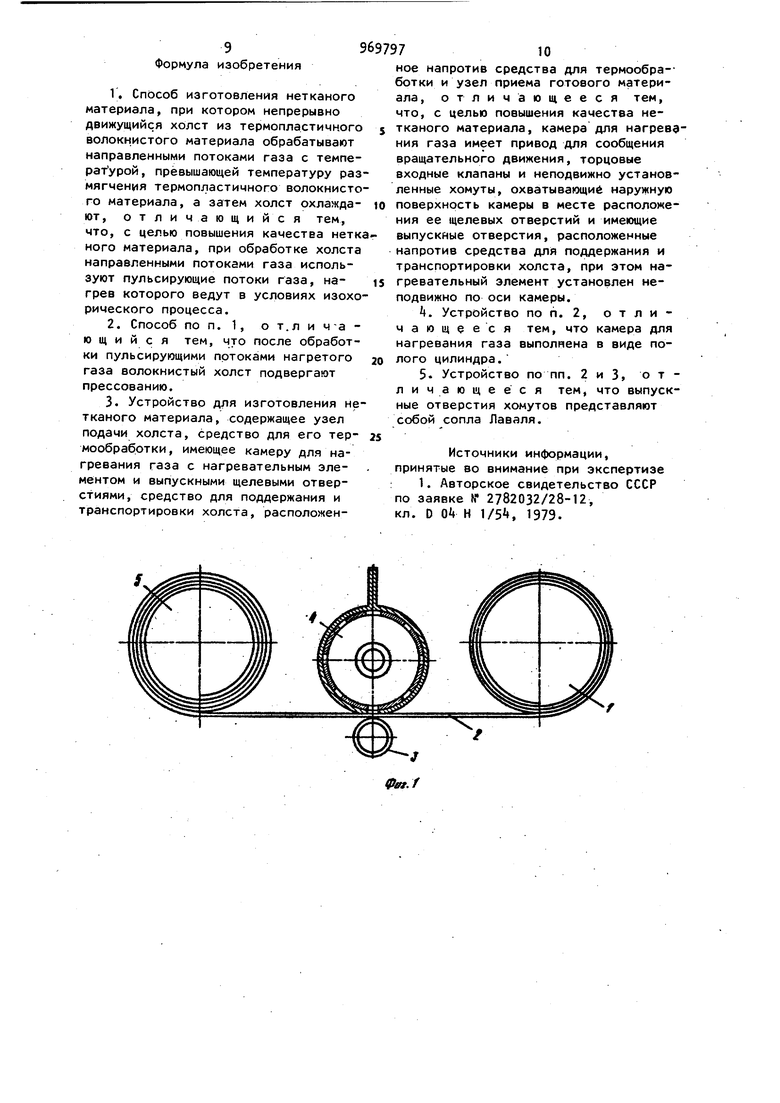
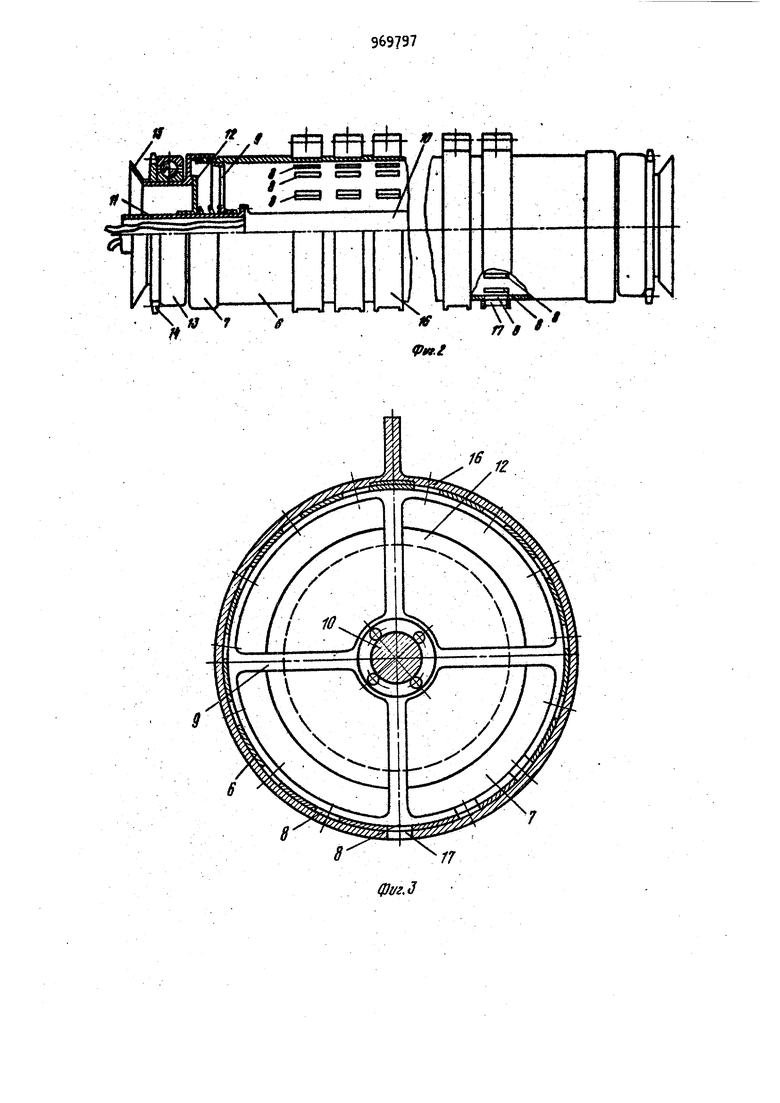
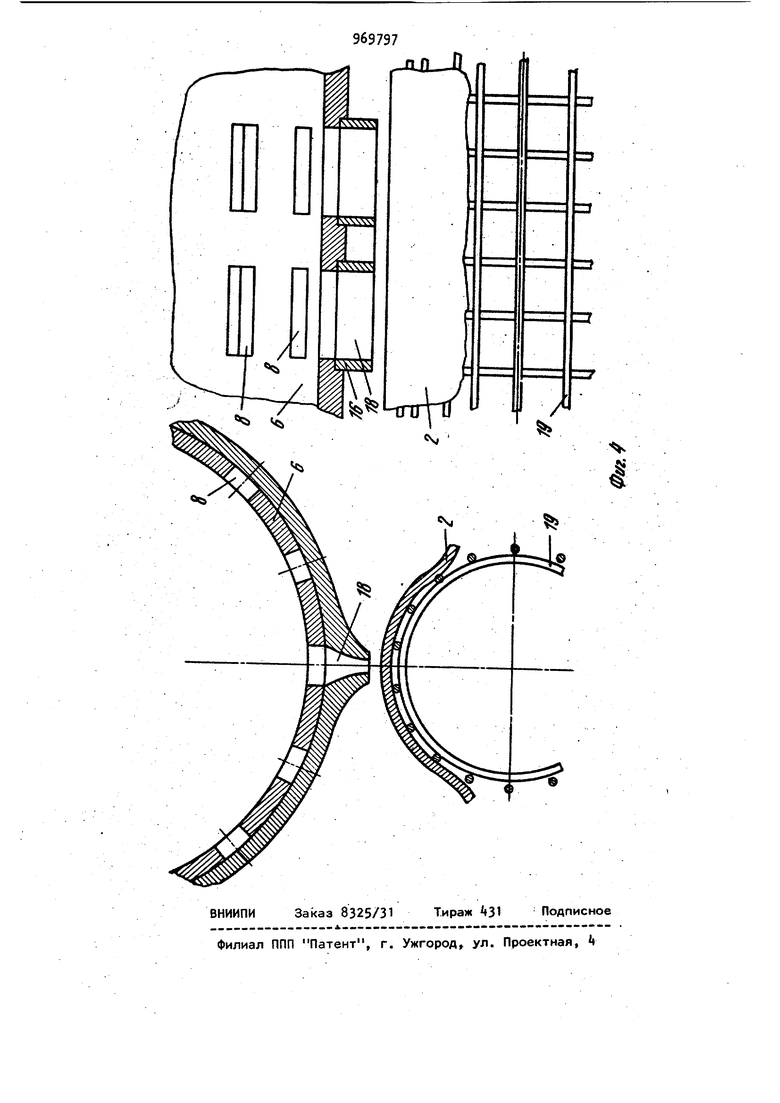
Изобретение относится к текстильной промышленности) в частности к пропроизводству нетканых материалов термическим скреплением волокнистых холстов. Известен способ изготовления нетка ного материала, при котором непрерывно движущийся холст из термопластичного волокнистого материала обрабатывают направленными потоками газа, котсрый нагревают до температуры, превы шающей температуру размягчения термопластичного волокнистого материала, а затем охлаждают 1. Известно устройство для осуществле ния известного способа, содержащее узел подачи холста, средство для его термообработки, имеющее камеру для нагревания газа с нагревательным элементом и выпускными целевыми отверстиями, средство для поддержания и транспортировки холста, расположенное напротив средства для термообработки, и узел приема готового материала tl . Недостаток известных способа и устройства для его осуществления состоит в том, что в результате прямого воздействия на холст непрерывными струями нагретого газа невозможно осуществить точечное скрепление холста. Места скрепления в этом случае представляют собой параллельные непрерывные полосы из оплавленных волокон, расположенные по всей длине холста на расстоянии друг от друга, соответствующем расстоянию между соплами, расположенными по ширине холста. Полученные известным способом нетканые материалы обладают низкой объемностью, неравномерной прочностью структуры, недостаточным текстильным графом;. что ограничивает области использования таких материалов. При этом для создания такой структуры требуются значительные затраты тепловой энергии. 39 Цель изобретения - улучшение каче ства нетканого материала. Поставленная цель достигается тем что согласно способу изготовления нетканого материала, при котором непрерывно движущийся холст из термопластичного волокнистого материала обрабатывают направленными потоками газа с температурой, превышающей тем пературу размягчения термопластичного волокнистого материала,.а затем холст охлаждают, при обработке холста направленными потоками газа используют пульсирующие потоки газа, нагрев которого ведут в условиях изо хорического процесса. Кроме того, после обработки пульсирующими потоками нагретого газа во локнистый холст подвергают прессованию. В устройстве для осуществления предлагаемого способа, содержащем узел подачи холста, средство для его термообработки, имеющее камеру для нагревания газа с нагревательным элементом и выпускными щелевыми отверстиями, средство для поддержания и транспортировки холста, расположен ное напротив средства для термообработки и узел приема готового материала. камеоа для нагревания газа имее привод для сообщения вращательного движения, торцовь1е входные клапаны и неподвижно установленные хомуты, охватывающие наружную поверхность камеры в месте расположения ее щелевых отверстий и имеющие выпускные от верстия, расположенные напротив сред ства для поддержания и транспортиров ки холста, при этом нагревательный элемент установлен неподвижно по оси камеры. Кроме того, камера для нагревания газа выполнена в виде полого цилиндра. Выпускные отверстия хомутов представляют собой сопла Лаваля. Сущность предлагаемого способа состоит в том, что волокнистый холст содержащий термопластичные компонент обрабатывают путем воздействия пульсирующих струй газа, пульсацию которых создают периодическим выпуском на холст газа, нагреваемого в услови ях изохорического процесса. Волокнис тый холст после обработки пульсирующими струями нагретого газа можно пб еергать прессованию, например, в жал .необогреваемых валов. 7 Для осуществления способа средство для термообработки холста включает камеру, выполненную в виде пустотелого Цилиндра, установленного в опорах с возможностью вращения, по оси которого помещен неподвижно смонтированный нагревательный элемент, причем цилиндр с обоих торцов снабжен входными г клапанами, выполненными, например, в виде мембранных или тарельчатых клапанов известной конструкции, а на его поверхности с заданным интервалом расположены выпускные щели, перекрываемые неподвижно установленными по ширине цилиндра охватывающими его поверхность хомутами, каждый из которых снабжен выпускным отверстием, расположенным против средства для поддержания и транспортировки холста в в зоне термообработки. Выпускные отверстия хомутов могут быть выполнены в виде сопел Лаваля, На фиг. 1 показана принципиальная схема процесса изготовления нетканого материала из.волокнистых холстов с помощью пульсирующих струй нагретого газа; на фиг. 2 и 3 - устройство для нагревания газа в изохорическом процессе и создания пульсации потока нагретого газа; на фиг. - средство для термообработки холста. Устройство (фиг. 1) включает узел 1 питания волокнистым холстом 2, содержащим термопластичные волокна или нити, средство 3 Для поддержания и транспортировки холста в зоне термообработки, средство для термообработ ки холста и узел 5 приема готового материала. Средство А для термообработки холста (фиг. 2 и 3) включает камеру для нагревания газа, выполненную в виде цилиндра 6, с обоих торцов закрытого клапанами-крышками 7. В стенке цилиндра 6 по его периферии на расчетном расстоянии друг от друга имеются выпускные щелевые отверстия 8, количество и расположение которых зависит от производительности устройства и заданной схемы скрепления. Внутри цилиндра 6 по его оси с помощью опорных колец 9 неподвижно смонтирован нагревательный элемент 10 с токоподводящими патрубками 11. Цилиндрическая поверхность последних служит для перемещения впускных тарельчатых или мембранных клапанов 12, седлом для которых являются кольцевые внутренние поверхности клапанных крышек 7. 59 Для обеспечения вращения-цилиндра 6клапанные крышки 7 опираются на по шипники 13 и снабжены приводной шестерней И. На конце клапанной крышки 7смонтирован воздухозаборник 15 обеспечивающий плавный ход нагреваемого газа. Цилиндр 6 охватывают неподвижные хомуты 1б, которые перекры вают выпускнь|е щелевые отверстия 8. Каждый неподвижный хомут 1б снабжен выпускным отверстием.17 или соплом Лаваля 18 (фиг. k). Эти отверстия 17 или сопла 18 расположены напротив средства 3 для поддержания и транспортировки холста в зоне термообрабо ки (фиг. 1). Плоидади впускных кла- панов 12 и выпускных отверстий 17 пр мерно одинаковы. Средство 3 для поддержания и транспортировки холста мо жет быть выполнено в виде вала или перфорированного барабана 19 (фиг. 4 Устройство работает следующим образом. Питание холстом 2 осуществляют от узла 1 питания, в качестве которого может быть использована чесальная машина с преобразователем процеса ил иное известное холстоформирующее уст ройство, а также предварительно скре ленный холст, накатанный в рулон (фиг. 1). От узла 1 питания холст 2 подают в зону термообработки между средство k для термообработки, которое работа ет следующим образом. Рабочий газ, преимущественно воздух, заполняющий цилиндр 6, который вращается в подшипниках 13, получая привод через шестерню И, подвергают нагреванию с помощью нагревательного элемента 10 при закрытых впускных клапанах 12 и перекрытых выпускных отверстиях 17. Таким образом, нагревание осуществляют в замкнутом объеме в соответствии с уравнением состояния газа при изохорическом процессегде L и Р. соответственно температура и давление рабочего газа до нагревания;L и Р, соответственно температура и давление рабочего газа после нагревания. В зависимости от мощности нагревательного элемента 10 и времени нагрева температура и давление газа в цилиндре 6 повышаются до расчетных значений Т и Р. 8 результате поворота цилиндра 6 на заданный угол, рассчитанный в зависимости от скорости перемещения холста и необходимого времени нагрева газа, происходит совмещение выпускных щелей 8 цилиндра 6 с выпускными отверстиями 17 или соплами 18 неподвижных хомутов 1б. При этом нагретый газ истекает из цилиндра 6 непосредственно на холст 2, находящийся на средстве 3 для поддержания и транспортировки холста. При истечении нагретого газа из цилиндра 6, вследствие его инерционности, давление газа в цилиндре 6 падает ниже Р рабочего газа, в результате чего впускные клапаны 12 перемещаются в клапанной крышке 7 по цилиндрической поверхности токоподводящих патрубков 11 па направлению к центру цилиндра 6, что обеспечивает поступление новой порции воздуха через воз.духозаборники 15. Дальнейший поворот цилиндра 6 обеспечивает перекрытие выпускных отверстий 17 или сопел 18 неподвижных хомутов 1б. При нагревании давление газа повышается и впускные клапаны возвращаются в исходное положение, перерывая доступ воздуха в цилиндр 6. Газ, заполняющий цилиндр 6, снова нагревается и процесс повторяется с расчетной периодичностью, обеспечивая пульсацию струй нагретого газа, воздействующего на движущийся обрабатываемый холст. За счет нагревания газа До температуры выше температуры расплавления термопластичных волокон, содержащийся в холсте; осуществляется их расплавление и скрепление холста при охлаждении во время его перемещения к узлу 5 готового материала. Предлагаемый способ и устройство для его осуществления могут быть использованы для получения нетканых материалов различных структур, что достигается изменением расположения выпускных щелей 8 цилиндра б и выпускных отверстий 17 соответствующих хомутов 1б, мощности нагревательного элемента 10 и частоты вращения цилинд|эа б путем смены приводимых шестерен И.. В частности, могут быть получены структуры с поверхностным скреплением 9 холста по всей его площади или по оп ределенному рисунку, например, путем сближения или удаления выпускных щелей 8 в цилиндре 6 и отверстий 17 в хомутах 16 или изменения частоты вра щения цилиндра. Можно также получать нетканые материалы, скрепленные на всю толщину холста, используя хомуты 16 с сопламии Лаваля 18, а в качеств средства 3 для поддержания и транспортировки холста - перфорированный барабан 19. Для получения плоских структур после устройства для термоо работки холста последний можно обрабатывать давлением, например, пропуекая через жало пары необогре.ваемых валов (не показаны). Пример 1. Волокнистый холст поверхностной плотностью 150-200 г/м из смеси: восстановленная шерсть из ч/ш обрезков поливинилхлоридное волокно линейной плотности 0,333 тек длиной резки б5 мм, с температурой плавления 120°С обратов 3% скре ляют волокнами холста на вязально-пр шивной машине с классом прошива 5 при этом получают материал (безниточ ный ватин), скрепленный петлями толь с одной стороны, С целью предотвраще ния расслаивания полотна и улучшения прочностных и эксплуатационных харак теристик материала со стороны,- проти воположной образованию волокнистых петель, после выхода из зоны прошива его подвергают термообработке на средстве для поддержания и транспортировки, в качестве которого служат оттяжные валы вязально-прошивной машины. Термообработку осуществляют с помощью пульсирующих струй воздуха, истекающих из выпускных отверстий хомутов средства для термообработки холста. Режимы термообработки: PJ (давление на выходе), Н/м Т„ (температура на выходе), К Расстояние от среза отверстия до холста, м 0,005 Скорость прохождения холста в зоне термообработки соответствует производительности вязально-прошивного агрегата АЧВШ-2 и составляет 1 1,5 м/мин,. Пример 2, Волокнистый холст с поверхностной плотностью 150 78 200 г/м из смеси: восстановленная шерсть вискозное волокно линейной плотностью 0,333 текс, длиной резки 60-65 мм поливинилхлоридное волокно линейной плотностью 0,333 текс, длиной резки 60-65 мм, полученный в результате обработки смеси на валичной чесальной машине с механическим преобразователем прочеса, подвергают термообработке с помощью средства для поддержания и транспортировки, выполненного в виде перфорированного барабана, при помощи пульсирующих струй воздуха, истекающих из сопел хомутов средства для термообработки холста. Режимы термообработки: Т,2 (температура .на выходе), К J (давление V поверхности холста), Н/м Tj (температура у поверхности холста), К Расстояние от среза сопла Лаваля до поверхности холста, м Скорость прохождения холста в зоне термообработки, м/мин После термообработки холст пропускают через жало необогреваемых валов, где происходит окончательное скрепление материала в местах воздействия, струй на всю его толщину. Готовый нетканый материал сматывается в рулон. Благодаря пульсирующему воздействию струй нагретого газа на волокнистый холст возможно, снижение жесткости, улучшение драпируемости и текстильного графа нетканых полотен за счет локального точечного скрепления волокнистых холстов. При изготовлении безниточных ватинов на вязально-прошивних машинах применение предлагаемых способа и устройства позволяет скрепить лицевую поверхность материала, предотвратить миграцию волокон в процессе эксплуатации готовых швейных изделий, не ухудшая теплоизоляционных свойств материала. Кроме того, создание пульсирующего потока газа, нагреваемого в условиях изохорического процесса, позволяет более рационально использовать тепловую энергию, необходимую для скрепления холста. Формула изобретения 1.Способ изготовления нетканого материала, при котором непрерывно движущийся холст из термопластичного волокнистого материала обрабатывают направленными потоками газа с температурой, превышающей температуру раз мягчения термопластичного волокнисто го материала, а затем холст охлаждают, отличающийся тем, что, с целью повышения качества нетк ного материала, при обработке холста направленными потоками газа используют пульсирующие потоки газа, нагрев которого ведут в условиях изохо рического процесса. 2.Способ по п. 1, о т.л и ч-а ю щ и и с я тем, что после обработки пульсирующими потоками нагретого газа волокнистый холст подвергают прессованию. 3.Устройство для изготовления не тканого материала, содержащее узел подачи холста, средство для его термообра(бртки, имеющее камеру для нагревания газа с нагревательным элементом и выпускными щелевыми отверстиями, средство для поддержания и транспортировки холста, расположен9710 ное напротив средства для термообра-бот ки и узел приема готового материала, отличающееся тем, что, с целью повышения качества нетканого материала, камера для нагревания газа имеет привод для сообщения вращательного движения, торцовые входные клапаны и неподвижно установленные хомуты, охватывающие наружную поверхность камеры в месте расположения ее щелевых отверстий и имеющие выпускные отверстия, расположенные напротив средства для поддержания и транспортировки холста, при этом нагревательный элемент установлен неподвижно по оси камеры. Ц. Устройство по п. 2, отличающееся тем, что камера для нагревания газа выполнена в виде полого цилиндра. 5. Устройство по пп. 2 и 3, отличающееся тем, что выпускные отверстия хомутов представляют собой сопла Лаваля. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке N 2782032/28-12, кл. D 0 Н , 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления нетканого материала | 1982 |
|
SU1106858A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОНИЧЕСКОГО НЕТКАНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2618468C2 |
| НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ НЕТКАНЫЙ МАТЕРИАЛ | 2021 |
|
RU2789046C1 |
| НЕТКАНАЯ ВОЛОКНИСТАЯ ТЕКСТУРИРОВАННАЯ ПЛАСТИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1991 |
|
RU2081221C1 |
| ЗВУКОПОГЛОЩАЮЩИЙ МАТЕРИАЛ | 2004 |
|
RU2358246C2 |
| НЕТКАНЫЙ ВОЛОКНИСТЫЙ МАТЕРИАЛ С НЕСКРЕПЛЕННЫМИ УЧАСТКАМИ, РАСПОЛОЖЕННЫМИ В СООТВЕТСТВИИ С ОПРЕДЕЛЕННЫМ РИСУНКОМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2149933C1 |
| ЛАМИНИРОВАННЫЙ НЕТКАНЫЙ МАТЕРИАЛ С ВЫСОКИМ СОДЕРЖАНИЕМ ЦЕЛЛЮЛОЗЫ | 2010 |
|
RU2534534C2 |
| НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2213821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ПОГЛОЩАЮЩЕГО МАТЕРИАЛА | 2002 |
|
RU2200778C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОЛУЧЕННОГО ИЗ РАСПЛАВА ВОЛОКНИСТОГО ПОЛОТНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2148683C1 |
16
1г
