(54) ГОЛОВКА ДЛЯ ШТАПЕЛИРОВАНИЯ ОТХОДОВ СТЕКЛОВОЛОКНА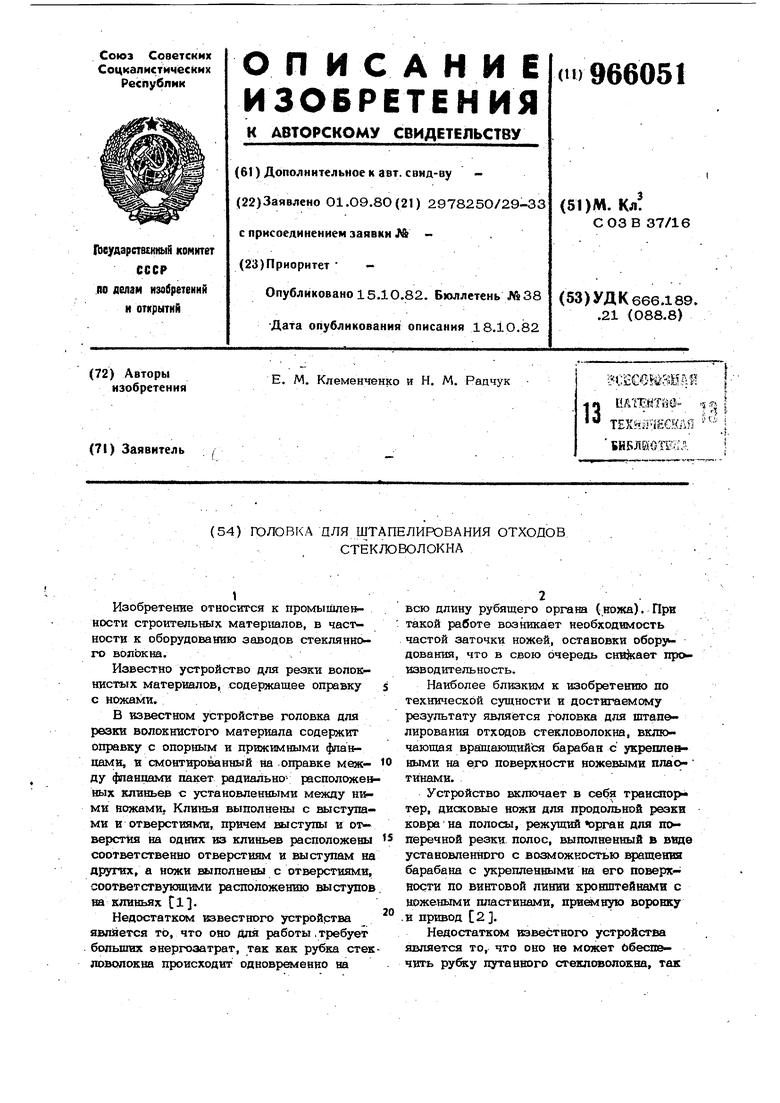
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для резки стекловолокна | 1982 |
|
SU1073191A1 |
| Устройство для рубки волокнистого материала | 1976 |
|
SU610809A1 |
| Способ измельчения волокнистых материалов | 1984 |
|
SU1308578A1 |
| Устройство для рубки отходов стекловолокна | 1985 |
|
SU1303406A1 |
| Устройство для рубки отходов стекловолокна | 1987 |
|
SU1504096A2 |
| Головка для резки волокнистого материала | 1976 |
|
SU645841A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ОТХОДОВ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2004 |
|
RU2277469C1 |
| Устройство для резки жгутов и других волокнистых материалов | 1977 |
|
SU628102A1 |
| Устройство для резки волокнистого материала | 1979 |
|
SU863379A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОРОТКОШТАПЕЛЬНОГО ЛЬНЯНОГО ВОЛОКНА | 1995 |
|
RU2090668C1 |
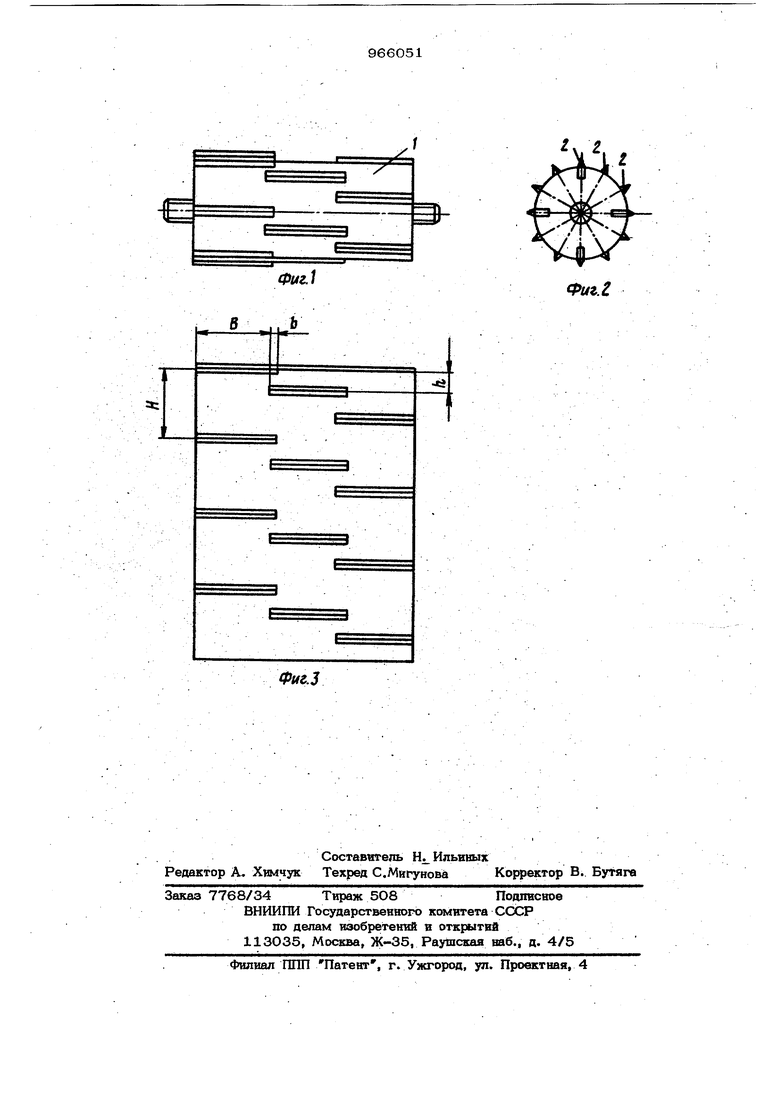
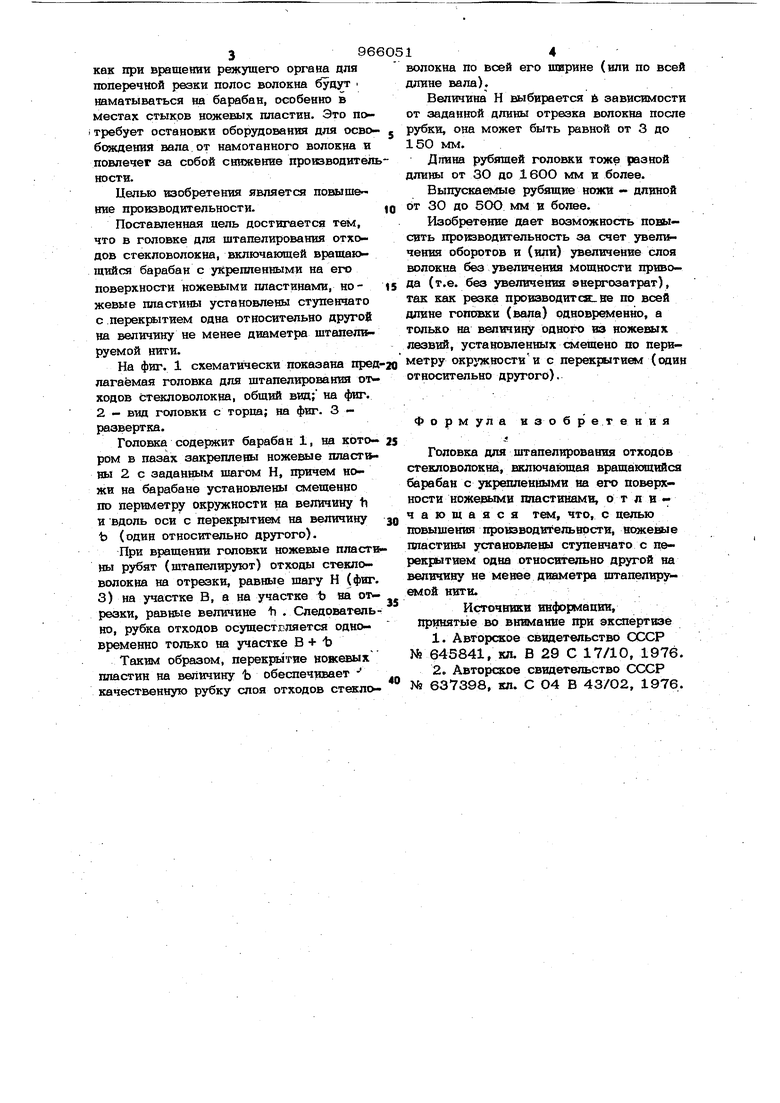
Изобретение огносится к промышле нрсти строительных материалов, в частности к оборудованию заводов стеклянного волокна.. Известно устройство для резки волокнистых материалов, содержащее оправку с ножами. В известном устройстве головка для резки волокнистого материала содержит оправку с опорным и прижимными фланцами, в смонтированный tia оправке между фланцами пакет радиально- расположев Ных клиньев с установленными между ними ножами. Клинья выполнены с шлступами и отверстиями, причем выступы и отверстия на одних из клиньев расположены соответственно отверстиям и выступам на других, а ножи выполнены с отверстиями,, соответствующими расположению выступов на клиньях Недостатком известного устройртва является то, что оно для работы, требует больших энергозатрат, так как рубка стек ловолокна происходит одновременно на ВСЮ длину рубящего органа (ножа). При такой работе возникает необходимость частой заточки ножей, остановки обору дования, что в свою очередь снижает производительность. Наиболее близким к изобретению по технической сущности и достигаемому результату явля1ется головка для 1птап&лирования отходов стекловолокна, включающая вращающийся барабан с укреппевными на его поверхности ножевыми плао- тинами. Устройство включает в себя TpaHcnoj) тер, дисковые ножи для продольной резки ковра на полосы, режущий «орган для поперечной резки полос, выполненный в виде установленнохч) с воа южностью i iameHHa барабана с укрепленными на его повер с-; ности по винтовой линии кронштейнами с ножеными пластинами, приемную воровку и привод 2. Недостатком Известного устройства является то, что оно ив может обеспечить pyfey путанного стекловолокна, так как при вращении режущего органа для поперечной резки полос волокна будут . наматываться на барабан, особенно в местах стыков ножевых пластин. Это поi требует остановки оборудования для освобождения вала от намотанного волокна и повлечет за собой снижение производител ности. Целью изобретения является повыше ние производительности. Поставленная цель достигается тем, что в головке для штапелирования отходов стекловолокна, включающей вращак щийся барабан с укрепленными на его поверхности ножевыми пластинами, ножевые пластины установлены ступенчато с перекрытием одна относительно другой на величину не менее диаметра штапел руемой нити. На фиг. 1 схематически показана пред лагаёмая головка для штапелирования отходов стекловолокна, общий вид; на фиг. 2 - вид головки с торца; на фиг. 3 - развертка. Головка содержит барабан 1, на котором в пазах закреплены ножевые пластины 2 с заданным шагом Н, причем ножи на барабане установлены смещенно по периметру окружности на величину ti и вдоль оси с перекрытием на величину Ъ (один относительно другого). При вращении головки ножевые пласт ны рубят {штапелируют) отходы стекловолокна на отрезки, равные шагу Н (фиг. 3) на участке В, а на участке Ъ на ofрезки, равные величине ti .Следователь но, рубка отходов осуществляется одновременно только на участке В + t) Таким образом, перекрытие вокевых пластин на величину Ъ обеспечивает качественную рубку слоя отходов стекловолокна по всей его ширине (или по всей длине вала). Величина Н выбирается ib зависимости от заданной длины отрезка волокна после рубки, она может быть равной от 3 до 150 мм. Длина рубящей головки тоже разной длины от 30 до 16ОО мм и более. Выпускаемые рубящие ножи - длщой от 30 до 5ОО мм и более. Изобретение дает возможность повысить производительность за счет увеличения оборотов и (или) увеличение слоя волокна без увеличения мощности привода (т.е. без увеличения энергозатрат), так как резка П1х изводитск.ве по всей длине ГОП0ВКИ (вала) одновременно, а только на величину одного из ножевых лезвий, установленных смешено по периметру oкpJжнocти и с перекрытием (один относительно другого). Формула изобретения 4. . Головка для штапелирования отходов стекловолокна, включающая вращающийся барабан с укрепленными на ei4 поверхности ножевыми пластинами, о т л и чающаяся , что, с целью повышения проюводительнрсти, ножевые пластины установлены ступенчато с перекрытием одна относительно другой на величину не менее диаметра штапелиру&ЛО& нити. Источтвки информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 645841, кл. В 29 С 17/10, 1976. 2.Авторское свидетельство СССР № 637398, кл. С О4 В 43/02, 1976.
Фиг..З
