Изобретение относится к элементам конструкции газоразрядных осветительных Лс1МП, а именно к вводньм проводникам, и может быть использовано в производстве кварцевых газоразрядных ламп непрерывного и импульсного излучения с цилиндрическими фольговыми токовводами.
Известен токоввод в газоразрядную лампу из кварцевого стекла, представляющий собой молибденовую фольгу, согнутую в виде незамкнутого цилиндра. Внутри цилиндра помещается полый или сплошной кварцевый вкладыш. С одного конца цилиндр приварен к электроду, а с другого - к выводу. Собранный таким образом электродный узел заваривается в кварцевую ножку лампы 1.
Недостатком такого токоввода является большой периметр поперечного сечения фольги в месте заварки, что для обеспечения надежности впая приводит к необходимости увеличивать длину зоны заварки и, соответственно, габариты .лампы.
Наиболее близким по технической . сущности к изобретению является
ТОКОВВОД в лампу из кварцевого стекЛ&, содержащий согнутую в виде неЗс1мкнутого цилиндра и плотно охватывающую по всей длине цилиндрический кварцевый вкладааш, молибденовую фольгу, приваренную на концах соответственно к электроду и выводу и заваренную в ножку лампы, причем в фольге по образующей напротив незамкнутой части выполнен вырез 2.
Однако достигаемое уменьшением
10 параметра поперечного сечения несогласованного спая фольга-кварц, увеличение надежности герметизации лампы и уменьшение длины зоны заварки фольги и, как следствие, уве15личение механической прочности известного токоввода меньшей длины может быть реализовано лишь при очень высоком качестве фольги, поверхность которой должна быть лишена
20 даже микроскопических рисок, царапин и других повреждений; в серийное же производство поступает молибденовая фольга, имеющая указанные дефекты поверхности, образующиеся при
25 прокатке, вырубке и дальнейшей обработке заготовок фольги. Уменьшение длины зоны заварки цилиндра из такой обычной фольги уменьшает надежность герметизации из-за образования при
30 заварке коротких капиллярных каналов,
соединяющих внутренний объем лампы с наружной атмосферой. Поэтому в случае применения серийной фольги уменьшить продольные габариты токоввода и увеличить его механическую прочность сложно.
Известны способы изготовления конструкций -.токовводов, содержащих незамкнутую цилиндрическую фольгу, обернутую вокруг цилиндрического вкладыша, согласно которым изготовляют заготовку фольги заданной формы, травят ее для придания кромкам эллиптической формы, сворачивают фольгу вокруг цилиндрического вкладыша с обеспечением зазора между кромками, присоединяют краями соответственно к электроду и выводу, заваривают в кварцевую ножку при вакуумировании последней 3.
Целью изобретения является повышение надежности герметизации,уменьшение продольных габаритов токоввод и увеличение его механической прочности ,
Эта цель достигается тем, что в. токовводе в газоразрядную лампу из кварцевого стекла, содержащем цилиндрический кварцевый вкладыш,плотно обжатый металлической фольгой в виде незамкнутого цилиндра, присодиненного с одной стороны к электроду, а с другой - к выводу лампы и герметично заваренного в ножку лампы, зазор между кромками незамкнутого цилиндра расположен по винтовой линии вокруг вкладыша.
Кроме того, величина зазора составлена не менее 0,5 мм,, .
При этом в фольге выполнена винтовая прорезь, расположенная вокруг вкладыша на равном расстоянии от кромок цилиндра, не доходящая до краев фольги.
Согласно способу изготовления токоввода заготовку фольги выполняю в форме непрямоугольного параллелограмма, сворачивают ее вокруг вкладыша таким образом,чтобы основания параллелограмма располагались по винтовой линии вокруг вкладыша, а две другие стороны параллелограмма образовали окружности, лежащие в плоскостях, перпендикулярных оси вкладыша, присоединение фольги к электроду и выводу осуществляют по круговым линиям, отстоящим от указанных окружностей.
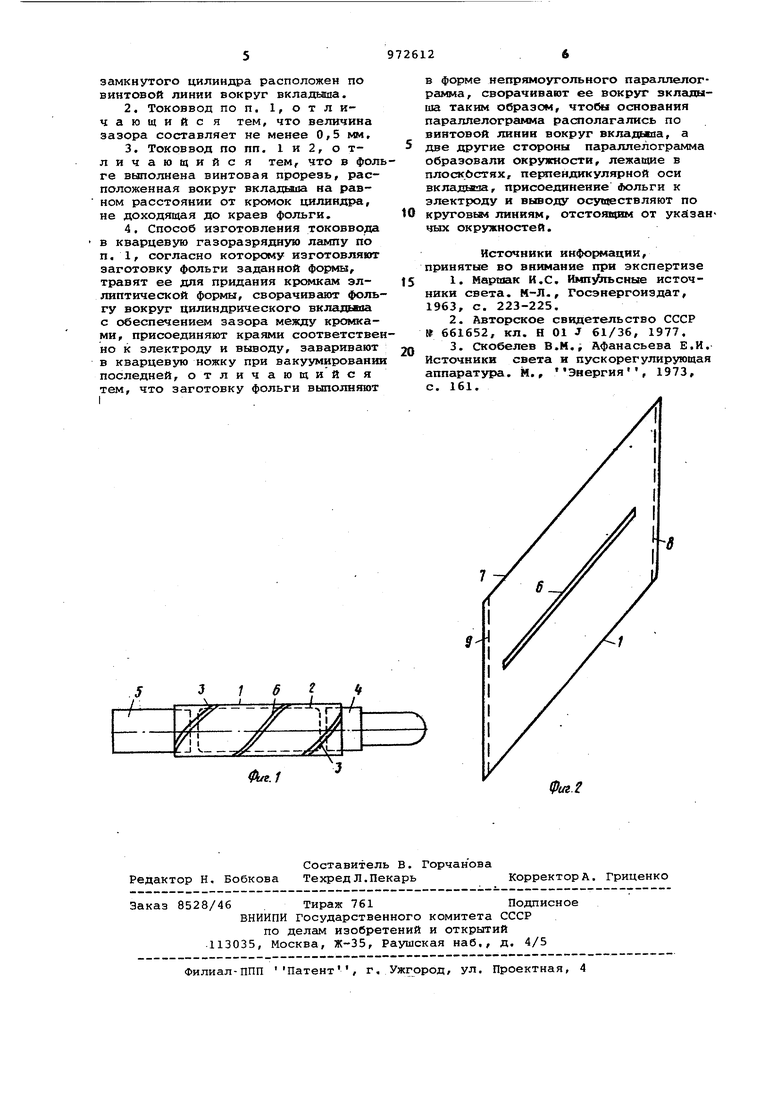
На фиг.1 представлена принципиал ная конструкция токоввода; на фиг.2 заготовка молибденов.ой фольги до сворачивания вокруг вкладыша.
Токоввод содержит металогическую фольгу 1, установленную в форме незамкнутого цилиндра вокруг вкладыша 2, образуя аазор 3, расположенный по винтовой линии вокруг вкладыша 2 Цилиндр из фольги одним концом соединен с электродом 4, а другим - с выводом 5. Вдоль длинной стороны фольги выполнена узкая прорезь б.
Для изготовления указанного токоввода заготовку фольги 1 вьтолняют
в форме непрямоугольного, параллелограмма (фиг,2). Фольгу травят для придания кромкам 7 эллиптической формы, сворачивают фольгу 1 вокруг цилиндрического вкладыша 2 так, что
основания параллелограмма располагаются по винтовой линии вокруг вкладыша, образуя винтовой зазор 3 между кромками 7, две другие стороны параллелограмма образуют окружности,
лежащие в плоскостях, перпендикулярных оси вкладнша. Фольгу, свернутую в виде цилиндра, присоединяют к электроду 4 и выводу 5 по линиям 8 и 9.
Фактическая длина спая фольги 1 с кварцем соответствует длиннной стороне параллелограмма, т.е, длиннее свернутого цилиндра в 1,5 - 2 раза и более, в зависимости от формы
параллелограмма. Следовательно,
длина токоввода также соответственно короче длины зоны заварки фольги 1 в кйарцевую ножку.
Этим обеспечивается уменьшение продольных габаритов токоввода при обеспечении длины зоны заварки в пределах, необходимых для надежной герметизации токоввода. Уменьшение
продольных габаритов токоввода приводит к увеличению его механической
прочности. Прорезь позволяет избежать неравномерности токовой нагрузки по площади фольги 1,
Предложенный токоввод без заметного усложнения конструкции и технологии изготовления по сравнению с известным токовводом обеспечивает надежную герметизацию, уменьшение продольных габаритов и повышение механической прочности токоввода и
лампы в целом при применении молибденовой фольги обычного качества, применяемой в серийном производстве газоразрядных ламп с кварцевой колбой.
Формула изобретения
1.ТокОБВОД в кварцевую газораз-с рядную лампу, содержащий цилиндрический кварцевый вкладыш, плотно обжатый металлической фольгой в виде незамкнутого цилиндра, присоединенного с одной стороны к электроду, а с другой - к выводу лампы и герметично заваренного в ножку лампы, о тличающийся тем, что, с целью повышения надежности герметизации, уменьшения продольных габаритов и увеличения механической прочности 65 токоввода, зазор между кромками не
| название | год | авторы | номер документа |
|---|---|---|---|
| Герметичный токоввод в кварцевую колбу газоразрядной лампы | 1981 |
|
SU1012373A1 |
| Газоразрядная импульсная лампа | 1983 |
|
SU1092608A1 |
| Токоввод в лампу из кварцевого стекла | 1977 |
|
SU661652A1 |
| Мощная газоразрядная лампа и способ ее изготовления | 1980 |
|
SU905917A1 |
| Газоразрядная лампа | 1983 |
|
SU1092609A1 |
| Способ изготовления газоразрядной лампы | 1983 |
|
SU1173466A1 |
| Электродный узел газоразрядной лампы | 1984 |
|
SU1224856A1 |
| Электродный узел газоразряднойлАМпы | 1979 |
|
SU838821A1 |
| Герметичный токоввод в кварцевую колбу лампы | 1981 |
|
SU985847A1 |
| Герметичный токоввод в кварцевую колбу | 1981 |
|
SU1001230A1 |
