Изобретение относится к машиностроению и может быть использовано при химико-термической обработке деталей и узлов, работающих при высоких температурах, к отдельным участкам которых предъявляются различные требования относительно твердости, жаростойкости, износостойкости и коррозионностойкости, например деталей с,резьбовым соединением, в частности штоков регулирования паровых турбин.
Штоки регулирования паровых турбин работают в паровой среде при 500бОО С в области клапана и при 100150С в области резьбовогосоединения. В области клапана они должны,обладать большими твердостными, износостойкими, жаростойкими и коррозионностойкими свойствами, а в области резьбы .антикоррозионными и задиростойкими свойствами при незначительном повышении твердости.
Известен способ азотирования,обеспечивающий требуемые свойства, включающий обработку деталей по одному режиму l.
Воспользоваться этим способом при азотировании деталей, к разным участкам которых предъявляются различные . прочностные требования нельзя, так
как в результате его применения достигаются одинаковые твердости и глубины насыщения как на резьбе, так и на теле штока. А это значит, что твердость и глубина насыщенного слоя, удовлетворяющие техническим требованиям, предъявляемым к штоку в области клапана, не соответствуют требованиям, предъявляемым к резьбовому соеди10нению - резьба крошится, а режим азотирования , удовлетворяющий требованиям, предъявляе1«ым к резьбовым соединениям по глубине слоя и твердости, недостаточен для тела штока - он
15 быстро срабатывается.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ двойного азотирования. В соответствии с
20 этим способом азотирование проводится в два. этапа: I этап - режим азотирования для резьбы , II этап - режим азотирования для всего штока (при изоляции резьбы жидким стеклом) 2.
25
Известный способ имеет существенные недостатки: процесс .подготовки к азотированию, а также последующие операции трудоемки и нетехнологичны в связи с тем, что после окончания
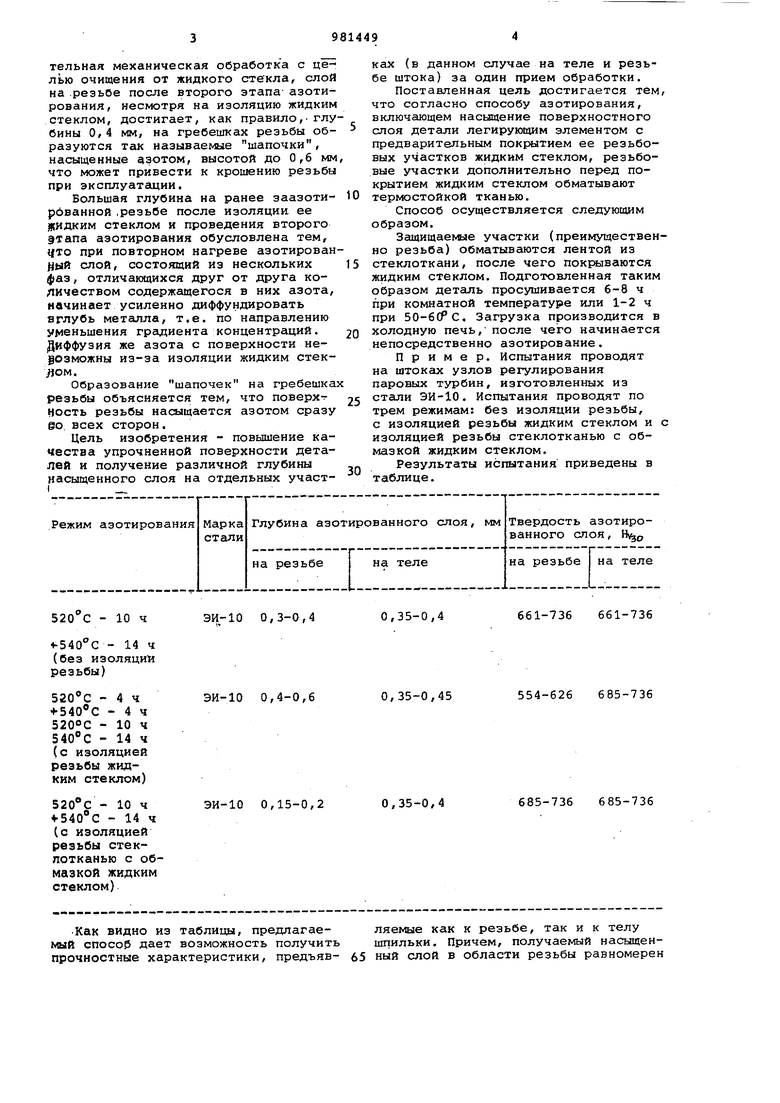
30 термообработки необходима дополнительная механическая обработка с целью очищения от жидкого стекла, слой на .реэьОе после второго этапа азотирования, несмотря на изоляцию жидким стеклом, достигает, как правило/ глу бины О, 4 мм, на гребеитах резьбы образуются так называемые шапочки, насыщенные азотом, высотой до 0,6 мм что может привести к крошению резьбы при эксплуатации. Большая глубина на ранее заазотирбванной .резьбе после изоляции ее жидким стеклом и проведения второго §тапа азотирования обусловлена тем, ЧТО при повторном нагреве азотирован Ный слой, состоящий из нескольких фаз, отличающихся друг от друга количеством содержащегося в них азота, начинает усиленно диффундировать вглубь металла, т.е. по направлению уменьшения градиента концентраций. Диффузия же азота с поверхности не§озможны из-за изоляции жидким стекЛом. Образование шапочек на гребешка резьбы объясняется тем, что поверхНость резьбы насыщается азотом сразу ео всех сторон. Цель изобретения - повышение качества упрочненной поверхности деталей и получение различной глубины насыщенного слоя на отдельных участках (в данном случае на теле и резьбе штока) за один прием обработки. Поставленная цель достигается тем, что согласно способу азотирования, включающем насыщение поверхностного слоя детали легирующим элементом с предварительным покрытием ее резьбо вых участков жидким стеклом, резьбовые участки дополнительно перед покрытием жидким стеклом обматывают термостойкой тканью. Способ осуществляется следующим образом. Защищаемые участки (преимущественно резьба) обматываются лентой из стеклоткани, после чего покЕ лваются жидким стеклом. Подготовленная таким образом деталь просушивается 6-8 ч при комнатной температуре или 1-2 ч при 50-6СРс, Загрузка производится в холодную печь, после чего начинается непосредственно азотирование. Пример. Испытания проводят на штокаис узлов регулирования паровых турбин, изготовленных из стали ЭИ-10. Испытания проводят по трем режимам: без изоляции резьбы, с изоляцией резьбы жидким стеклом и с изоляцией резьбы стеклотканью с обмазкой жидким стеклом. Результаты испытания приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения металлических деталей и покрытие для них | 2022 |
|
RU2779651C1 |
| СПОСОБ ИОННО-ВАКУУМНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ДЕТАЛИ С РЕЗЬБОВОЙ ПОВЕРХНОСТЬЮ | 2009 |
|
RU2428504C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2011 |
|
RU2460826C1 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОКОМПОЗИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2013 |
|
RU2541261C2 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2023 |
|
RU2795620C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЛИННОМЕРНОЙ ПОЛОЙ СТАЛЬНОЙ ДЕТАЛИ | 2012 |
|
RU2493288C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2787278C1 |
| Способ получения резьбовых сегментов сборной быстросъемной гайки резьбового соединения устройства для балансировки автомобильных колес | 2021 |
|
RU2777830C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ПРЕЦИЗИОННОГО АЗОТИРОВАНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2555692C2 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2777058C1 |
ЭИ-10 0,3-0,4
ЭИ-10 0,4-0,6
ЭИ-10 0,15-0,2 Как видно из таблицы, предлагавмый способ дает возможность получить прочностные характеристики, предъяв661-736 661-736
0,35-0,4
554-626 685-736
0,35-0,45
685-736 685-736
0,35-0,4 ляемые как к резьбе, так и к телу шпильки. Причем, получаемый насыщенный слой в области резьбы равномерен по всей ее конфигурации. Это достига ется за счет того, что изоляция Кв данном случае стеклоткань, покрытая жидким стеклом) затрудняет доступ аммиака непосредственно к гребеику резьбы, обеспечивания в то же время его поступление исключительно по резьбовой канавке. Использование предлагаемого способа химико-термической обработки Деталей обеспечивает по сравнению с существующими, следукхдие преимущества: возможность получения различной глубины насьпценного слоя на отдельны участкс1х за один прием обработки, причем насшценный слой однороден по фазовому составу по всей детали, дот стижение равномгрной глубины насыщен ного слоя по всей конфигурации резьб что значительно повышает ее надежность, значительный экономический эф фект за счет сокращения срока термообработки и исключения повторной мех обработки резьбы с целью удаления жидкого стекла. Формула изобретения Способ азотирования резьбовых деталей, включающий насыщение поверхностного слоя детали легирующим элементом с предварительным покрытием ее резьбовых участков жидким стеклом, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности за счет получения заданной глубины насыщаемого слоя на различных участкгис детали,, резьбовые участки перед покрытием жидким стеклом дополнительно обматывают термостойкой тканью. Источники информации, принятые во внимание при экспертизе 1.Минкевич А.Н. Химико-термическая обработка металлов. М., Машиностроение, 1965, с.99-129. 2.Инструкция ТИ-317 Харьковского турбинного завода Азотирование, 1978.
