Предметом изобретения является приспособление для сборки свариваемых балок больших разлеров.
Существующие способы сборки двутавровых сварных балок больидих размеров непройзводительны, требуют большой затраты рабочей силы и гюстояпного наличия подъемного крана. Качество сборки таких бало1ч. получается 1- Изким; горизонт2ЛЬ;;Ь е . балки часто оказыва отся плохо подтянутыми к вертикальному листу, что делает невозможным применение авто,1атнчсской проварки швов.
Предложенное приспособление устраняет указанные недостатки благодаря применению подвижных и неподвижных прижимов (домкратов), обеспечивающих при сборке равномерное плотпое стягиваиие элементов собираемой ба.лки.
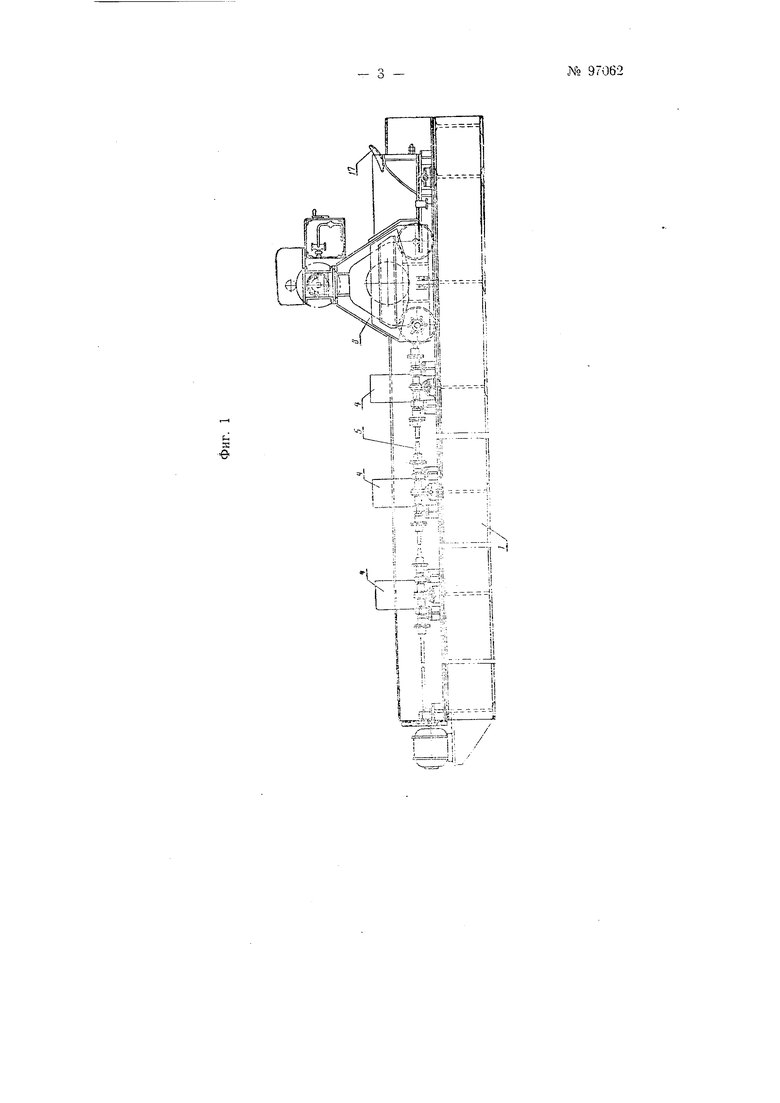
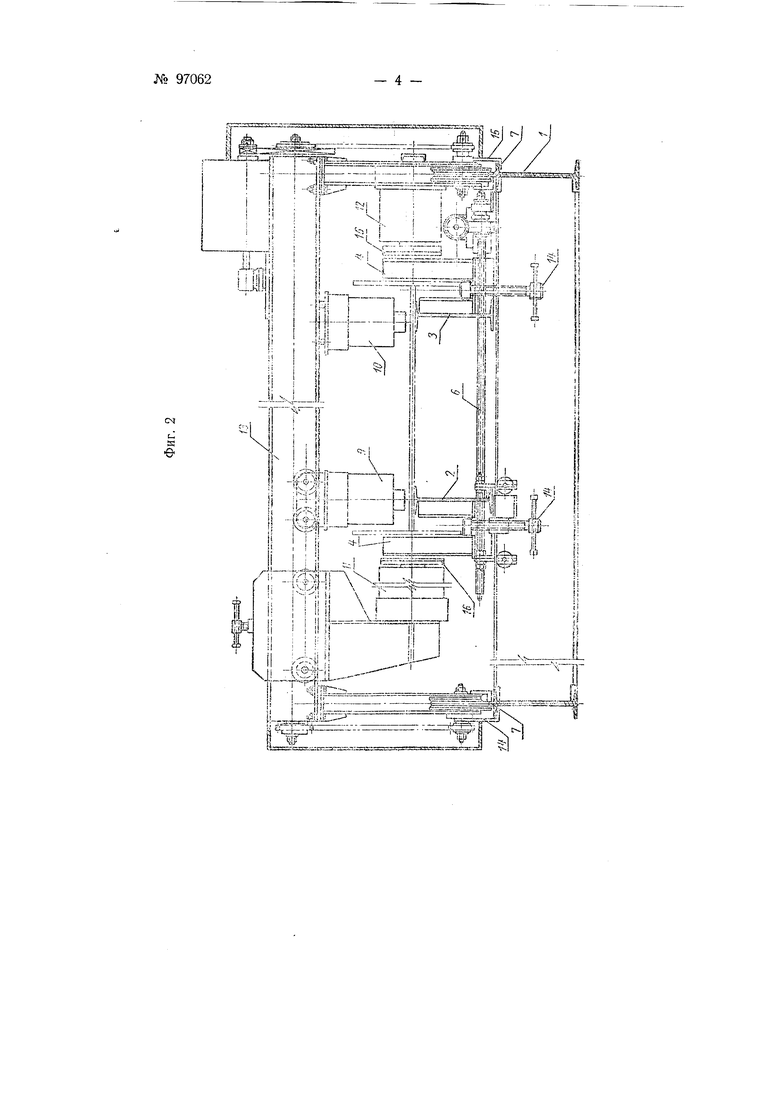
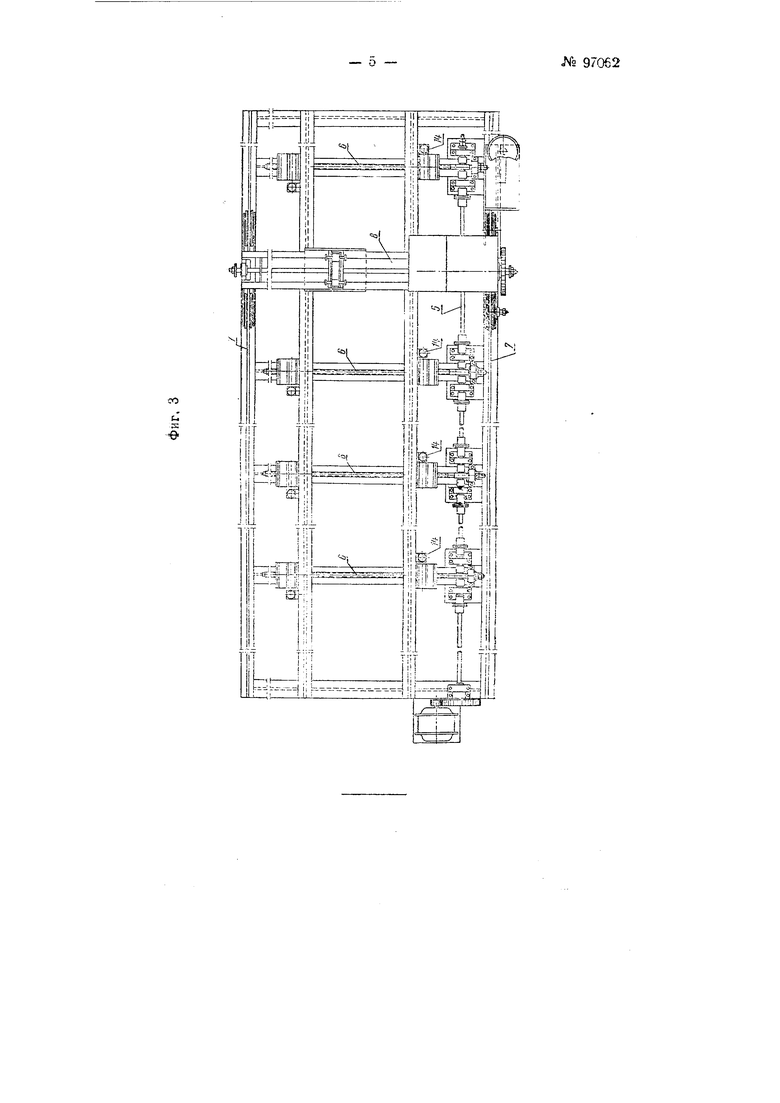
На фиг. 1 дан боковой вид приспособления; на фиг. 2-поперечный разрез; на фиг. 3-вид сверху.
На мета.глической раме / устапов,1епы две иаправляюи ие продольные балки 2 и 3, к которым приварены стойки 4.
Балка 3 неподвижна и приварена 1ч раме 1, балка 2-подвижна, пере ещение ее производится при помощи электродвигателя, прпводпого вала 5 и вшпюв 6.
На продоль}1ых балках рамы 1 установлены два рельса 7. по которым перемещается портальная тележка 8 с установленными на пей четырьмя пневматическими прижимами (дoмкpaтa iи): два (9 и 10 из них служат для прижатия вертикального листа собираемой балки к .1ьным нанрав.чяющпм балкам 2 и 3 н два (// и 12}-для пр1 жатия горизонтальных листов собираемой балки к вертикальпому листу.
(домкраты) 12 и 10 укреплепы иа портальной тележке 13 неподвижно, а прижимы И i 9 передвщтпотся по порталу и устанавливаются в ,юсти от размеров собираемой балки. Примтамы (дом1 :раты) закрепляются в нужном положении зажимными винтами.
Поршни вертикальных приясимов 9 и 10 после выпуска воз.а,уха возвращаются в исходное положение при помощи пружин, а порщни горизонтальных прижимов 11 12-
обратным включением ежатого воздуха.
Стойки 4 елужат д.1я установки горизонтальных листов.
Для возможности прави.пыюй установки горизонтальных листов еоб1фаемой балки, около стоек 4 находятся вергикальн.ые винты 14, на торцы которых опираются горизонтальные листы балки.
Во избежание подъема портальной тележки 13 при вк.Т очепни вертикальных прижимов в нижней частн ног иорта льной тележки установлены крючки 15, .которые заходят нод полки продольных балок рамы / приспособления. ;рюч1ш 15 находятся в постоягнюм зацеплении с полками балок и установлены с небольип- м зазором для свободного перемеш,е1шя тележки вдо.чь ба.ток приснособлення.
Д.пя того, чтобы горизонта,тьиые листы прижима.лись к вертика.льному листу балки нод. прямЕз1м углом, иа концах IHTOKOB иopиJпeй горизонтальиы.х .прижимов 8 и 9 уетаповлеиы опорные П.ТИТЫ 16, плоскости которых строго перпендику.тярны к .вертикальиому ;iисту.
Управ.ггение портальной тележкой осуществляется сборщиком с пульта управления. Сиденье 17 сборщика установлено на металлической раме против пульта управления.
Процесс сборки балок на верстаке приспособления производится в следуюп;ем порядке.
П р е :, м е т и з о б р е т е и и я
1.Приспособление д.чя сборки сварных ба.чок больншх размеров, выполненное в форме верстака, спабжеииого упорами и зажимами, о т л и ч а о HI, е е с я тем, что ;VIH равномерного стягивания элементов (листов) собираемой балки, применена портальная катучая тележка с укрепленными иа ней пневматическими прижимами (домкратами).
2.Приспособление по п.1, отличающееся тем, что в нем, е целью возмо ности сборки ба.чок
Устанавливаются вииты 14 так, чтобы их опорные торцы отстояли от верха продольных напраг ляюиш.х балок 2 И 3 на половину высоты горизонтальных .тиетов без но.човнны то, .ты1()го ,тиста.
Включается механизм пере.твн/кения балки 2 и после.т,нпя отодии;-ается от балки 3 так, чт-обь; расстояние между стойками было п;: 1ПП-150 мм бо.тее 1.ыеоты еобираемой балки.
На ба.тки 2 и 3 укладьнзается верТ11кальный лнст собнраемой ба.лки, после чего устанавливаются 1оризонтальные листы и сдвигается балка 2 по направ.теии1о к балке 3 паето.чько, чтобы прижать горизо1гг; ;1ьные листы к вертика.тьному.
Затем портальная тележка 13 ю:11 одится к концу еобирг1емой ба.тки и вк.тючают верт11ка. П1епматичепкие прижимы .9 и 10, которзмми ирижимают вертикалып11Й лист к паправ.чяющим ба.лкам 2 и 3. Посте этого включают оризо1Г1альные прижимы //и 12, которылп1 н.чотио прижимают горизонтальные .чисты к вертикальному и рабочие-свари ики монтажной сваркой (при.хваткой) сваривают -элементы собираемой балки.
После соедипения вертика.тьного и горизонтальных .листов монтажной сваркой балка снимается с приспособления и ее элементы цровариваются по стыкам спло1иным сварочным швом.
разных размеров, одна из опорных продольных балок вынолнена подвижной в поперечном направлении. 3. Форма вынолнсния ириснособ.теиня но пп. Ь и 2, от ,ч и ч а ю пч, а яся тем, что ппевматичеекие прижимы (домкраты), прижимаюп,ие листы собираемой балки к неподвижной опоре, крепятся к портальиой тележке неподвижно, а прижимающие листы к подвижной опоре-крепятся с возможностью перемещения их по порталу тележки.
С-,
« ..,, 7
S±::: 7 SSir -:ц % d /
n™|p jE.:2S-SSH lvS |
u s
..
I I
.... .„ .
V --. .i i
I -if-e--i(}-i Х1.„„,.11-.
1I „-П-Гй--.
II ..,,
isrnp:±
Щ -:- : - --l-. i
i- p ta
aг- :т-.-- -гуi-- ---- - r- i.JJ.
frj-1 I
-f
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| Устройство для сборки под сварку балок коробчатого сечения | 1978 |
|
SU724304A1 |
| ЭЛЕКТРОМАШИНА ДЛЯ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2363608C2 |
| Устройство для сборки мостовых балок | 1975 |
|
SU560028A1 |
| Инвентарный стенд для изготовления длинномерных, предварительно напряженных железобетонных блоков | 1959 |
|
SU128778A1 |
| УСТАНОВКА ДЛЯ СБОРКИ НАБОРА С ПОЛОТНИЩАМИ | 2006 |
|
RU2329178C2 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ И ЗАМЕНЫ ЭЛЕМЕНТОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ И СПОСОБ ЗАМЕНЫ ЭЛЕМЕНТОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1992 |
|
RU2072015C1 |
| УСТРОЙСТВО для СБОРКИ ЛРОЛЕТКЫХ БАЛОК | 1967 |
|
SU206421A1 |
| МАШИНА ВАГОНОРЕМОНТНАЯ | 2008 |
|
RU2385240C1 |