1
Изобретение относится к литейному производству, преимущественно для получения литья в оболочковой форме по выплавляемым моделям, и может быть использовано в различных отраслях машиностроения, авиастроения и приборостроения для изготовления отливок по выплавляемым моделям.
Известен способ удаления модельной ком позиции из керамических форм по выплавляемым моделям с использованием сверхвысокочастотного излучения, по которому в наружные слои формы вводят мелкодисперсные материалы с высоким коэффициентом диэлектрических потерь 1.
Недостатком данного способа является то, что материалы, повышающие диэлектрические свойства оболочковых форм и тем самым ускоряющие процесс выплавления, находятся в поверхностном слое формы и поэтому нагрев ее начинается с наружных слоев, в результате чего наблюдается градиент температуры по сечению оболочки, что в свою очередь вызывает развитие термических Напряжений, которые приводят к образованию трещин в форме.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ удаления модельной ком11о ицин из керамических форм по выплавляемым моделям путем нагрева формы сверхвысокочастотным излучением. Повышение диэлектрических свойств формы обеспечивается за счет введения по всему объему мелкодисперсных материалов с высоким коэффициентом диэлектрических
,0 потерь 2.
Недостатки данного способа - ухудщение качества поверхности отливок из-за взаимодействия расплавленного металла с добавками, введенными в форму, снижение прочностных свойств формы, сложность технологического процесса изготовления формы, включающая в себя дополнительную операцию предварительного приготовления обсыпочного материала, увеличение себестоимости отливок за счет повыщенного
2Q расхода формовочных материалов и добавок, повыщающих скорость нагрева формы, так как разделить материалы основы формы и мелкодисперсные добавки после очистки отливок от остатков оболочки не представляется возможным.
Цель, изобретения - интенсификация и повышение качества удаления модельного состава и улучшение качества оболочек.
Поставленная цель достигается тем, что формы перед нагревом погружают в жидкий диэлектрик с коэффициентом диэлектрических потерь больше 1 на 3-5 мин. При этом в качестве жидкого диэлектрика используют воду или полиэтиленсилоксановую жидкость.
Погружение формы с моделью в жидкий диэлектрик на 3-5 мин обеспечивает пропитывание им капиллярно-пористого тела формы и повышает коэффициент диэлектрических потерь самой формы в 2-4 раза, что позволяет создать равномерный и быстрый ее нагрев посредством сверхвысокочастотного нагрева, оплавление модельного состава у стенок формы, создание компенсационного зазора между моделью и формой в течение 3-4 с.
Погружение в жидкий диэлектрик обеспечивает нагрев формы равномерно по всему объему с очень большой скоростью. В результате такой операции сокращается время выплавления модельной композиции снижаются растягивающие напряжения на внутренних слоях оболочковой формы за счет снижения в 5-7 раз силового давления модельного состава на форму, уменьщается расход электроэнергии и исходных формовочных материалов, повышается качество отливок.
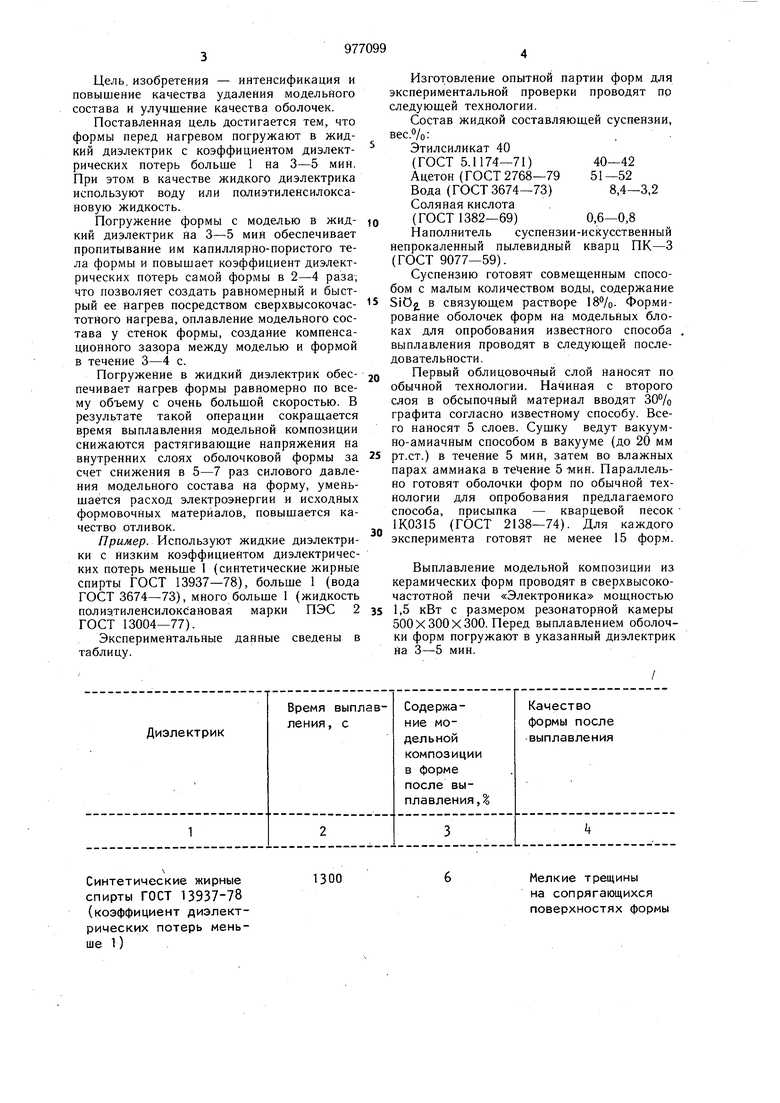
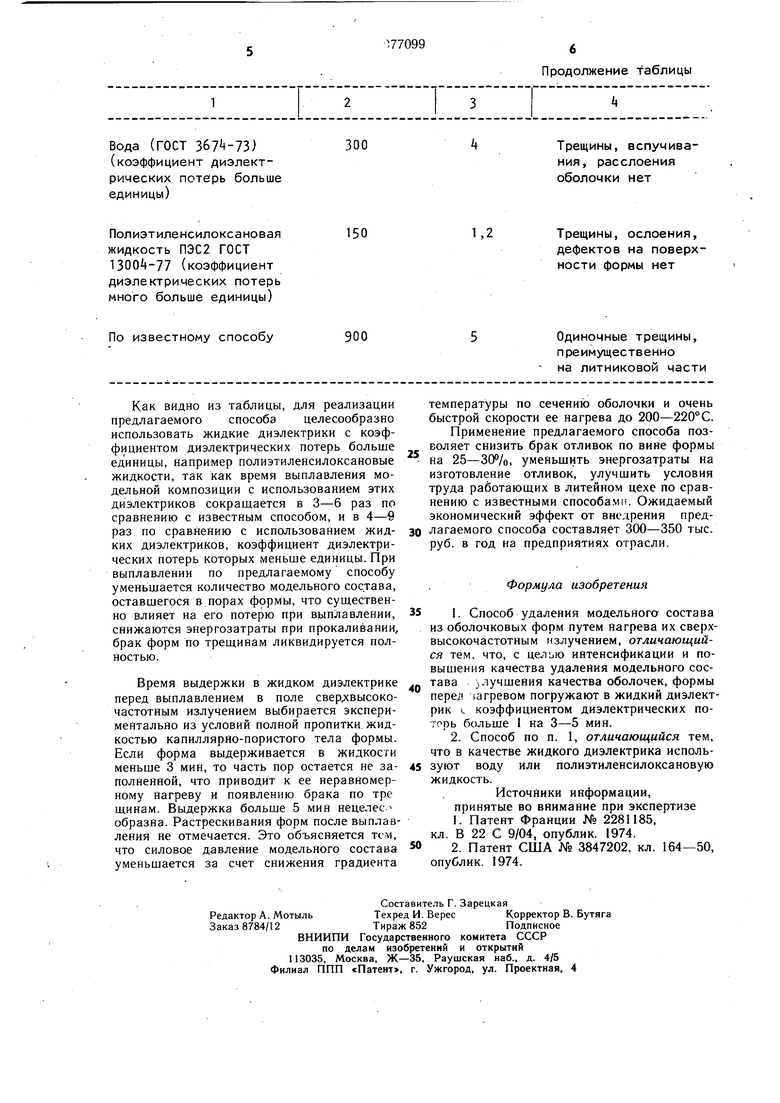
Пример. Используют жидкие диэлектрики с низким коэффициентом диэлектрических потерь меньше 1 (синтетические жирные спирты ГОСТ 13937-78), больше 1 (вода ГОСТ 3674-73), много больше 1 (жидкость полиэтиленсилоксановая марки ПЭС 2 ГОСТ 13004-77).
Экспериментальные данные сведены в таблицу.
Изготовление опытной партии форм для экспериментальной проверки проводят по следующей технологии.
Состав жидкой составляюшей суспензии, вес./о:
Этилсиликат 40
(ГОСТ 5.1174-71)
40-42
Ацетон (ГОСТ 2768-79 51-52
Вода (ГОСТ 3674-73) 8,4-3,2
Соляная кислота
(ГОСТ 1382-69)
0,6-0,8
Наполнитель суспензии-искусственный непрокаленный пылевидный кварц ПК-3 (ГОСТ 9077-59).
Суспензию готовят совмещенным способом с малым количеством воды, содержание SiOg в связующем растворе 18%. Формирование оболоч к форм на модельных блоках для опробования известного способа выплавления проводят в следующей последовательности.
Первый облицовочный слой наносят по обычной технологии. Начиная с второго слоя в обсыпочный материал вводят 30% графита согласно известному способу. Всего наносят 5 слоев. Сущку ведут вакуумно-амиачным способом в вакууме (до 20 мм 5 рт.ст.) в течение 5 мин, затем во влажных парах аммиака в течение 5 -мин. Параллельно готовят оболочки форм по обычной технологии для опробования предлагаемого способа, присыпка - кварцевой песок 1К0315 (ГОСТ 2138-74). Для каждого эксперимента готовят не менее 15 форм.
Выплавление модельной композиции из керамических форм проводят в сверхвысокочастотной печи «Электроника мощностью 1,5 кВт с размером резонаторной камеры 500X300X300. Перед выплавлением оболочки форм погружают в указанный диэлектрик на 3-5 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| Способ изготовления оболочковых форм | 1981 |
|
SU948530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127649C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2604281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2295419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ РАВНООСНОГО ЛИТЬЯ ЖАРОПРОЧНЫХ СПЛАВОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2641205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2008 |
|
RU2368452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
Синтетические жирные спирты ГОСТ 13937-78 (коэффициент диэлектрических потерь меньше V)
Мелкие трещины на сопрягающихся поверхностях формы
