(k) СПОСОБ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ЭЛЕКТРОЛИЗЕРА

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля состояния межполюсного промежутка электролизера | 1977 |
|
SU717156A1 |
| УСТРОЙСТВО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2006 |
|
RU2301288C1 |
| СПОСОБ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1992 |
|
RU2057823C1 |
| СПОСОБ СЪЕМА ИНФОРМАЦИОННЫХ ПАРАМЕТРОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2007 |
|
RU2359072C1 |
| СПОСОБ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО СОСТОЯНИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2080420C1 |
| Устройство контроля активного сопротивления и обратной ЭДС алюминиевого электролизера | 1987 |
|
SU1463808A1 |
| Способ автоматической стабилизации электрического сопротивления электролизера | 1978 |
|
SU749940A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАССЫ РАСПЛАВЛЕННОГО АЛЮМИНИЯ В ЭЛЕКТРОЛИЗЕРЕ | 2007 |
|
RU2375501C2 |
| Способ контроля обратной ЭДС алюминиевого электролизера | 1984 |
|
SU1196418A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ В АЛЮМИНИЕВОМ ЭЛЕКТРОЛИЗЕРЕ | 2001 |
|
RU2204629C1 |

1
Изобретение относится к промыш- ленному производству алюминия электролизом .криолит-глиноземных расплавов, а более конкретно - к контролю электрохимических параметров межполюсного промежутка алюминиевого электролизера, и может быть использовано при оценке технологических нарушений процесса электролиза.
Известен способ контроля технологического состояния алюминиевого электролизера, основанный на измерении амплитуды колебаний межполюсного напряжения электролизера, по величине которой судят о характере технологического нарушения, например о наличии прямого контакта между расплавом алюминия и анодом, о наличии конусов на подошве анода и др. .
Основным недостатком способов, оенованных на анализе флуктуации меж- . полюсного напряжения электролизера является низкая точность, обусло ленная, во-первых, фильтрующим действием емкости межполюсного напряжения электролизера, в результате чего флуктуации с частотами выше 3-5 Гц, за исключением гармоник питающей сети, имеют низкий уровень .амплитуд, кроме того, очень сильно сказываются флуктуации соседних электролизеров. Поэтому вероятность обнаружения технологических нарушений с помощью способов и устройств, основанных на анализе параметров флуктуации межполюсного нап ряжения, не превышает 70-80% от обще-го количества нарушений.
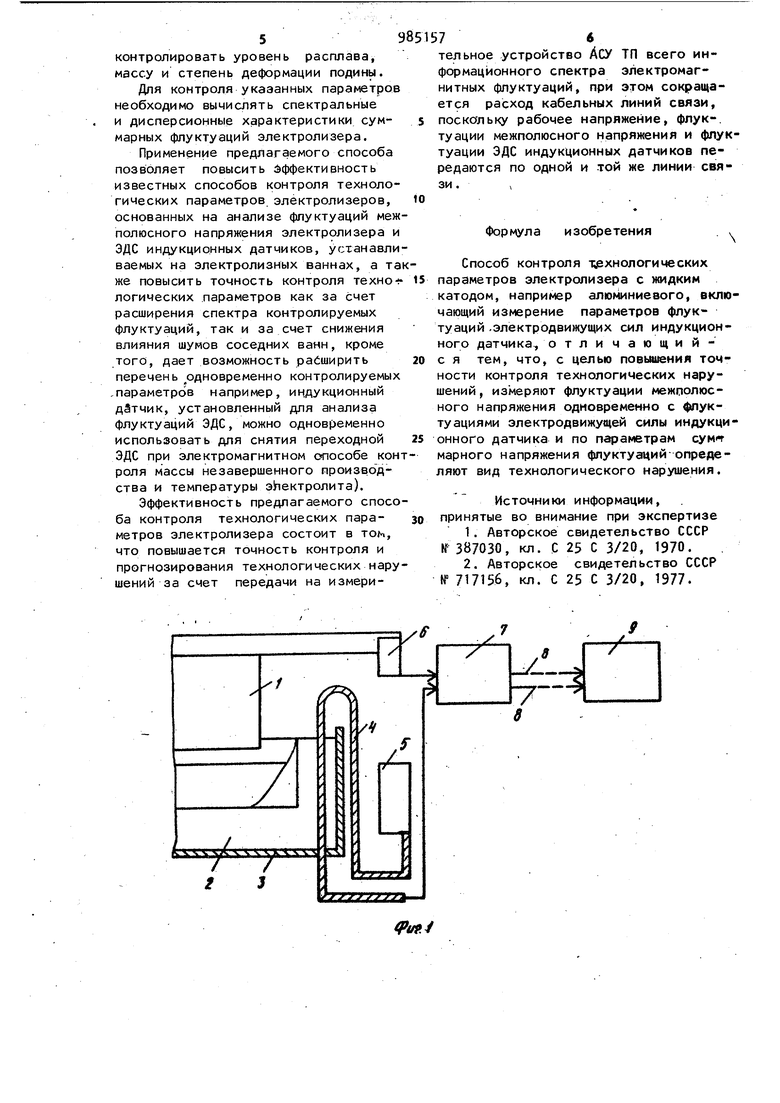
Наиболее близким к предлагаемому является способ контроля состояния межполюсного проке жутка электролизера, включакиций измерение параметров ЭДС пульсаций, снимаемых с индукционного датчика, усиление и разделение полOHM тельных и отрицательных импульсов на ряд уровней, по па39раметрам которых судят о технологиче .ском состоянии межполюсного промежутка электролизера 2. В этом способе исключено влияние флуктуации соседних ванн, но часть спектра флуктуации теряется из-за дифференцирующего действия индукционной рамки. Спектральная плотность распределения флуктуации, сни маемых с индукционной рамки, имеет достаточно высокий уровень амплитуд и не подвержена влиянию соседних ванн. Однако часть технологических нарушений характеризуется параметрами флуктуации в диапазоне 0,1-1,0 Гц которые практически отсутствуют в ЭДС, снимаемой с индукционного датчика. Это снижает вероятность обнаружения некоторых технологических нарушений данным способом. . Цель изобретения - повышение точ ности контроля технологических нару шений. Указанная цель достигается тем, что флуктуации межполюсного напряже ния измеряют одновременно с флуктуа циями электродвижущей силы индукционного датчика и по параметрам суммарного напряжения флуктуации определяют вид технологического нарушения. .На фиг. 1 представлена функциональная схема устройства для реализации предлагаемого способа; на фиг спекТральные характеристики измеряемых величин. Устройство,.с помощый которого осуществляют предлагаемый способ, . включает анод 1 и катод 2 алюминиевого электролизера, стальной кожух 3 катода, индукционный датчик ка тодную шину 5, анодную шину 6, г:ал ванический разделитель 7, линию 8, связи с системой АСУ ТП типа Элект ролиз или Алюминий-ЗА и систему У АСУ ТП. Индукционный датчик 4 охватывает борт катодного кожуха или дополнительную стальную полосу жесткости торца катодного кожуха и соединяется одним концом с катодной шиной 5, а вторым подключается к входной клемме гальванического разделителя 7j вторая входная клемма которого соединяется с анодной шиной 6, а-выход гальванического разделителя связан двухпроводной линией с системой У АСУ ТП. Флуктуации горизонтальной составляющей магнитного поля электролизера наводят в индукционном датчике t ЭДС. Флуктуации ЭДС поступают на гальванический разделитель 7 однсивременно с флуктуациями межполюсного напряжения, что достигается последовательным соединением источников флуктуации .-к входу гальванического разделителя. Низкое сопротивление индукционного датчика не оказывает влияния на амплитуды гармоник флуктуации межполюсного напряжения в диапазоне 0,1-5,0 Гц.,6 то же время низкое сопротивление межполюсного промежутка не снижает амплитуды флуктуации ЭДС индукционного датчика. В результате спектр флуктуации расширяется (фиг. 2 в), что дает возмож- . ность существенно расширить перечень контролируемых параметров за счет анализа полного спектра флуктуации в диапазоне 0-30 Гц. Так, путем вычисления характерной частоты магнитнС,1х шумов в диапазоне Гц можно определять время наступления анодного эффекта. Вычисление характерной частоты производят путем определения спектральной плотности распределения суммарных флуктуации электролизера в указанном диапазоне. Ряд информационных параметров дает автокорреляционная функция флуктуации, по характеру которой можно определить такие параметры , как волны на поверхности металла, поперечные колебания всей-массы металла, интенсивность газовыделения, ro-t рячий ход электролизера. Флуктуирующее токораспределение в межполюсном промежутке создает в. расплаве магнитогидродинамические и газодинамические силы, вызывающие смещение расплава и образование волн на его поверхности. Характерные частоть колебаний массы расплава Бр 0,1-0,5 Гц, а поверхности расплава РП 0,-1,2 Гц, Частота колебаний РФ зависит от массы расплава, сечения стенки настыли и степени деформации подины. Частоты колебаний поверхности расплава Р зависят от высоты и ширины линзы расплава. Учитывая, что ширина линзы расплава изменяется на % за сутки , и производя измерения Гр и F , можно контролировать уровень расплава, массу и степень деформации подины. Для контроля указанных параметро необходимо вычислять спектральные и дисперсионные характеристики суммарных флуктуации электролизера. Применение предлагаемого способа позволяет повысить Эффективность известных способов контроля техноло гических параметров электролизеров, основанных на анализе флуктуации меж полюсного напряжения электролизера и ЭДС индукционных датчиков, устанавли ваемых на электролизных ваннах, а т же повысить точность контроля техно логических параметров как за счет расширения спектра контролируемых флуктуации, так и за счет снижения влияния шумов соседних ванн, кроме того, дает возможность расширить перечень одновременно контролируемых ,параметров например, индукционный датчик, установленный для анализа флуктуации ЭДС, можно одновременно использовать для снятия переходной ЭДС при электромагнитном способе кон роля массы незавершенного производства и температуры эЬектролита). Эффективность предлагаемого спосо ба контроля технологических параметров электролизера состоит в том, что повышается точность контроля и прогнозирования технологических нару шений за счет передачи на измерительное устройство АСУ ТП всего информационного спектра электромагнитных флуктуации, при этом сокращается расход кабельных линий связи, ПОСКОЛЬКУ рабочее напряжение, флук-. туации межполюсного напряжения и флуктуации ЭДС индукционных датчиков передаются по одной и той же линии связи., Формула изобретения, Способ контроля 1;ехнологических параметров электролизера с жидким катодом, например алюминиевого, включающий измерение параметров флуктуации .электродвижущих смп индукционного датчика-, отли чающий с я тем, что, с целью повышения точности контроля технологических нарушений, измеряют флуктуации межоолюсного напряжения одновременно с фпуктуациями электродвижущей силы индукционного датчика и по параметрам марного напряжения флуктуации определяют вид технологического нарушения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 387030, кл. С 25 С 3/20, 1970. 2.Авторское свидетельство СССР 717156, кл. С 25 С 3/20, 1977.
