстро сниматься, когда надо будет выполнить какие-либо операции в процессе плавки, например замерить температуру сливаемого металла или ввести в сливаемый металл какие-либо легирующие добавки. В крышке могут быть выполнены элементы (не показаны), позволяющие, при необходимости, подсоединиться, например, к системе, создающей давление газа в вертикальном канале 16 или, наоборот, разрежение в этом канале, а также элементы для присоединения каких-либо нагревательных горелок или устройств, позволяющих выплавляемый металл расходовать на производство какой-либо продукции, например, отливать слоистые полые заготовки путем наморозки поверхностного слоя такой заготовки на заранее произведенную трубу и т.д.
В центре днища 2 и футеровки 3 плавильного агрегата размещена донная сливная летка 23, перекрываемая заслонкой 24. К поверхности днища крепится МГД-устройство 25 в виде кольца (см. фиг.2) или в виде нескольких линейных МГД-устройств (см. поз.26 на фиг.3).
Сверху плавильной камеры агрегата размещается герметично уплотняемая и охлаждаемая крышка 27 с технологическими отверстиями, снизу футерованная огнеупорным материалом 28. Крышку целесообразно выполнять с необходимым количеством отверстий и не в одном варианте, т.к. в зависимости от того, какая продукция будет производиться и какая технология будет осуществляться в плавильном агрегате, число отверстий будет разным. Все отверстия в крышке выполняются перекрываемыми заслонками 29, выполняемыми с возможностью замены их на необходимые устройства, которые будут задействованы в зависимости от технологического процесса плавки шихты. В крышке обязательно выполняется центральное отверстие, к которому, например, можно будет, удалив заслонку, подсоединить устройство для обслуживания центральной донной сливной летки 23 или устройство для дополнительного нагрева расплава за счет или газовой, или мазутной, или плазменной горелок. К другим отверстиям в крышке могут быть присоединены устройства для подачи шихты на плавку, для отвода газа из плавильной камеры, для установки дополнительных горелок, для устройства, подсоединяемого или к системе создания в плавильной камере разрежения, или давления.
На предлагаемом плавильном агрегате возможно производство чугуна, стали, никеля, разных сплавов. Число видов продукции может быть увеличено, если плавку вести не в одном плавильном агрегате, а взаимосвязанно в двух, трех и более агрегатах.
В качестве иллюстрации представим работу предлагаемого плавильного агрегата в составе технологического оборудования, задалживаемого при переработке ванадийсодержащей титаномагнетитовой руды, причем руды с относительно высоким содержанием оксидов железа, титана и ванадия. Такая руда скоро будет поступать на переработку с Чинейского уникального месторождения в Читинской области. В доменных печах ее перерабатывать трудно, т.к. в ней высокое содержание оксида титана. Примерно такую же титаномагнетитовую руду перерабатывают на одном из заводов в Южно-Африканской республике (ЮАР). Применяемая в ЮАР технология переработки считается прогрессивной и ее ГНЦ РФ "Уральский институт металлов" рекомендует для переработки руды Чинейского месторождения [7] . По технологии ЮАР предусматривается ожелезнение руды до 70-80% перед подачей ее на плавку, далее плавка в мощной рудоэлектротермической печи на ванадийсодержащий чугун и титанистый шлак, который в ЮАР отправляют в отвал. Затем из охлажденного чугуна, при его вращении на специальном стенде, извлекают товарный ванадиевый шлак, а обедненный по ванадию чугун перерабатывают на сталь в конвертере.
Предлагаемый нами плавильный агрегат может заменить мощную дорогостоящую рудоэлектротермическую печь (1 агрегат) и специальный стенд для деванадации чугуна (2 агрегат). В случае применения третьего плавильного агрегата становится возможной переработка титанистого шлака на титаносодержащий сплав и на шлак, состоящий только из оксидов алюминия и кремния, пригодный для производства из него алюминиево-кремниевого сплава в четвертом, несколько измененном в конструкции, плавильном агрегате по способу, защищенному патентом Российской Федерации [8]. Большая часть получаемого в четвертом плавильном агрегате алюминиево-кремниевого сплава будет оборотной, меньшая - товарной. В этом случае металлургическая переработка титаномагнетитовой руды становится безотходной и экономически выгодной, т.к. позволяет получать дополнительный экономический эффект не менее 100$ при переработке каждой тонны титаномагнетитовой руды.
Однако если не ориентироваться на большую производительность цеха по переработке титаномагнетитовой руды, то можно обойтись или одним плавильным агрегатом и получать на этом агрегате сразу сталь (не чугун) с добавками ванадия и титана, ферротитан также с добавками ванадия, марганца, кремния и др. и шлаковый расплав из оксидов алюминия и кремния, или двумя плавильными агрегатами и тогда на втором плавильном агрегате еще жидкий шлак из оксидов алюминия и кремния перерабатывать на алюминиево-кремниевый сплав (оборотный и товарный).
Следует заметить, что по технологии, рекомендованной институтом металлургии Уральского отделения Академии наук России [9], из титаномагнетитового концентрата, содержащего ванадий, также рекомендуется сразу получать сталь, но сначала этот институт рекомендует основную часть ванадия извлекать в пентаоксид ванадия, используя гидрометаллургию, далее концентрат рекомендуется доизмельчать, получать окатыши, их ожелезнять до 80% и еще горячими загружать в электропечь. В печи получают не чугун, а сталь, легированную остатками ванадия, и титанистый шлак, который рекомендуется использовать для производства пигментного диоксида титана. Ниже дается пример работы одного плавильного агрегата с целью производства стали, ферротитана и шлака, содержащего оксиды алюминия и кремния, при плавке металлизованного до 70-80% продукта, получаемого из ванадийсодержащей титаномагнетитовой руды.
Порция металлизованного до 70-80% продукта подается на вращающийся металлический расплав, химический состав которого соответствует товарному ферротитану. После плавки обусловленной порции продукта основная его часть переходит в металлическую фазу, а другая - в шлак, причем в шлаке вместе с остатками оксидов железа будут оксиды ванадия, титана и другие оксиды. Температура расплава должна быть не более 1600oС. После плавки порции продукта должно быть два этапа восстановления оксидов. На первом этапе восстанавливаются в основном оксиды железа и часть оксидов ванадия, причем углеродистым восстановителем, который, как правило, остается в продукте после металлизации в таком количестве, что его хватает на восстановление, например, половины оставшихся оксидов железа. На первом этапе будет образовываться газ, состоящий в основном из окиси углерода (СО), и этот газ из плавильной камеры должен удаляться. К концу первого этапа восстановления оксидов целесообразно обеспечить герметизацию плавильной камеры и начать создавать в ней разрежение, но не устранять отвод газа из камеры, что позволит дополнительно снизить содержание углерода в стали. После завершения удаления углерода до установленного предела через керамический блок 13 (каналы 12, 16 и 17) и устройство 19 следует обеспечить слив порции полученной стали в ковш. В плавильной камере следует оставить обусловленную часть стали. Эта часть будет входить в образующийся далее ферротитан с добавками из других полезных элементов. Чтобы получить такой ферротитан, в герметично уплотненную плавильную камеру вводится расчетное количество сильного металлического восстановителя - алюминиево-кремниевого сплава, которым далее практически все оксиды будут восстановлены и уйдут в металлическую фазу. Чтобы в этот период были восстановлены такие трудновосстанавливаемые оксиды, как оксиды кальция и магния (если они будут иметь место в шлаке), разрежение в плавильной камере следует довести до 10-15 мм рт. ст. В таких условиях восстановленные кальций и магний в виде пара будут удаляться из плавильной камеры агрегата.
Восстановление алюминиево-кремниевым сплавом оксида в шлаке, оставшимся после удаления стали, сопровождается значительным выделением тепла и образованием не газа (газ образовывался, когда восстановление оксидов железа осуществлялось углеродом), а новым шлаковым расплавом из оксидов алюминия и кремния (часть кремния уйдет в металлический сплав). В новом шлаковом расплаве оксида кремния должно быть не менее 30% и тогда он становится пригодным для переработки на алюминиево-кремниевый сплав по упомянутому способу [8].
Если оксида кремния будет недостаточно, то в плавильную камеру следует ввести недостающее количество оксида кремния, предпочтительно в виде чистого кварцевого песка. Тепла от реакции восстановления оксидов алюминиево-кремниевым сплавом выделяется столько, что его хватает и на расплавление добавки из песка и на нагрев расплава до необходимой температуры (примерно 1800-1900oС). Такая температура необходима, чтобы шлаковый расплав из оксидов кремния и алюминия был жидкотекуч, причем если кремнезема в шлаке будет больше 50%, то достаточно иметь температуру 1800oС, а если меньше 50%, то желательно температура 1900oС.
Далее, после снятия разрежения в плавильной камере полученный ферротитан с добавками через керамический блок удаляется из плавильной камеры в условиях его вращения в камере. Когда ферротитана останется в плавильной камере примерно 10% от произведенного количества и он будет электромагнитным полем размещен по краю плавильной камеры, раскрывается донная летка 23 и через нее осуществляется слив шлака из оксидов алюминия и кремния, который целесообразно еще жидким перерабатывать на алюминиево-кремниевый сплав. Часть полученного сплава, причем большая, будет оборотной, а меньшая часть - товарной.
Возможно и удаление конечного шлака шлакоотсосом. Тогда не надо будет вскрывать донную летку.
После удаления конечного шлака из плавильной камеры вращение остатка ферротитана следует прекратить и на поверхность сильно перегретого ферротитана подать сначала небольшое количество из очередной порции металлизованного продукта, снова привести жидкий расплав во вращение и далее в соответствии с подводимым количеством энергии вводить оставшуюся часть порции металлизованного продукта.
Если не будет второго плавильного агрегата для переработки шлака из оксидов алюминия и кремния на сплав, то получаемый шлак следует охлаждать и далее он может представлять собой товарный продукт, цена которого по сравнению с ценой алюминиево-кремниевого сплава меньше на стоимость переработки этого шлака в сплав. Стоимость переработки будет, естественно, меньшей, если шлак на переработку будет поступать в жидком виде.
Технический результат от применения заявляемого объекта заключается в следующем:
- в агрегате может быть реализован метод ПВЖФВ (плавка с вращением и жидкофазным восстановлением), причем с получением в черной металлургии и стали и чугуна, а не только чугуна, который получают в большинстве известных способов без доменного восстановления оксида железа, например в способах "Ромелт", "Диос", "Аусмелт" и др.;
- производительность предлагаемого плавильного агрегата на единицу массы превышает, например, не менее чем в два раза производительность рудоэлектротермической печи, если сопоставляемые агрегаты использовать для одинаковых целей, например для переработки ожелезненного продукта из титаномагнетитовой руды;
- снижается расход огнеупорного материала на футеровку плавильной камеры, поскольку плавку можно вести с образованием гарнисажа;
- плавильный агрегат пригоден для выполнения многих металлургических процессов, в частности для плавки лома черных и цветных металлов, для выплавки металлов из оксидосодержащей шихты, для деванадации ванадийсодержащего чугуна и т.д.;
- агрегат может выполнять и функцию плавки шихты и функцию, например, промежуточного ковша горизонтальной машины непрерывного литья заготовок (ГМНЛЗ), причем при подаче металла в кристаллизатор ГМНЛЗ металлу обеспечивается дополнительная очистка от неметалических включений, что повышает качество отливаемой заготовки;
- индукционный нагрев металла в плавильном агрегате сопровождается усиленным перемешивающим эффектом, по сравнению с эффектом в обычной тигельной печи, т. к. витки индуктора в предлагаемом плавильном агрегате размещены наклонно.
Литература
1. Верте Л.А. МГД-технология в производстве черных металлов. - М.: Металлургия, 1990. 120 с.
2. Никольский Л. Е., Зинуров Е.Ю. Оборудование и проектирование электросталеплавильных цехов. - М.: Металлургия, 1993. С.34, 41-44.
3. Повх И.П.. Капустин А.Б., Чекин Б.В. Магнитная гидродинамика в металлургии. - М.: Металлургия, 1974. С.194-195.
4. Лопухов Г.А. Реферат в журнале "Новости черной металлургии за рубежом", 1997, 1. С.64-67.
5. Вайнберг А.Н. Индукционные печи. - М.: Энергия, 1967. С.172.
6. Коршунов Е. А., Буркин С.П., Логинов Ю.Н. Усовершенствование плавки оксидосодержащих материалов в условиях жидкофазного восстановления. Сталь. 2000. 9. С.77-78.
7. Дерябин Ю.А., Смирнов Л.А., Дерябин А.А. Перспективы переработки чинейских титаномагнетитов. - Екатеринбург: Средне-Уральское кн. изд-во, 1999. 368с.
8. Патент Российской Федерации 2148670. Авторы Коршунов И.А., Третьяков B. C. Способ производства алюминиево-кремниевого сплава. Опубл. 10.05.2000, Бюллетень 13.
9. Леонтьев Л.И., Ватолин Н.А, Шаврин С.В., Шумаков Н.С. Пирометаллургическая переработка комплексных руд. - М.: Металлургия, 1997. С.170-173.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| СПОСОБ ПРОИЗВОДСТВА ТИТАНОСОДЕРЖАЩЕЙ ПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2005 |
|
RU2311469C2 |
| СПОСОБ ПРОИЗВОДСТВА АЛЮМИНИЕВО-КРЕМНИЕВОГО СПЛАВА И ДРУГИХ МЕТАЛЛОВ ИЗ ШИХТЫ, СОДЕРЖАЩЕЙ ОКСИД АЛЮМИНИЯ | 2001 |
|
RU2203970C2 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| СПОСОБ ПЕРЕРАБОТКИ КОНЦЕНТРАТОВ ИЗ РУДЫ, СОДЕРЖАЩЕЙ ОКСИДЫ ЖЕЛЕЗА, ТИТАНА И ВАНАДИЯ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2350670C2 |
| ЭЛЕКТРОПЛАВИЛЬНЫЙ АГРЕГАТ | 2006 |
|
RU2333440C2 |
| СПОСОБ БЕЗОТХОДНОГО ПРОИЗВОДСТВА СПЛАВА ИЗ ЖЕЛЕЗОСОДЕРЖАЩЕЙ ШИХТЫ | 2004 |
|
RU2276198C2 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗА ИЗ ШИХТЫ, СОДЕРЖАЩЕЙ ОКСИДЫ КРЕМНИЯ И ЖЕЛЕЗА | 2005 |
|
RU2287024C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТИТАНОСОДЕРЖАЩЕЙ ЛИГАТУРЫ | 2003 |
|
RU2250271C1 |
| СПОСОБ ПЕРЕРАБОТКИ ШЛАКОВ, СОДЕРЖАЩИХ ОКСИД ТИТАНА | 2005 |
|
RU2295582C1 |
Изобретение относится к металлургии, а именно к комплексному оборудованию для плавки шихты, содержащей как черные, так и цветные металлы. Плавильный агрегат содержит плавильную камеру-тигель, состоящую из корпуса, футерованных стенок и днища, индукционный нагреватель и перемешиватель, устройство для донного слива расплава из плавильной камеры-тигля с перекрываемой леткой. Он снабжен крышкой с технологическими отверстиями, размещенной на плавильной камере-тигле, и устройством бокового слива металла с леткой, размещенным под индуктором индукционного нагревателя и перемешивателя. Витки индуктора размещены относительно стенок плавильной камеры-тигля под углом, определяемым размером устройства бокового слива. Содержит дополнительный индукционный перемешиватель - магнитное гидродинамическое устройство, размещенное на днище плавильной камеры-тигля вокруг перекрываемой летки, ось которой совпадает с осью центрального отверстия в крышке, перекрываемого заслонкой. Предлагаемый плавильный агрегат пригоден для выполнения многих металлургических процессов, в частности для плавки лома черных и цветных металлов, для выплавки металлов из оксидосодержащей шихты, для деванадации ванадийсодержащего чугуна. Агрегат может выполнять функцию промежуточного ковша горизонтальной машины непрерывного литья заготовок, причем при подаче металла в кристаллизатор обеспечивается дополнительная очистка металла от неметаллических включений, что повышает качество отливаемой заготовки. 8 з.п. ф-лы, 3 ил.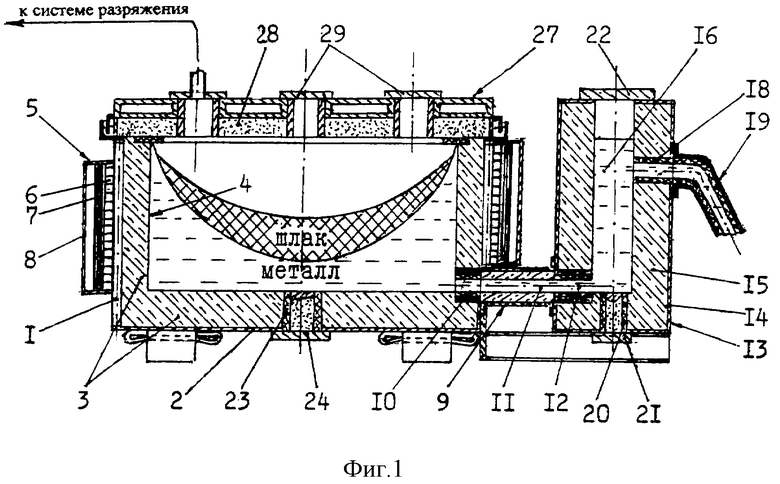
| ВАЙНБЕРГ А.Н | |||
| Индукционные печи | |||
| - М.: Энергия, 1967, с.172 | |||
| Индукционная печь | 1981 |
|
SU998839A1 |
| Индукционная печь | 1979 |
|
SU866396A1 |
| СПОСОБ ЛИПОСОМАЛЬНОГО ИММУНОАНАЛИЗА ДЛЯ ДЕТЕКТИРОВАНИЯ АНАЛИТОВ В ОБРАЗЦЕ | 2001 |
|
RU2203495C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НИЗКОТЕМПЕРАТУРНЫХ СВОЙСТВ СМЕСЕЙ УГЛЕВОДОРОДОВ И НЕФТЕПРОДУКТОВ | 2018 |
|
RU2688580C1 |
| DE 3420902 А, 20.12.1984. | |||

