Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к нетканому материалу для впитывающего изделия и к впитывающему изделию, предусмотренному с данным нетканым материалом.
Предшествующий уровень техники
[0002]
Нетканый материал используется для листовых элементов, образующих впитывающие изделия, такие как одноразовые подгузники. Были выполнены различные исследования конфигурации нетканого материала, используемого во впитывающем изделии, которая определяет его мягкость или туше, например, текстуру, и способность удерживать жидкость. Например, заявитель ранее предложил нетканый материал, который представляет собой нетканый материал, скрепленный пропусканием воздуха насквозь, который включает в себя первый слой и второй слой, имеющий меньшую плотность, чем первый слой, при этом поперечное сечение каждого из волокон, содержащихся в первом слое, является плоским, и направление главной оси поперечного сечения ориентировано приблизительно в направлении в плоскости нетканого материала (патентный литературный источник 1). Поверхность первого слоя нетканого материала имеет среднее отклонение высоты микронеровностей профиля поверхности и среднее отклонение коэффициентов трения, заданные в пределах заранее установленного диапазона, и нетканый материал имеет линейность LC характеристик сжатия и изгибную жесткость, которые заданы в пределах заранее установленного диапазона.
[0003]
Нетканый материал, используемый для изделий из нетканого материала, отличных от впитывающих изделий, раскрыт в патентном литературном источнике 2, при этом нетканый материал содержит полиэтиленовое волокно и целлюлозное волокно и имеет показатель WC, составляющий 0,50 гс∙см/см2 или более при испытании на сжатие согласно KES (системе оценки Кавабата). Нетканый материал, раскрытый в данном документе, включает в себя только нескрепленную часть в части, в которой волокна, включенные в составляющие волокна, входят в контакт друг с другом.
[0004]
В патентном литературном источнике 3 раскрыт нетканый материал, обработанный так, что дистальный конец волокон, расположенный на поверхности, контактирующей с кожей, не является взлохмаченным. Нетканый материал изготавливают посредством получения нетканого материала при использовании известного способа, такого как способ скрепления пропусканием воздуха насквозь, и сдавливания поверхности полученного нетканого материала, которая контактирует с кожей, посредством валика. В патентном литературном источнике 3 раскрыто, что валик предпочтительно нагрет до температуры от 120°C до 130°C и что в случае, если валик нагрет до температуры, превышающей 130°C, эффект термосплавления является слишком сильным, в результате чего создается возможность наличия широких соединенных участков волокон, что ухудшает проницаемость нетканого материала для жидкостей.
Кроме того, в патентном литературном источнике 4 раскрыт нетканый материал, полученный способом скрепления пропусканием воздуха насквозь, в котором волокна сплавлены посредством подачи нагретого воздуха, имеющего температуру от 130,5°C до 135°C, на этапе перемещения на барабане для увеличения силы сцепления скрепляющей ленты с наружным задним листом. Нетканый материал, в котором зона сцепления является выступающей, используется в качестве наружного заднего листа.
Перечень ссылок
Патентная литература
[0005]
Патентный литературный источник 1: JP 2006-233364 A
Патентный литературный источник 2: JP 2019-90141 A
Патентный литературный источник 3: JP 2003-265528 A
Патентный литературный источник 4: WO 2006/135011 A1
Сущность изобретения
[0006]
Настоящее изобретение включает в себя впитывающее изделие, состоящее из нетканого материала, скрепленного пропусканием воздуха насквозь, включающего в себя термопластичные волокна и имеющего множество соединенных частей, которые образованы термосплавлением и в которых места перекрещивания термопластичных волокон подвергнуты термосплавлению.
Нетканый материал по настоящему изобретению предпочтительно представляет собой нетканый материал для впитывающего изделия.
Нетканый материал по настоящему изобретению предпочтительно включает в себя расплавленные волокна, имеющие участки со следами расплавления (melt trace portions), на которых форма волокон утрачена вследствие отверждения расплава термопластичных волокон.
Участки со следами расплавления предпочтительно образованы в частях, отличных от соединенных частей, образованных термосплавлением, в расплавленных волокнах.
Когда по меньшей мере одну поверхность нетканого материала для впитывающего изделия осматривают при увеличении в 200 раз в пяти зонах наблюдения, каждая из которых имеет размер 500 мкм Ч 400 мкм, и расплавленные волокна с участками со следами расплавления, имеющиеся в каждой из зон наблюдения, определены как наблюдаемые расплавленные волокна, общее количество наблюдаемых расплавленных волокон предпочтительно составляет 5 или более.
Другие признаки настоящего изобретения будут очевидными из формулы изобретения и из нижеприведенного описания.
Краткое описание чертежей
[0007]
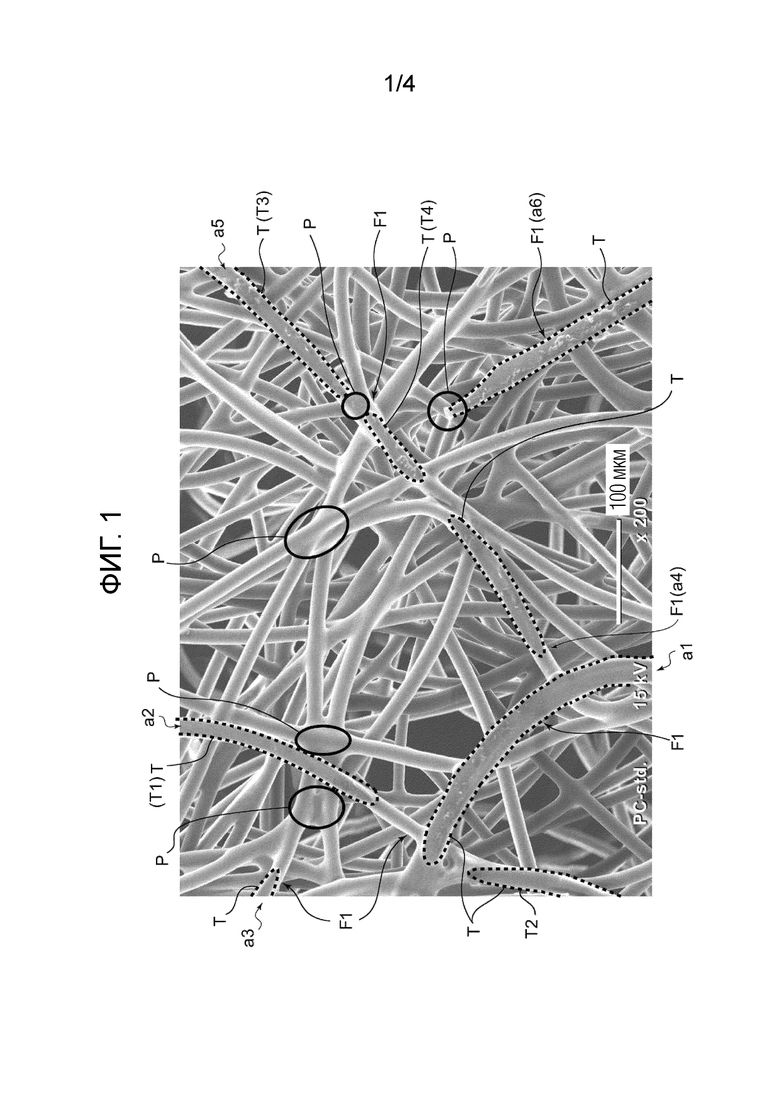
[Фиг.1] Фиг.1 представляет собой пример наблюдаемого изображения, полученного посредством осмотра одной поверхности нетканого материала для впитывающего изделия по настоящему изобретению при использовании растрового электронного микроскопа.
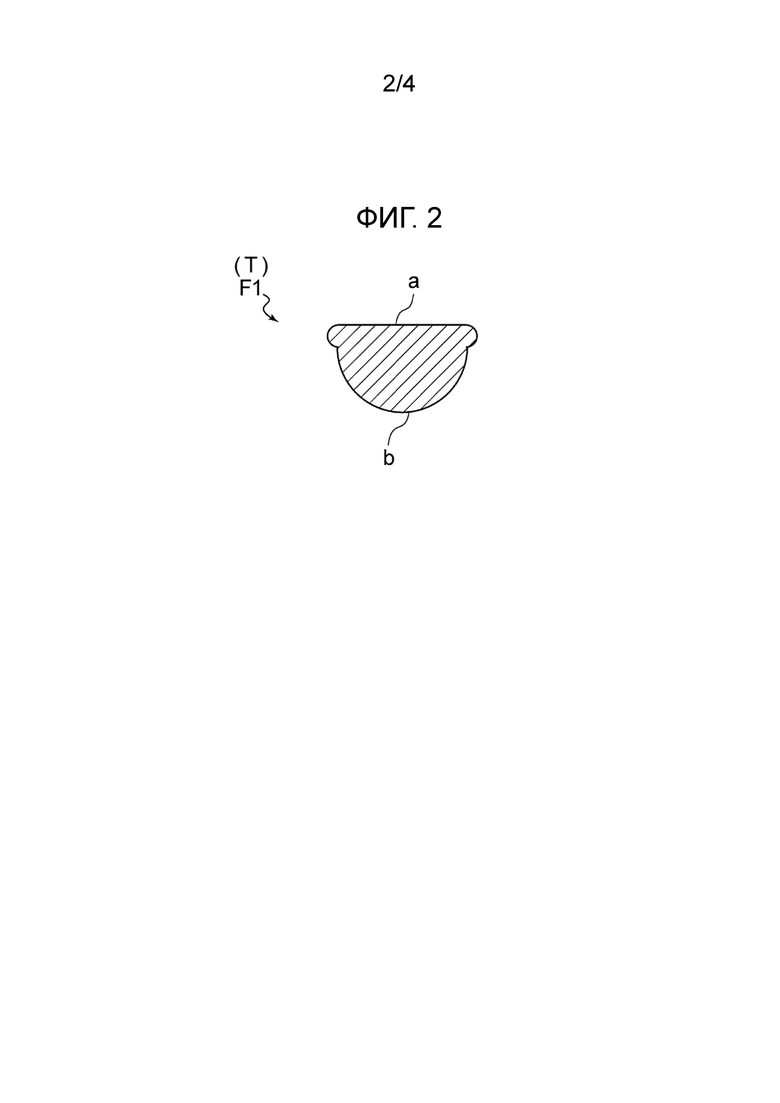
[Фиг.2] Фиг.2 представляет собой вид в разрезе, показывающий участок со следами расплавления согласно варианту осуществления настоящего изобретения.
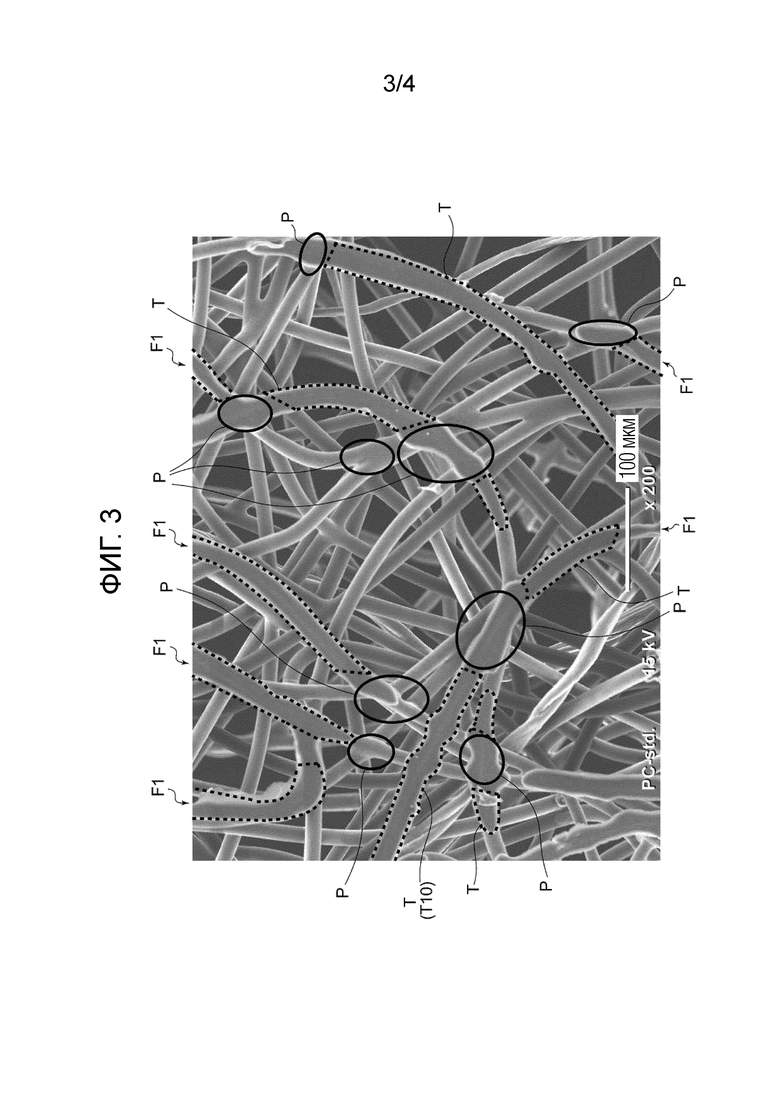
[Фиг.3] Фиг.3 представляет собой другой пример наблюдаемого изображения, соответствующего фиг.1.
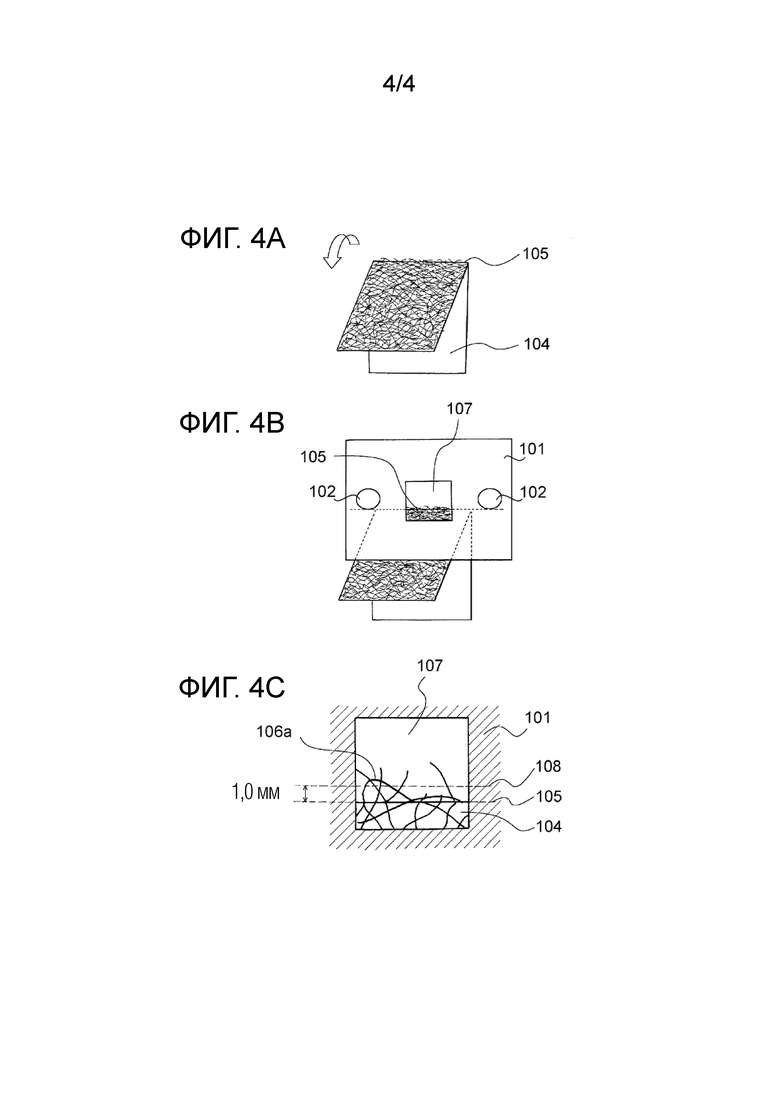
[Фиг.4] Фиг.4(а)-4(с) представляют собой схематические изображения, иллюстрирующие способ образования выступающего волокна на единичной площади.
Подробное описание варианта осуществления
[0008]
Поскольку обычный нетканый материал, скрепленный пропусканием воздуха насквозь, образуют при обдуве волокнистого холста струей газа или водяного пара, поверхность нетканого материала часто будет пушистой. При использовании нетканого материала, имеющего пушистую поверхность, в качестве листового элемента впитывающего изделия, пушистость нетканого материала создает очень хорошее туше, но пушистость обуславливает тенденцию к уменьшению способности впитывающего изделия к соединению с другими компонентами. Когда способность к соединению недостаточна, деформируемость или прочность впитывающего изделия может быть уменьшена. В патентных литературных источниках 1-4 не раскрыто техническое решения для обеспечения достаточной способности нетканого материала, скрепленного пропусканием воздуха насквозь, к соединению.
[0009]
Настоящее изобретение относится к нетканому материалу для впитывающего изделия, который представляет собой нетканый материал, скрепленный пропусканием воздуха насквозь и обладающий очень хорошей способностью к соединению, и к впитывающему изделию, включающему в себя данный нетканый материал.
[0010]
Настоящее изобретение будет описано ниже на основе предпочтительного варианта осуществления со ссылкой на чертежи.
Нетканый материал для впитывающего изделия по варианту осуществления (в дальнейшем также упоминаемый просто как «нетканый материал») представляет собой нетканый материал, скрепленный пропусканием воздуха насквозь. «Нетканый материал, скрепленный пропусканием воздуха насквозь», означает нетканый материал, изготовленный посредством процесса обдува волокнистого холста, который представляет собой исходный материал для получения нетканого материала, или нетканого материала, струей текучей среды, например, горячего воздуха, такого как воздух или водяной пар, имеющего заданную или более высокую температуру (процесс пропускания воздуха насквозь). Обдув струей текучей среды выполняют посредством так называемого способа пропускания воздуха насквозь (способа проникновения), при котором текучая среда, такая как горячий воздух, проходит сквозь волокнистый холст или нетканый материал. Нетканый материал по настоящему изобретению, скрепленный пропусканием воздуха насквозь, охватывает не только нетканый материал, изготовленный только посредством процесса термообработки с помощью такого способа пропускания воздуха насквозь, но и также нетканый материал, изготовленный посредством дополнительного процесса термообработки нетканого материала, полученного другим способом, или нетканый материал, изготавливаемый с помощью любого процесса, подлежащего выполнению после процесса пропускания воздуха насквозь.
[0011]
Фиг.1 показывает изображение одной поверхности нетканого материала по настоящему изобретению, полученное с помощью электронного микроскопа (увеличение при осмотре: 200 раз), которое выполнено в соответствии с «Методом определения числа наблюдаемых расплавленных волокон», который будет описан ниже.
Нетканый материал по варианту осуществления включает в себя множество соединенных частей Р, которые образованы термосплавлением и в которых места перекрещивания термопластичных волокон, включенных в качестве составляющих волокон, подвергнуты термосплавлению вследствие способа изготовления обычного нетканого материала, скрепленного пропусканием воздуха насквозь. Части, обозначенные ссылочными позициями Р на фиг.1, представляют собой соединенные части, образованные термосплавлением.
[0012]
Нетканый материал по варианту осуществления включает в себя расплавленные волокна F1, имеющие участки Т со следами расплавления, на которых форма волокон утрачена вследствие отверждения расплава термопластичного волокна. Как показано на фиг.1, участки Т со следами расплавления представляют собой участки, на которых имело место отверждение расплава и которые образованы в частях, отличных от соединенных частей Р, образованных термосплавлением. Другими словами, расплавленное волокно F1 включает в себя участок, на котором имело место отверждение расплава, и участок, на котором не происходило отверждение расплава, помимо соединенной части Р, образованной термосплавлением. Участок Т со следами расплавления представляет собой участок, на котором исходная форма волокна изменена вследствие отверждения расплава. Поскольку исходную форму волокна обычно получают экструзией смолы посредством круглой фильеры во время изготовления термопластичного волокна, форма поперечного сечения близка к идеальному кругу, и по меньшей мере форма поперечного сечения становится формой с кривизной.
Нетканый материал по варианту осуществления может включать в себя волокно, которое не имеет участков Т со следами расплавления, вместе с расплавленным волокном F1.
[0013]
Нетканый материал по варианту осуществления имеет две поверхности, которые образованы в направлении, ортогональном к направлению толщины нетканого материала, и расположены на расстоянии друг от друга в направлении толщины. При использовании нетканого материала по варианту осуществления в качестве составляющего элемента впитывающего изделия поверхность нетканого материала обычно представляет собой поверхность (обращенную к коже поверхность), направленную к коже носителя впитывающего изделия, или поверхность (не обращенную к коже поверхность), противоположную коже носителя, или поверхность (поверхность, обращенную к предмету одежды), направленную к предмету одежды, такому как трусы.
[0014]
В нетканом материале по варианту осуществления по меньшей мере одну поверхность из двух поверхностей, описанных выше, осматривают при увеличении в 200 раз в пяти зонах наблюдения, каждая из которых имеет размер 500 мкм Ч 400 мкм. Подсчитывают количество расплавленных волокон F1 (также упоминаемых в дальнейшем как «наблюдаемое расплавленное волокно F1»), которые имеют участок Т со следами расплавления, имеющийся в каждой из зон наблюдения. Общее количество наблюдаемых расплавленных волокон, наблюдаемых в пяти зонах наблюдения, составляет 5 или более. В дальнейшем «общее количество наблюдаемых расплавленных волокон, наблюдаемых в пяти зонах наблюдения», упоминается просто как «общее количество наблюдаемых расплавленных волокон». Количество таких наблюдаемых расплавленных волокон F1 определяют нижеприведенным методом.
[0015]
<Метод определения числа наблюдаемых расплавленных волокон>
Зону с размером 10 мм Ч 30 мм на виде в плане вырезают на всей протяженности нетканого материала, для которого должны быть выполнены измерения, в направлении толщины, используя острую бритву, и данную зону используют в качестве образца для измерений. Когда образец, имеющий такой размер, невозможно получить, вырезают как можно больший образец. Подготавливают три образца для измерений. Одну из двух поверхностей образца для измерений фотографируют при увеличении в 200 раз в зоне с размером 500 мкм Ч 400 мкм, используя растровый электронный микроскоп (РЭМ, торговое наименование: JCM-6000, изготавливаемый компанией JEOL Ltd., соответствующий всем растровым электронным микроскопам (РЭМ) в описании). При фотографировании с помощью РЭМ в фокусе находится волокно, расположенное сверху в образце для измерений, подлежащем фотографированию. Один образец для измерений фотографируют в пяти разных местах, и получают в общей сложности пять РЭМ-изображений. После этого волокна, которые находятся в фокусе, выбирают на каждом из РЭМ-изображений, и подсчитывают количество расплавленных волокон, имеющих участок со следами расплавления, из данных волокон. «Волокно, находящееся в фокусе» (“focused fiber”), представляет собой волокно, контур которого не является размытым в зоне наблюдения. Волокна, в которых участки со следами расплавления неразличимы, не включают в подсчет. Когда множество участков Т со следами расплавления образованы в одном волокне, при подсчете учитывают одно расплавленное волокно F1. Подсчет расплавленных волокон выполняют для каждого из РЭМ-изображений, и общее количество определяют как общее количество наблюдаемых расплавленных волокон, то есть общее количество расплавленных волокон, имеющих участок Т со следами расплавления, в пяти зонах наблюдения.
Когда нетканый материал, для которого должны выполняться измерения, включен во впитывающее изделие, термоплавкий адгезив отверждают посредством холодного спрея или жидкого азота, нетканый материал осторожно отделяют для получения нетканого материала. Такой способ является общим для других измерений в описании.
[0016]
Что касается общего числа наблюдаемых расплавленных волокон, то способ подсчета наблюдаемых расплавленных волокон на каждом из РЭМ-изображений будет подробно описан со ссылкой на фиг.1. Сначала выбирают волокно, находящееся в фокусе и расположенное вверху на РЭМ-изображении, и волокно, находящееся в фокусе на изображении. На фиг.1 волокно а1 представляет собой волокно, расположенное сверху, и выбирают волокно а1 и волокно, находящееся в фокусе. После этого из волокон, находящихся в фокусе, выбирают волокна а1-а6, включающие в себя участок Т со следами расплавления. На фиг.1 имеются четыре волокна а1, а3, а4 и а6, включающие в себя один участок Т со следами расплавления, и два волокна а2 и а5, включающие в себя два участка Т со следами расплавления. В частности, волокно а2 включает в себя участки Т1 и Т2 со следами расплавления, и волокно а5 включает в себя участки Т3 и Т4 со следами расплавления. Такой же выбор и определение выполняют для всех из «волокон, находящихся в фокусе», на одном и том же РЭМ-изображении. Соответственно, общее количество наблюдаемых расплавленных волокон на фиг.1 составляет шесть.
[0017]
Как описано выше, нетканый материал по варианту осуществления включает в себя расплавленное волокно F1 на любой одной из двух поверхностей. В расплавленном волокне F1, имеющемся на поверхности, участок Т со следами расплавления проходит в направлении в плоскости. Следовательно, когда другой составляющий элемент впитывающего изделия прилегает к такой поверхности, площадь контакта с другим составляющим элементом в направлении в плоскости будет больше, чем площадь контакта волокна, не включающего в себя участок Т со следами расплавления. Таким образом, способность поверхности, на которой имеется расплавленное волокно F, к соединению улучшается за счет увеличения площади контакта между волокном и другим составляющим элементом благодаря участку Т со следами расплавления. В частности, когда общее количество наблюдаемых расплавленных волокон составляет 5 или более, зона соединения на поверхности нетканого материала может обеспечиваться в достаточной степени, и поэтому поверхность имеет очень хорошую способность к соединению. Когда такой нетканый материал используется в качестве составляющего элемента впитывающего изделия, поверхность, включающая в себя в общей сложности 5 или более наблюдаемых расплавленных волокон, используется в качестве зоны контакта с другим составляющим элементом впитывающего изделия, посредством чего нетканый материал и другой составляющий элемент очень хорошо соединяются друг с другом, и может быть обеспечена деформируемость или прочность впитывающего изделия.
[0018]
По соображениям, связанным с дополнительным улучшением способности соединяемой поверхности нетканого материала к соединению, общее количество наблюдаемых расплавленных волокон предпочтительно составляет 5 или более и более предпочтительно 10 или более.
Кроме того, с учетом числа волокон, образующих нетканый материал, общее количество наблюдаемых расплавленных волокон фактически составляет 100 или менее или 50 или менее.
Кроме того, общее количество наблюдаемых расплавленных волокон предпочтительно составляет от 5 до 100 и более предпочтительно от 10 до 50.
[0019]
Участок Т со следами расплавления имеет часть, в которой имело место отверждение расплава, и часто имеет плоскую форму в отличие от участка, на котором не произошло отверждение расплава. Как показано на фиг.2, контур такого участка Т со следами расплавления имеет, например, прямую линию “a” и кривую линию “b” в поперечном сечении, ортогональном к направлению, в котором проходит расплавленное волокно. Прямая линия “a” может представлять собой участок, проходящий в направлении в плоскости. Другими словами, участок Т со следами расплавления имеет прямую линию в контуре поперечного сечения.
По соображениям, связанным с увеличением площади контакта волокон на соединяемой поверхности нетканого материала, в контуре поперечного сечения участка Т со следами расплавления прямая линия “a” предпочтительно обращена наружу в направлении толщины нетканого материала и кривая линия “b” обращена внутрь в направлении толщины.
[0020]
Фиг.3 показывает другой пример нетканого материала по настоящему изобретению. Фиг.3 показывает изображение (РЭМ-изображение) зоны наблюдения, соответствующее фиг.1. На РЭМ-изображении, показанном на фиг.3, участок Т расплавленного волокна F1, имеющий следы расплавления, имеет широкую плоскую часть в отличие от участка, на котором не произошло отверждение расплава. Например, контур участка Т10 со следами расплавления, показанного на фиг.3, имеет неправильную форму и выступает наружу от контура волокна на участке, на котором не произошло отверждение расплава. Контур такого участка Т10 со следами расплавления имеет прямую линию “a” и кривую линию “b” (непоказанные) в поперечном сечении, ортогональном к направлению, в котором проходит расплавленное волокно.
[0021]
Нетканый материал может иметь в общей сложности 5 или более наблюдаемых расплавленных волокон на одной из двух поверхностей. Например, когда общее количество наблюдаемых расплавленных волокон, описанных выше, определяют для каждой из обеих сторон нетканого материала, общее количество наблюдаемых расплавленных волокон может составлять 5 или более на одной из двух поверхностей.
Другая поверхность нетканого материала предпочтительно имеет 20 или менее наблюдаемых расплавленных волокон по соображениям, связанным с текстурой.
[0022]
В нетканом материале по варианту осуществления расплавленные волокна F1 имеются на обеих соответствующих поверхностях нетканого материала, и обе поверхности отличаются друг от друга по общему числу наблюдаемых расплавленных волокон. В дальнейшем поверхность с бульшим общим количеством наблюдаемых расплавленных волокон упоминается как первая поверхность, и поверхность с меньшим общим количеством наблюдаемых расплавленных волокон упоминается как вторая поверхность.
По соображениям, связанным с использованием одной поверхности нетканого материала в качестве соединяемой поверхности и приданием мягкости другой поверхности за счет пушистости, отношение общего числа наблюдаемых расплавленных волокон на первой поверхности к общему числу наблюдаемых расплавленных волокон на второй поверхности (первая поверхность/вторая поверхность) предпочтительно составляет 1,5 или более и более предпочтительно 2 или более.
Верхний предел данного отношения не имеет особых ограничений, но предпочтительно составляет 10 или менее и более предпочтительно 5 или менее, когда общее количество наблюдаемых расплавленных волокон на второй поверхности составляет единицу или более.
Кроме того, данное отношение предпочтительно составляет от 1,5 до 10 и более предпочтительно от 2 до 5.
[0023]
По соображениям, связанным с дополнительным повышением мягкости второй поверхности, общее количество наблюдаемых расплавленных волокон на второй поверхности предпочтительно составляет 50 или менее, более предпочтительно 20 или менее и еще более предпочтительно 0. Другими словами, общее количество наблюдаемых расплавленных волокон на второй поверхности составляет 0 или более.
[0024]
В нетканом материале по варианту осуществления первая поверхность имеет общее количество наблюдаемых расплавленных волокон, которое больше общего числа наблюдаемых расплавленных волокон на второй поверхности, и поэтому первая поверхность имеет меньшую пушистость, чем вторая поверхность. Степень пушистости можно оценить посредством нижеприведенного числа выступающих волокон на единицу площади. Может быть оценено то, что чем меньше количество выступающих волокон на единицу площади, тем меньше пушистость. По соображениям, связанным с дополнительным удовлетворением требований по туше и текстуре, количество выступающих волокон на единицу площади предпочтительно составляет 20 или менее. Когда количество выступающих волокон составляет 10 или менее, при осмотре внешнего вида пушистость менее заметна. Кроме того, по соображениям, связанным с дополнительным повышением способности к соединению, количество выступающих волокон на единицу площади предпочтительно составляет 5 или менее.
[0025]
<Метод определения числа выступающих волокон на единицу площади>
Фиг.4 представляет собой схематическое изображение, показывающее способ определения числа выступающих волокон из волокон, образующих нетканый материал, в среде с температурой 22°C и относительной влажностью (RH) 65%. Сначала образец 104 для измерений с размером 10 см Ч 10 см вырезают из нетканого материала острой бритвой. Когда образец 104 для измерений с размером 10 см Ч 10 см невозможно вырезать из нетканого материала, вырезают образец для измерений с размером 7 см Ч 7 см. После этого, как показано на фиг.4(а), образец 104 для измерений складывают со сгибом наружу и размещают на черном картоне (непоказанном) размера А4. После этого, как показано на фиг.4(b), черный картон 101 размера А4, имеющий отверстие 107 с длиной 1 см и шириной 1 см, размещают на образце 104 измерений, находящемся на картоне. При этом сгиб 105 образца 104 для измерений расположен так, чтобы он был виден из отверстия 107 верхнего черного картона. В качестве картона, размещенного выше и ниже образца 104 для измерений, можно использовать, например, картон “Kenran (черный), вес стопы 265 г, изготавливаемый компанией FUJIKYOWA SEISHI Co., Ltd.”. На фиг.4 картон 101 показан в виде белого картона для удобства описания. Затем два груза 102 по 50 г размещают на картоне 101, размещенном на образце 104 для измерений. При этом грузы 102 будут расположены на сгибе 105 образца 104 для измерений и будут размещены в местах, удаленных на 5 см в направлении наружу от обоих боковых краев отверстия 107 картона 101, размещенного на образце 104 для измерении, вдоль сгиба 105. При этом образец 104 для измерений будет полностью сложен. Далее, как показано на фиг.4(с), внутреннюю сторону отверстия 107 картона осматривают при увеличении в 30 раз, используя микроскоп (VHX-900, изготавливаемый компанией KEYENCE Corporation). При таком осмотре количество волокон, концы которых расположены над воображаемой линией 108, которая смещена на 1 мм вверх от сгиба 105 и проходит параллельно сгибу 105 образца 104 для измерений, подсчитывают как количество выступающих волокон. Как показано на фиг.4(с), когда имеется волокно 106а, пересекающее воображаемую линию 108 дважды, волокно учитывают при подсчете как два волокна. В примере, показанном на фиг.4(с), четыре волокна пересекают воображаемую линию 108 один раз, и одно волокно 106а пересекает воображаемую линию 108 дважды. Однако, поскольку волокно 106а, пересекающее дважды, учитывают при подсчете как два волокна, количество выступающих волокон составляет шесть. Количество выступающих волокон подсчитывают для девяти образцов для измерений, вырезанных из нетканого материала, и среднее количество волокон (округленное до первого десятичного знака), полученное из вышеуказанного, получают в качестве числа поступающих волокон на единицу площади (1 см Ч 1 см).
[0026]
По соображениям, связанным с более надежным обеспечением способности первой поверхности к соединению, количество выступающих волокон на единицу площади на первой поверхности предпочтительно составляет 10 или менее, более предпочтительно 5 или менее и еще более предпочтительно 0. Другими словами, количество выступающих волокон на единицу площади на первой поверхности составляет 0 или более.
[0027]
По соображениям, связанным с уменьшением пушистости второй поверхности по внешнему виду и дополнительным улучшением текстуры нетканого материала для впитывающего изделия, количество выступающих волокон на единицу площади на второй поверхности больше, чем на первой поверхности, и предпочтительно составляет 20 или менее, более предпочтительно 10 или менее и еще более предпочтительно 0. Другими словами, количество выступающих волокон на единицу площади на второй поверхности составляет более 0.
[0028]
По соображениям, связанным с более надежным обеспечением способности первой поверхности к соединению, прочность соединения первой поверхности предпочтительно составляет 0,13 Н или более и более предпочтительно 0,15 Н или более.
Прочность соединения первой поверхности на практике составляет 5 Н или менее или 3 Н или менее, предпочтительно от 0,13 Н до 5 Н и более предпочтительно от 0,15 Н до 3 Н. Прочность соединения определяют нижеприведенным методом.
[0029]
<Метод определения прочности соединения>
Две зоны с размерами 10 см Ч 5 см на виде в плане вырезают на всей протяженности в направлении толщины из нетканого материала, для которого должны выполняться измерения, посредством использования острой бритвы, и получают два образца для испытаний. После этого на одной поверхности одного образца для испытаний термоплавкий адгезив (резиновый термоплавкий клей, изготавливаемый компанией Henkel Co., Ltd.), имеющий поверхностную плотность 6 г/м2, наносят на зону с размерами 5 см Ч 5 см на одной стороне образца для испытаний, концевой в продольном направлении, термоплавкий адгезив прикрепляют к другому образцу для испытаний, и груз массой 2 кг размещают и обеспечивают возможность его выстаивания в течение 5 минут, посредством чего получают образец для измерений. Поверхности двух образцов для испытаний, подлежащие скреплению, образуют одну и ту же плоскость в нетканом материале. Далее, соответствующие концы образца для измерений, на которых два образца для испытаний не скреплены, закрепляют между зажимами универсальной испытательной машины TENSILON (RTG1310, изготавливаемой компанией A&D Co., Ltd.). Расстояние между зажимами составляет 50 мм. После этого зажим перемещают со скоростью 300 мм/мин в направлении под углом 180° для разделения двух образцов для испытаний. Получают максимальное значение прочности при растяжении, наблюдаемой в данный момент. Такое измерение повторяют три раза для получения среднего значения, и среднее значение определяют как прочность соединения.
[0030]
По соображениям, связанным с гарантированием прочности нетканого материала, поверхностная плотность нетканого материала предпочтительно составляет 8 г/м2 или более и более предпочтительно 12 г/м2 или более.
Поверхностная плотность нетканого материала фактически составляет предпочтительно 50 г/м2 или менее и более предпочтительно 30 г/м2 или менее.
Кроме того, поверхностная плотность нетканого материала предпочтительно составляет от 8 г/м2 до 50 г/м2 и более предпочтительно от 12 г/м2 до 30 г/м2.
[0031]
По соображениям, связанным с дополнительным повышением гибкости нетканого материала, средний диаметр волокон, представляющих собой составляющие волокна нетканого материала, предпочтительно составляет 20 мкм или менее и более предпочтительно 15 мкм или менее.
Средний диаметр волокон, представляющих собой составляющие волокна нетканого материала, фактически составляет 5 мкм или более и предпочтительно 8 мкм или более.
Кроме того, средний диаметр волокон, представляющих собой составляющие волокна нетканого материала, составляет 5 мкм или более или 8 мкм или более, предпочтительно от 5 мкм до 20 мкм и более предпочтительно от 8 мкм до 15 мкм.
Нетканый материал может быть образован из множества типов волокон, имеющих разные диаметры волокон, но предпочтительно образован из составляющих волокон, имеющих диаметр волокон, составляющий 20 мкм или менее, по тем же соображениям, что и представленные выше. Когда нетканый материал содержит волокна множества типов, имеющие разные диаметры волокон, средний диаметр волокон представляет собой среднее значение диаметров всех составляющих волокон в нетканом материале.
[0032]
Диаметры волокон, представляющих собой составляющие волокна нетканого материала, получают нижеприведенным методом.
Используют РЭМ-изображение нетканого материала, полученное в вышеописанном <Методе определения числа наблюдаемых расплавленных волокон>. На РЭМ-изображении произвольно выбирают 10 «волокон, находящихся в фокусе», которые описаны выше. После этого для каждого из данных десяти волокон выбирают произвольный участок, отличный от участков Т со следами расплавления и соединенных частей, образованных термосплавлением, и вычерчивают линию, ортогональную к продольному направлению волокна на выбранном участке. Величину диаметра волокна, определяемую вдоль данной ортогональной линии, измеряют в качестве диаметра волокна. Такое измерение выполняют в месте, в котором в волокне, находящемся в фокусе, линия, соответствующая диаметру и характеризующая величину диаметра, то есть линия, ортогональная к продольному направлению волокна, ортогональна к линии, показывающей контур волокна. После этого среднее арифметическое значение диаметров волокон, представляющих собой данные десять волокон, получают для каждого из в общей сложности пяти РЭМ-изображений, полученных для образца для измерений. Такое среднее арифметическое значение получают для каждой из обеих поверхностей нетканого материала, и среднее значение из данных средних арифметических значений определяют как средний диаметр волокон. Измерение выполняют, как описано выше, даже когда имеются волокна, имеющие разные диаметры волокон.
[0033]
Нетканый материал по варианту осуществления включает в себя главным образом термопластичные волокна. Доля термопластичных волокон, содержащихся в нетканом материале, от всех составляющих волокон нетканого материала по варианту осуществления составляет по меньшей мере 50% масс. или более, предпочтительно 90% масс. или более и может составлять 100% масс.
[0034]
Примеры составляющих смол/полимеров (термопластичных смол/полимеров) термопластичного волокна включают полиолефин, такой как полиэтилен (ПЭ) или полипропилен (ПП), сложный полиэфир, такой как полиэтилентерефталат (ПЭТ), полиамид, такой как нейлон 6 или нейлон 66, алкиловый сложный эфир полиакриловой кислоты, алкиловый сложный эфир полиметакриловой кислоты, поливинилхлорид, поливинилиденхлорид, и данные смолы/полимеры могут использоваться по отдельности или в комбинации из двух или более.
[0035]
Синтетическое волокно, включая термопластичное волокно, используемое в нетканом материале по варианту осуществления, может представлять собой однокомпонентное волокно, образованное из синтетической смолы одного вида или из смешанного полимера, полученного смешиванием синтетических смол двух или более видов, или может представлять собой многокомпонентное волокно. Многокомпонентное волокно, описанное выше, представляет собой синтетическое волокно, полученное объединением синтетических смол двух или более видов, имеющих разные компоненты, посредством фильеры и одновременным формованием, и имеет структуру, в которой множество компонентов являются соответственно непрерывными в направлении длины волокна и соединены друг с другом в одном волокне. Вид многокомпонентного волокна включает, например, волокно с ядром и оболочкой, имеющее структуру с ядром и оболочкой, включающую в себя ядро и оболочку, или волокно с расположением компонентов бок о бок.
[0036]
По соображениям, связанным с дополнительным повышением гибкости нетканого материала, термопластичное волокно предпочтительно содержит полиэтилен в качестве составляющей смолы, более предпочтительно содержит полиэтилен по меньшей мере на поверхности и еще более предпочтительно состоит из полиэтилена.
Например, в случае наличия волокна, имеющего структуру с ядром и оболочкой, в качестве термопластичного волокна, в предпочтительном примере термопластичного волокна полимерный компонент ядра представляет собой по меньшей мере один компонент, выбранный из группы, состоящей из ПЭ и ПП, и полимерный компонент оболочки представляет собой ПЭ. В частности, предпочтительно, чтобы полимерный компонент ядра представлял собой ПЭТ и полимерный компонент оболочки представлял собой ПЭ.
[0037]
Нетканый материал по варианту осуществления может содержать другие волокна, отличные от термопластичных волокон, помимо термопластичного волокна. Примеры таких других волокон включают натуральные волокна, такие как целлюлозные и хлопковые, и целлюлозные волокна, такие как гидратцеллюлозные волокна, волокна лиоцелл и волокна Тенсель, и одно из данных волокон может быть использовано по отдельности, или два или более из них могут быть использованы в виде смеси.
По соображениям, связанным с дополнительным повышением гибкости нетканого материала, нетканый материал предпочтительно включает в себя хлопковое волокно в качестве натурального волокна.
По тем же соображениям нетканый материал предпочтительно включает в себя в качестве целлюлозных волокон волокна одного или двух или более видов, выбранных из группы, состоящей из гидратцеллюлозных волокон и волокон Тенсель.
[0038]
По соображениям, связанным с дополнительным повышением гибкости и прочности нетканого материала, содержание каждого из данного другого волокна и термопластичного волокна в нетканом материале предпочтительно находится в нижеуказанных пределах.
Доля содержания другого волокна от общего содержания другого волокна и термопластичного волокна в нетканом материале предпочтительно составляет 0,1% или более и более предпочтительно 1% или более.
Данная доля предпочтительно составляет 20% или менее и более предпочтительно 10% или менее.
Кроме того, данная доля предпочтительно составляет от 0,1% до 20% и более предпочтительно от 1% до 10%.
Такая доля представляет собой величину, полученную делением массы других волокон, образующих часть всех составляющих волокон нетканого материала, на общую массу других волокон и термопластичных волокон, образующих все составляющие волокна нетканого материала.
[0039]
Нетканый материал по варианту осуществления используется для впитывающего изделия и используется в качестве составляющего элемента впитывающего изделия. Термин «впитывающее изделие», представленный в данном документе, охватывает в широком смысле изделия, которые используются для впитывания выделяемых организмом, текучих сред (мочи, жидкого стула, менструальной крови, пота и тому подобного), выпущенных из тела человека, и охватывает, например, одноразовые подгузники, гигиенические прокладки, гигиенические трусы, урологические прокладки.
[0040]
Впитывающее изделие, как правило, включает в себя проницаемый для жидкостей, верхний лист, расположенный относительно близко к коже носителя, не проницаемый для жидкостей или минимально проницаемый для жидкостей или водоотталкивающий задний лист, расположенный относительно далеко от кожи носителя, и удерживающий жидкости, впитывающий элемент, расположенный между данными двумя листами. Впитывающее изделие может включать в себя наружный покрывающий элемент, образующий его наружную поверхность.
Нетканый материал по варианту осуществления соответственно предусмотрен во впитывающем изделии в качестве составляющего элемента. По соображениям, связанным с более надежным обеспечением деформируемости или прочности впитывающего изделия, нетканый материал предпочтительно расположен так, что поверхность, имеющая в общей сложности 5 или более наблюдаемых расплавленных волокон, служит в качестве поверхности, соединяемой с другим составляющим элементом.
[0041]
Нетканый материал по варианту осуществления также пригоден в качестве составляющего элемента, который может находиться в непосредственном контакте с кожей носителя, поскольку вторая поверхность является более пушистой, чем первая поверхность. Например, нетканый материал по варианту осуществления пригоден в качестве заднего листа или наружного покрывающего элемента, который образует наружную поверхность впитывающего изделия. В этом случае нетканый материал расположен во впитывающем изделии так, что предпочтительно поверхность, имеющая в общей сложности 5 или более наблюдаемых расплавленных волокон, более предпочтительно первая поверхность обращена к поверхности, не обращенной к коже.
[0042]
Впитывающее изделие, в котором используется нетканый материал по варианту осуществления, может включать в себя нетканый материал в качестве одного или обоих из верхнего листа и заднего листа. По соображениям, связанным с более надежным обеспечением деформируемости или прочности впитывающего изделия, впитывающее изделие предпочтительно включает в себя нетканый материал по варианту осуществления в качестве заднего листа. В этом случае по соображениям, связанным с более надежным обеспечением защиты от утечки, задний лист предпочтительно образован из многослойного листа, состоящего из листа, минимально проницаемого для жидкостей, и данного нетканого материала.
[0043]
Нетканый материал по варианту осуществления образован в основном из одного слоя нетканого материала, полученного способом скрепления пропусканием воздуха насквозь, но может находиться в состоянии, в котором он наложен на другой листовой материал, такой как другой нетканый материал или пленка, и соединен с данным другим листовым материалом, когда он используется в качестве составляющего элемента впитывающего изделия.
[0044]
Способ изготовления нетканого материала по вышеописанному варианту осуществления будет описан ниже. Способ изготовления включает процесс термообработки, заключающийся в обдуве волокнистого холста, содержащего термопластичное волокно, струей горячего воздуха посредством способа пропускания воздуха насквозь. Процесс термообработки представляет собой процесс сплавления мест перекрещивания составляющих волокон волокнистого холста для формирования соединенной части, полученной термосплавлением, и, следовательно, образования нетканого материала.
[0045]
Волокнистый холст, как правило, изготавливают, посредством разрыхления исходных волокон, таких как термопластичные волокна, с помощью разрыхлительной машины и преобразования разрыхленного исходного волокна в холст с помощью кардочесальной машины. В качестве исходных волокон, то есть составляющих волокон волокнистого холста, предпочтительно используются такие же волокна, как составляющие волокна нетканого материала, описанного выше. Кроме того, поверхностную плотность волокнистого холста предпочтительно доводят до значений, находящихся в диапазоне значений поверхностной плотности нетканого материала, описанного выше.
Волокнистый холст может быть образован наложением друг на друга или смешиванием волокон множества типов, имеющих разные диаметры волокон.
[0046]
Полученный волокнистый холст размещают, например, на полимерной сетчатой ленте, металлической бесконечной сетке, образованной из проволочной сетки, металлической плите с открытым отверстием для пропускания воздуха или металлической плите без открытого отверстия для пропускания воздуха, и затем волокнистый холст обдувают струей горячего воздуха или водяного пара для термосплавления мест перекрещивания волокон. Таким образом, полученный нетканый материал имеет две поверхности, например, поверхность (в дальнейшем также упоминаемую как поверхность, не подвергнутая обдуву струей), обращенную к плите или сетке, и поверхность, подвергнутую обдуву струей горячего воздуха (в дальнейшем также упоминаемую как поверхность, подвергнутая обдуву струей). В таком нетканом материале многочисленные расплавленные волокна F1 образуются на одной поверхности из данных двух поверхностей, при этом данная одна поверхность становится первой поверхностью, и другая поверхность становится второй поверхностью. В общем случае поверхность, подвергнутая обдуву струей, представляет собой первую поверхность, и поверхность, не подвергнутая обдуву струей, представляет собой вторую поверхность.
[0047]
Температура горячего воздуха при обычной обработке пропусканием воздуха насквозь задана в диапазоне значений, превышающих приблизительно на 10°C наименьшую температуру плавления, которая является самой низкой из температур плавления составляющих волокон в волокнистом холсте (например, температуру плавления оболочки в двухкомпонентном волокне с ядром и оболочкой), но по соображениям, связанным с более легким образованием участка Т со следами расплавления, разность температуры горячего воздуха и самой низкой температуры плавления составляющих волокон предпочтительно составляет 5°C или более и более предпочтительно 10°C или более.
На практике разность температуры горячего воздуха и самой низкой температуры плавления составляющих волокон предпочтительно составляет 70°C или менее и более предпочтительно 50°C или менее.
Кроме того, разность температуры горячего воздуха и самой низкой температуры плавления составляющих волокон предпочтительно составляет от 5°C до 70°C и более предпочтительно от 10°C до 50°C.
Кроме того, когда волокно содержит смолы/полимеры множества типов, как в случае двухкомпонентного волокна с ядром и оболочкой, самая низкая температура плавления составляющего волокна характеризует температуру плавления смолы, имеющей самую низкую температуру плавления. Самая низкая температура плавления составляющего волокна показывает температуру размягчения, когда смолы не имеют резкой точки плавления.
[0048]
По соображениям, связанным с более легким образованием нетканого материала, имеющего расплавленное волокно F1, скорость потока горячего воздуха, которым обдувают волокнистый холст в процессе термообработки, предпочтительно находится в нижеприведенном диапазоне.
Скорость потока горячего воздуха, которым обдувают волокнистый холст при термообработке, предпочтительно составляет 0,3 м/с или более, более предпочтительно 0,5 м/с или более и еще более предпочтительно 0,8 м/с или более.
Данная скорость потока горячего воздуха предпочтительно составляет 10 м/с или менее, более предпочтительно 5 м/с или менее и еще более предпочтительно 3 м/с или менее.
[0049]
В процессе термообработки продолжительность обдува волокнистого холста струей горячего воздуха (продолжительность термообработки) может быть по существу такой же, как в известном способе изготовления нетканого материала, скрепленного пропусканием воздуха насквозь, но по тем же соображениям, что и представленные выше, продолжительность термообработки предпочтительно составляет более 1 секунды и более предпочтительно более 3 секунд.
Кроме того, по соображениям, связанным с увеличением скорости изготовления в максимально возможной степени и уменьшением производственной себестоимости, продолжительность термообработки предпочтительно составляет менее 60 секунд и более предпочтительно менее 30 секунд.
Кроме того, продолжительность термообработки предпочтительно составляет от 1 секунды до 60 секунд и более предпочтительно от 3 секунд до 30 секунд.
[0050]
В процессе термообработки процесс повышения температуры только одной поверхности волокнистого холста и сдавливания со стороны противоположной одной поверхности может выполняться вместо процесса обдува волокнистого холста струей горячего воздуха. Пример такого способа обработки может включать способ, при котором волокнистый холст размещают на нагретой плите и волокнистый холст сдавливают со стороны поверхности, противоположной по отношению к нагретой плите. В таком способе обработки может использоваться такой же процесс, как процесс высокотемпературного сдавливания, который будет описан ниже.
[0051]
Нетканый материал, полученный посредством процесса термообработки, может быть дополнительно подвергнут процессу высокотемпературного сдавливания, при котором нетканый материал сдавливают в направлении толщины при одновременном нагреве. При такой конфигурации может быть легко образован участок Т со следами расплавления. Процесс высокотемпературного сдавливания может выполняться, например, посредством сдавливания нетканого материала между двумя металлическими плитами, которые нагреты. В этом случае сдавливающая нагрузка может быть приложена к нетканому материалу со стороны обеих из данных двух плит или может быть приложена со стороны одной из плит.
[0052]
По тем же соображениям, что и представленные выше, процесс высокотемпературного сдавливания предпочтительно выполняют при нижеуказанных условиях.
Температура нагрева нетканого материала в процессе высокотемпературного сдавливания предпочтительно составляет 120°C или более, более предпочтительно 130°C или более, еще более предпочтительно 135°C или более, еще более предпочтительно 136°C или более и еще более предпочтительно 140°C или более.
Температура нагрева нетканого материала предпочтительно составляет 180°C или менее и более предпочтительно 160°C или менее.
Кроме того, температура нагрева нетканого материала предпочтительно составляет от 120°C до 180°C, более предпочтительно от 130°C до 160°C, еще более предпочтительно от 135°C до 160°C, еще более предпочтительно от 136°C до 160°C и еще более предпочтительно от 140°C до 160°C.
Такая температура нагрева представляет собой, например, температуру одной из двух металлических плит, которая обеспечивает приложение сдавливающей нагрузки к нетканому материалу.
[0053]
Сдавливающая нагрузка, приложенная к нетканому материалу в процессе высокотемпературного сдавливания, предпочтительно составляет 15 Н/см2 или более и более предпочтительно 30 Н/см2 или более.
Данная сдавливающая нагрузка предпочтительно составляет 200 Н/см2 или менее и более предпочтительно 100 Н/см2 или менее.
Кроме того, данная сдавливающая нагрузка предпочтительно составляет от 15 Н/см2 до 200 Н/см2 и более предпочтительно от 30 Н/см2 до 100 Н/см2.
Продолжительность обработки нетканого материала, подлежащего сдавливанию при одновременном нагреве в процессе высокотемпературного сдавливания, предпочтительно составляет более 2 секунд и более предпочтительно более 3 секунд.
Данная продолжительность обработки предпочтительно составляет менее 10 секунд и более предпочтительно менее 8 секунд.
Кроме того, данная продолжительность обработки предпочтительно составляет от 2 секунд до 10 секунд и более предпочтительно от 3 секунд до 8 секунд.
[0054]
Как описано выше, настоящее изобретение было описано на основе предпочтительных вариантов осуществления, но настоящее изобретение может быть соответствующим образом изменено и не ограничено вариантами осуществления, описанными выше. Кроме того, вышеописанные варианты осуществления могут быть скомбинированы.
В нетканом материале в вышеописанном варианте осуществления, например, расплавленное волокно F1 имеется на каждой из обеих поверхностей нетканого материала, но расплавленное волокно F1 может иметься только на одной из данных двух поверхностей.
[0055]
Когда верхний предел, нижний предел или верхний и нижний пределы количествовой величины заданы в описании, значение верхнего предела или нижнего предела как такового также включено. Кроме того, хотя это не указано в явном виде, следует понимать, что описаны все количествовые величины или диапазон количествовых величин от верхнего предела или меньшего значения или нижнего предела или большего значения, или количествовые величины в диапазоне между верхним пределом и нижним пределом.
В описании артикли “a” и “an” следует толковать как означающие «один или более».
Следует понимать, что различные изменения и модификации настоящего изобретения могут быть выполнены с учетом вышеприведенного раскрытия в описании. Таким образом, следует понимать, что настоящее изобретение может быть реализовано в пределах объема технического решения на основе формулы изобретения в случае вариантов осуществления, не описанных конкретно в настоящем описании.
Все содержание вышеуказанных патентных литературных источников включено в данный документ как часть содержания описания.
[Примеры]
[0056]
Настоящее изобретение будет описано ниже более конкретно со ссылкой на Примеры, но настоящее изобретение не ограничено данными Примерами.
[0057]
<Пример 1>
В качестве исходного волокна было использовано термопластичное волокно с тониной 2,0 дтекс, при этом термопластичное волокно состоит из двухкомпонентного волокна с концентрической структурой с ядром и оболочкой (соотношение ядра и оболочки: 50% масс. : 50% масс.), в котором компонент, образующий ядро, был образован из ПЭТ и компонент, образующий оболочку, был образован из ПЭ. Такое исходное волокно имеет самую низкую температуру плавления, составляющую 120°C. Используя исходное волокно, изготавливали волокнистый холст в соответствии с обычным способом при использовании известной кардочесальной машины, волокнистый холст подвергали процессу термообработки, заключающемуся в обдуве струей горячего воздуха посредством способа пропускания воздуха насквозь в состоянии, когда волокнистый холст был размещен на металлической плите, заранее нагретой до 136°C, и таким образом изготавливали нетканый материал, скрепленный пропусканием воздуха насквозь. Условия термообработки в процессе термообработки (процессе пропускания воздуха насквозь) были такими, как указанные в Таблице 1.
[0058]
<Пример 2>
При использовании такого же волокна, как в Примере 1, нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен на полимерной сетчатой ленте. После этого выполняли процесс высокотемпературного сдавливания. Условия процесса высокотемпературного сдавливания были такими, как указанные в Таблице 1. Выполняли процесс высокотемпературного сдавливания, при котором нетканый материал размещали на металлической плите, нагретой до 150°C, так, что поверхность, подвергнутая обдуву струей, была обращена вниз, и металлический груз размещали на нетканом материале для сдавливания нетканого материала под нагрузкой 30 сН/см2 в течение пяти секунд.
[0059]
<Пример 3>
Нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен посредством выполнения процесса высокотемпературного сдавливания после процесса термообработки так же, как в Примере 2, за исключением использования исходного волокна, имеющего другую тонину.
[0060]
<Пример 4>
Нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен посредством выполнения процесса высокотемпературного сдавливания после процесса термообработки так же, как в Примере 2, за исключением того, что скорость потока горячего воздуха и температура горячего воздуха были изменены.
[0061]
<Пример 5>
Был подготовлен волокнистый холст (в дальнейшем упоминаемый как «холст из волокон с тониной 1,2 дтекс»), образованный из термопластичного волокна с тониной 1,2 дтекс, при этом термопластичное волокно состоит из двухкомпонентного волокна с концентрической структурой с ядром и оболочкой (соотношение ядра и оболочки: 50% масс. : 50% масс.), в котором компонент, образующий ядро, был образован из ПЭТ и компонент, образующий оболочку, был образован из ПЭ; был подготовлен волокнистый холст (в дальнейшем упоминаемый как «холст из волокон с тониной 2,0 дтекс»), образованный из термопластичного волокна с тониной 2,0 дтекс, при этом термопластичное волокно состоит из двухкомпонентного волокна с концентрической структурой с ядром и оболочкой (соотношение ядра и оболочки: 50% масс. : 50% масс.), в котором компонент, образующий ядро, был образован из ПЭТ и компонент, образующий оболочку, был образован из ПЭ, и был изготовлен многослойный холст, который образован наложением вышеуказанных холстов друг на друга и в котором отношение массы холста из волокон с тониной 1,2 дтекс к массе холста из волокон с тониной 2,0 дтекс=2:3. Диаметр волокон, представляющих собой исходные волокна в холсте из волокон с тониной 1,2 дтекс, составлял 11,9 мкм, и диаметр волокон, представляющих собой исходные волокна в холсте из волокон с тониной 2,0 дтекс, составлял 15,2 мкм. Нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен посредством выполнения процесса высокотемпературного сдавливания после процесса термообработки так же, как в Примере 4, за исключением того, что использовали многослойный холст. В процессе термообработки термообработку выполняли так, что холст из волокон с тониной 2,0 дтекс, предусмотренный в многослойном холсте, образовывал поверхность, подвергаемую обдуву струей.
[0062]
<Пример 6>
Нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен так же, как в Примере 4, за исключением использования исходного волокна, имеющего другую тонину.
[0063]
<Пример 7>
Используя такое же волокно, как в Примере 3, хлопковое волокно, изготавливаемое компанией MARUSAN Industry Co., Ltd., дополнительно смешивали с массой двухкомпонентных волокон с ядром и оболочкой в соотношении 1/12 для получения волокнистого холста. После этого нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен посредством выполнения процесса высокотемпературного сдавливания после процесса термообработки так же, как в Примере 4.
[0064]
<Пример 8>
Используя такое же волокно, как в Примере 1, хлопковое волокно, изготавливаемое компанией MARUSAN Industry Co., Ltd., дополнительно смешивали с массой двухкомпонентных волокон с ядром и оболочкой в соотношении 1/12 для получения волокнистого холста. После этого нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен посредством выполнения процесса высокотемпературного сдавливания после процесса термообработки так же, как в Примере 4.
[0065]
<Сравнительный пример 1>
В Сравнительном примере 1 нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен так же, как в Примере 1, за исключением использования исходного волокна, имеющего другую тонину. Диаметр волокна, представляющего собой исходное волокно в Сравнительном примере 1, составлял 15,5 мкм.
[0066]
<Сравнительные примеры 2 и 3>
В Сравнительном примере 2 нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен так же, как в Примере 4, за исключением того, что процесс высокотемпературного сдавливания не выполнялся, и в Сравнительном примере 3 нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен так же, как в Примере 6, за исключением того, что процесс высокотемпературного сдавливания не выполнялся.
[0067]
<Сравнительный пример 4>
Нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен так же, как в Сравнительном примере 2, за исключением того, что был использован такой же многослойный холст, как в Примере 5.
[0068]
<Сравнительные примеры 5 и 6>
В Сравнительном примере 5 нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен так же, как в Примере 6, за исключением того, что процесс высокотемпературного сдавливания не выполнялся, и в Сравнительном примере 6 нетканый материал, скрепленный пропусканием воздуха насквозь, был изготовлен так же, как в Примере 4, за исключением уменьшения поверхностной плотности нетканого материала, скрепленного пропусканием воздуха насквозь.
[0069]
В Таблице 1 указаны диаметры волокон нетканых материалов по Примерам и Сравнительным примерам, измеренные в соответствии с вышеописанным методом. В Примерах (например, Примерах 1 и 2) и Сравнительных примерах, в которых используется одно и то же исходное волокно, диаметры волокон нетканых материалов могут незначительно отличаться друг от друга в Таблице 1 вследствие незначительной разницы в фактическом измеренном значении.
Общее количество наблюдаемых расплавленных волокон было определено вышеописанным методом на обеих поверхностях нетканых материалов по Примерам и Сравнительным примерам, скрепленных пропусканием воздуха насквозь, то есть на поверхности, не подвергнутой обдуву струей, и поверхности, подвергнутой обдуву струей. Для нетканых материалов по Примеру 1 и Сравнительным примерам 2, 5 и 6 то, во сколько раз общее количество наблюдаемых расплавленных волокон на поверхности, не подвергнутой обдуву струей, превышает общее количество наблюдаемых расплавленных волокон на поверхности, подвергнутой обдуву струей, было определено как отношение чисел расплавленных волокон. Для нетканых материалов по Примерам 2-8 и Сравнительным примерам 1, 3 и 4 то, во сколько раз общее количество наблюдаемых расплавленных волокон на поверхности, подвергнутой обдуву струей, превышает общее количество наблюдаемых расплавленных волокон на поверхности, не подвергнутой обдуву струей, было определено как отношение чисел расплавленных волокон. Кроме того, поверхность, не подвергнутая обдуву струей, была использована в качестве соединяемой поверхности в Примере 1, поверхность, подвергнутая обдуву воздухом, была использована в качестве соединяемой поверхности в других Примерах и Сравнительных примерах, и прочность соединения была определена вышеописанным методом. Результаты измерений показаны в Таблице 1.
[0070]
В нетканых материалах, скрепленных пропусканием воздуха насквозь, по Примеру и Сравнительному примеру количество выступающих волокон на единицу площади было определено вышеописанным методом на каждой из поверхности, подвергнутой обдуву струей, и поверхности, не подвергнутой обдуву струей. Результаты измерений показаны в Таблице 1.
[0071]
[Таблица 1]
[Таблица 1 - продолжение]
пример 1
пример 2
пример 3
пример 4
пример 5
пример 6
[0072]
Как показано в Таблице 1, были получены результаты, заключающиеся в том, что общее количество наблюдаемых расплавленных волокон составляло 5 или более на одной из поверхности, подвергнутой обдуву струей, и поверхности, не подвергнутой обдуву струей, в нетканом материале, скрепленном пропусканием воздуха насквозь, в каждом Примере, и в том, что количество выступающих волокон на единицу площади было малым на поверхности, подвергнутой обдуву струей. С другой стороны, были получены результаты, заключающееся в том, что общее количество наблюдаемых расплавленных волокон составляло менее 5 на обеих из поверхности, подвергнутой обдуву струей, и поверхности, не подвергнутой обдуву струей, в нетканом материале, скрепленном пропусканием воздуха насквозь, в каждом Сравнительном примере. Кроме того, был получен результат, заключающийся в том, что все нетканые материалы по Примерам, имеющие в общей сложности 5 или более наблюдаемых расплавленных волокон на поверхности, имели бульшую прочность соединения соединяемой поверхности по сравнению с неткаными материалами по Сравнительным примерам. Эти результаты показывают, что нетканые материалы по Примерам имеют поверхность, имеющую очень хорошую способность к соединению.
Промышленная применимость
[0073]
Согласно настоящему изобретению существует возможность создания нетканого материала для впитывающего изделия, который представляет собой нетканый материал, скрепленный пропусканием воздуха насквозь, который имеет очень хорошую способность к соединению, и впитывающего изделия, предусмотренного с данным нетканым материалом.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЙ МАТЕРИАЛ, ИЗДЕЛИЕ ИЗ НЕТКАНОГО МАТЕРИАЛА И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ПРЕДУСМОТРЕННОЕ С НЕТКАНЫМ МАТЕРИАЛОМ, И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОГО ИЗДЕЛИЯ ИЗ НЕТКАНОГО МАТЕРИАЛА | 2021 |
|
RU2791337C1 |
| СКРЕПЛЕННЫЙ ГОРЯЧИМ ВОЗДУХОМ НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2018 |
|
RU2733362C1 |
| МНОГОСЛОЙНЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И ПОТОВПИТЫВАЮЩИЙ ЛИСТ | 2017 |
|
RU2713963C1 |
| ВПИТЫВАЮЩИЙ МАТЕРИАЛ | 2015 |
|
RU2696642C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2735657C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2751905C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2723405C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА С ТРЕХМЕРНЫМИ ОТВЕРСТИЯМИ, ИСПОЛЬЗУЕМОГО ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2734809C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2738315C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2748689C1 |
В соответствии с настоящим изобретением предложен нетканый материал для впитывающего изделия, состоящий из нетканого материала, скрепленного пропусканием воздуха насквозь, включающего в себя термопластичные волокна и имеющего множество соединенных частей (Р), которые образованы термосплавлением и в которых места перекрещивания термопластичных волокон подвергнуты термосплавлению. Нетканый материал для впитывающего изделия включает в себя расплавленные волокна (F1), имеющие участки (Т) со следами расплавления, на которых форма волокон утрачена вследствие отверждения расплава термопластичных волокон. Участки (Т) со следами расплавления образованы в частях, отличных от соединенных частей (Р), образованных термосплавлением, в расплавленных волокнах (F1). Когда по меньшей мере одну поверхность нетканого материала для впитывающего изделия осматривают при увеличении в 200 раз в пяти зонах наблюдения, каждая из которых имеет размер 500 мкм Ч 400 мкм, и расплавленные волокна с участками (Т) со следами расплавления, имеющиеся в каждой из зон наблюдения, определены как наблюдаемые расплавленные волокна (F1), общее количество наблюдаемых расплавленных волокон (F1) составляет 5 или более. 2 н. и 12 з.п. ф-лы, 6 ил., 1 табл.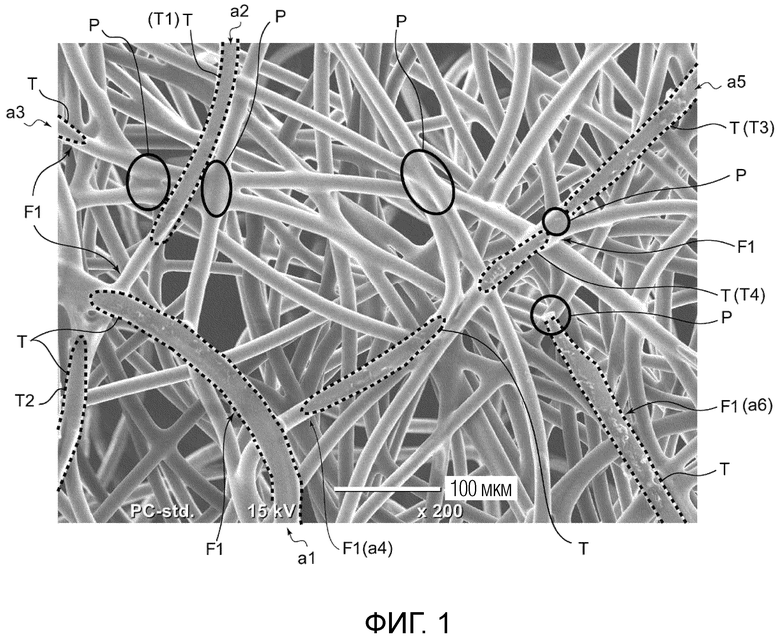
1. Нетканый материал для впитывающего изделия, представляющий собой нетканый материал, скрепленный пропусканием воздуха насквозь, включающий в себя термопластичные волокна и имеющий множество термосплавленных соединенных частей, в которых места пересечения термопластичных волокон подвергнуты термосплавлению,
при этом нетканый материал содержит:
расплавленные волокна, имеющие участки со следами расплавления, на которых форма волокон утрачена вследствие отверждения расплава термопластичных волокон, при этом
участки со следами расплавления образованы в частях, отличных от соединенных термосплавленных частей в расплавленных волокнах,
когда по меньшей мере одну поверхность нетканого материала для впитывающего изделия осматривают при увеличении в 200 раз в пяти зонах наблюдения, каждая из которых имеет размер 500 мкм × 400 мкм, и расплавленные волокна с участками со следами расплавления, имеющиеся в каждой из зон наблюдения, определены как наблюдаемые расплавленные волокна, общее количество наблюдаемых расплавленных волокон составляет 5 или более,
когда обе поверхности нетканого материала для впитывающего изделия определены соответственно как первая поверхность и вторая поверхность, расплавленные волокна имеются на обеих из первой поверхности и второй поверхности, и
отношение общего числа наблюдаемых расплавленных волокон на первой поверхности к общему числу наблюдаемых расплавленных волокон на второй поверхности составляет 1,5 или более и 10 или менее.
2. Нетканый материал для впитывающего изделия по п.1, в котором участок со следами расплавления имеет прямую линию и кривую линию в контуре поперечного сечения, ортогонального к направлению, в котором проходит расплавленное волокно.
3. Нетканый материал для впитывающего изделия по п.2, в котором прямая линия обращена наружу в направлении толщины нетканого материала для впитывающего изделия, а кривая линия обращена внутрь в данном направлении толщины.
4. Нетканый материал для впитывающего изделия по п.1, в котором средний диаметр волокна, представляющего собой составляющее волокно, составляет 5 мкм или более и 20 мкм или менее.
5. Нетканый материал для впитывающего изделия по п.1, в котором термопластичное волокно включает двухкомпонентное волокно с ядром и оболочкой, имеющее структуру с ядром и оболочкой, состоящую из ядра и оболочки.
6. Нетканый материал для впитывающего изделия по п.5, в котором полимерный компонент ядра представляет собой полиэтилентерефталат, и полимерный компонент оболочки представляет собой полиэтилен.
7. Нетканый материал для впитывающего изделия по п.1, при этом нетканый материал включает в себя другие волокна, отличные от термопластичных волокон, и
данные другие волокна включают целлюлозные волокна или натуральные волокна.
8. Нетканый материал для впитывающего изделия по п.7, в котором доля содержания других волокон от общего содержания других волокон и термопластичных волокон составляет 0,1% или более и 20% или менее.
9. Нетканый материал для впитывающего изделия по п.1, в котором первая поверхность имеет общее количество наблюдаемых расплавленных волокон, которое больше общего числа наблюдаемых расплавленных волокон на второй поверхности, и прочность соединения первой поверхности составляет 0,13 Н или более и 5 Н или менее.
10. Впитывающее изделие, содержащее в качестве составляющего элемента нетканый материал для впитывающего изделия по п.1, в котором
поверхность, имеющая в общей сложности 5 или более наблюдаемых расплавленных волокон, расположена так, что она представляет собой поверхность, соединенную с другим составляющим элементом.
11. Впитывающее изделие по п.10, в котором нетканый материал для впитывающего изделия предусмотрен в качестве наружного покрывающего элемента, который образует наружную поверхность впитывающего изделия, и первая поверхность расположена так, что она обращена к поверхности, не обращенной к коже.
12. Впитывающее изделие по п.10, дополнительно содержащее верхний лист, задний лист и впитывающий элемент, расположенный между верхним листом и задним листом, и
нетканый материал для впитывающего изделия предусмотрен в качестве одного или обоих из верхнего листа и заднего листа.
13. Впитывающее изделие по п.12, в котором нетканый материал для впитывающего изделия предусмотрен в качестве заднего листа.
14. Впитывающее изделие по п.13, в котором задний лист образован из многослойного листа, состоящего из листа, минимально проницаемого для жидкостей, и данного нетканого материала для впитывающего изделия.
| US 20130337714 A1, 19.12.2013 | |||
| JP 2019127665 A, 01.08.2019 | |||
| JP 2012067426 A, 05.04.2012 | |||
| ДЕТСКИЙ МНОГОРАЗОВЫЙ ПОДГУЗНИК | 2009 |
|
RU2400200C1 |

