Изобретение относится к области контроля технологических процессов цветной металлургии, а именно к бесконтактным электромагнитным способам измерения количества расплавленного металла, вообще, и в процессе получения алюминия, в частности.
Известен импульсный электромагнитный способ контроля количества металла в электролизерах, основанный на измерении скорости спада переходной ЭДС в период между импульсами возбуждающего поля. Поле создается приемно-возбуждающей рамкой через время, большее времени затухания вихревых токов в конструктивных элементах электролизера. [1]
При применении известного способа определение массы расплавленного алюминия осуществляется со значительной погрешностью. Так как переходные процессы регистрируются на таких временных отрезках, когда вихревые токи, наведенные в приемной рамке от кожуха агрегата, практически затухают.
Наиболее близким по технической сущности к заявляемому способу является импульсный электромагнитный способ автоматического контроля толщины гарнисажа в технологических агрегатах [2]. Известный способ основан на измерении скорости спада переходной ЭДС в период между импульсами возбуждающего поля, создаваемого приемно-возбуждающей рамкой, помещенной с наружной стороны кожуха на уровне средней линии гарнисажа. Скорость спада переходных ЭДС определяется по отношению логарифма частного двух последовательных значений переходной ЭДС на выбранном участке времени к разности этого времени. Фиксирование переходной ЭДС проводится в моменты времени, не превышающие постоянной затухания вихревых токов в кожухе агрегата.
По способу-прототипу так же как и в аналоге, определение массы расплавленного алюминия осуществляется со значительной погрешностью.
Квадратичная ошибка измерений составляет не менее 600 кг на один электролизер.
В работе [3] описаны наблюдения сложных МГД - процессов в расплаве натрия внутри реактора на быстрых нейтронах при помощи внешних обмоток, воспринимающих колебания магнитного поля, увлекаемого течениями натрия. При этом впервые были обнаружены явления самовозбуждения магнитного поля и «стоячие» волны Альфвена.
В работе [4] описано измерение уровня расплава магния в цилиндрическом миксере с наружной нагревательной обмоткой, состоящей из отдельных параллельных витков и внешней коаксиальной измерительной обмоткой. Последовательное отключение отдельных витков вызывает переходный процесс, позволяющий определить уровень расплава магния.
Ванна алюминиевого электролизера по своей геометрии не позволяет ограничиться измерением уровня в силу его перекосов и колебаний, кроме того, наличие постоянно меняющегося гарнисажа не позволяет считать уровень расплава единственным аргументом в функции «масса алюминия».
С другой стороны, измеряемое жидкометаллическое тело - расплав алюминия - имеет электропроводность, в тысячи раз превышающую электропроводность окружающего расплава. Корытообразный стальной кожух является весьма стабильным магнитопроводом, стабильность которого увеличивается продольным подмагничиванием от вертикального рабочего тока электролизера, т.е. перемещение анода в процессе изменения уровня алюминия мало влияет на магнитные свойства металлического кожуха ванны и точность предлагаемого способа измерений.
Задачей заявляемого способа является повышение точности определения массы расплавленного алюминия.
Технический результат заключается в расположении обмоток внутри ванны в непосредственной близости к металлическому кожуху ванны и в нахождении области частот тока, питающего обмотку, обеспечивающей максимальную точность измерения массы алюминия. Эта область между 10000 и 20000 Гц. Такой интервал частот обеспечивает независимость измерений от волн на поверхности жидкого металла и делает их нечувствительными к электрическому шуму электролизера в силу разницы в частотных интервалах.
Поставленная задача достигается тем, что в способе определения массы расплавленного алюминия в электролизере, включающем подачу напряжения, возбуждение электромагнитного поля, прием и измерение параметров электродвижущей силы (ЭДС), возникающей под влиянием электромагнитного поля, и определение массы расплавленного алюминия по градуировочной прямой, согласно заявляемому изобретению подачу напряжения осуществляют от внешнего источника переменного тока с частотой, обеспечивающей глубину скин-эффекта не больше 1-2 см на одну из двух коаксиальных обмоток, а возбуждение электромагнитного поля и измерение параметров ЭДС в другой коаксиальной обмотке, причем обе обмотки размещают по внутреннему двугранному углу стального ферромагнитного корпуса ванны электролизера не соприкасающимися с расплавом алюминия и определение массы расплавленного алюминия осуществляют в зависимости от напряжения.
Предлагаемый способ определения заключается в том, что во внутренних углах ванны электролизера по всему периметру, в защитной трубе из нержавеющей стали, размещаются две параллельные обмотки - первичная, по которой пропускается переменный ток определенной частоты, и вторичная подключенная к измерительному устройству, измеряющему амплитуду и фазу напряжения, а возможно, и гармонический состав измеряемого сигнала.
Возможно размещение на внутренней поверхности дна кожуха электролизера двойной обмотки в виде змеевика, покрывающего поверхность последнего.
Предлагаемое изобретение иллюстрируется на следующих чертежах:
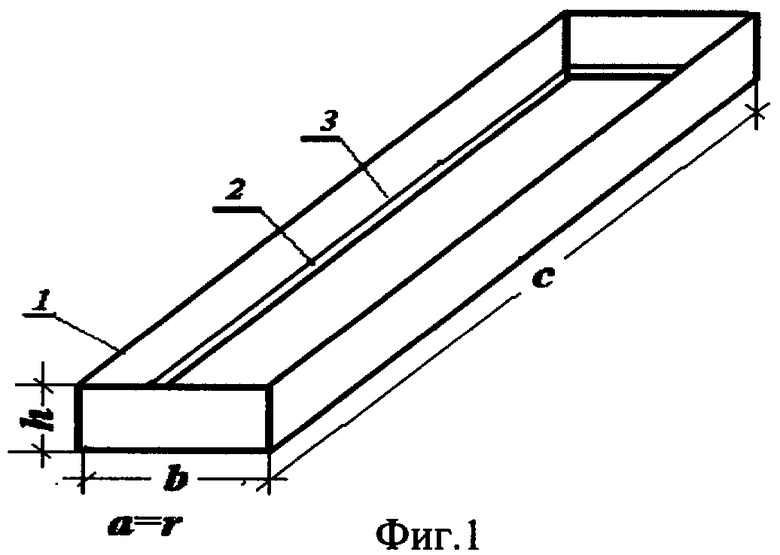
Фиг.1. Схема ванны электролизера и размещение в ней двухобмоточного измерительного контура.
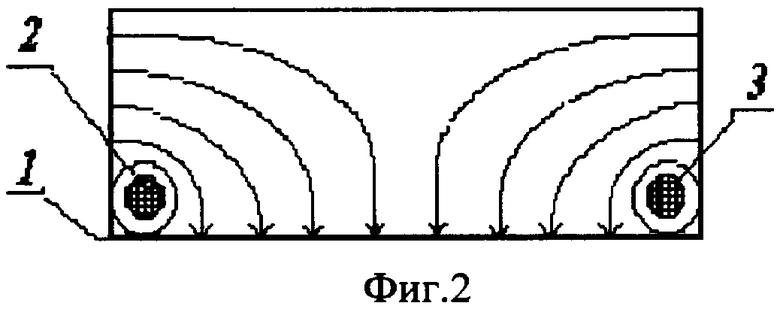
Фиг.2. Схема измерительного поля в ферромагнитном корпусе ванны.
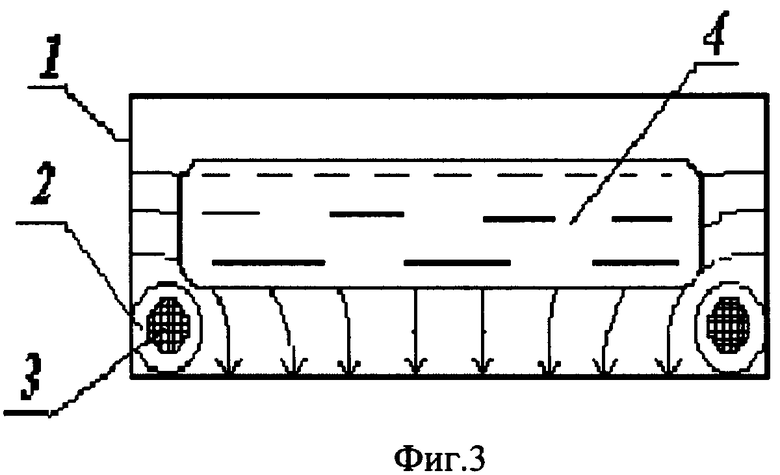
Фиг.3. Схема взаимодействия измерительного поля с алюминиевым слоем расплава, изоляционные материалы в ванне не указаны.
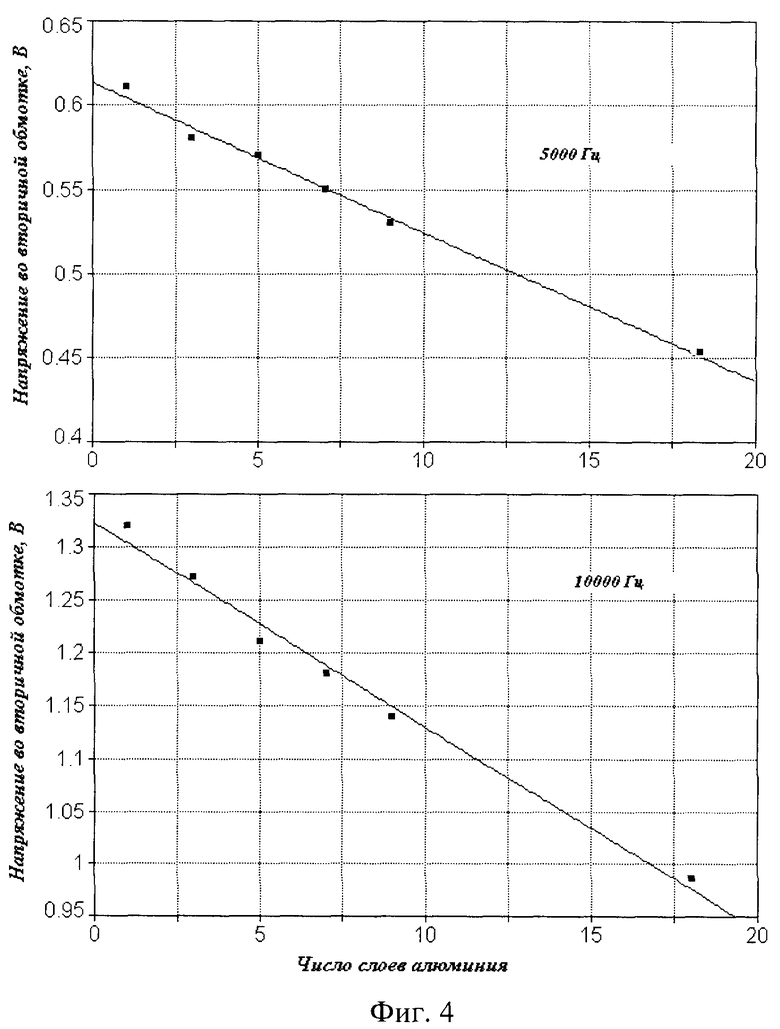
Фиг.4. Результаты измерения ЭДС во вторичном токопроводе как функции количества холодного алюминия в ванне.
Способ определения массы расплавленного алюминия в электролизере осуществляется следующим образом.
Во внутренних углах стального ферромагнитного корпуса ванны 1 (Фиг.1, 2 и 3) по всему периметру в защитной трубе 2 (Фиг.1, 2 и 3) размещаются две параллельные обмотки, не соприкасающиеся с расплавленным алюминием. Первичный токопровод двухобмоточного измерительного контура 3 (Фиг.2 и 3) и вторичный токопровод 4 (Фиг.2 и 3) подсоединены к измерительному устройству, не указанному на чертежах. По первичному токопроводу 3 (Фиг.2 и 3) пропускается ток, достаточный для точных измерений, например, 20 Ампер, частотой 5000-20000 Гц, обеспечивающий глубину скин-эффекта не больше 1-2 см. Вторичный токопровод 4 (Фиг.2 и 3) подключается к измерительному устройству, измеряющему амплитуду и фазу напряжения, а возможно, и гармонический состав сигнала. Эта область между 10000 и 20000 Герц.
Такой интервал частот обеспечивает независимость измерений от волн на поверхности жидкого металла и делает их нечувствительными к электрическому шуму электролизера в силу разницы в частотных интервалах (эти поиски иллюстрируются графиками фиг.4: точности при 10000 Гц больше, чем при 5000 Гц).
Выбирается такой режим, при котором измеряемая электродвижущая сила Б, индуцируемая во вторичном токопроводе 4 (Фиг.2 и 3), линейно зависит от величины объема алюминия в ванне.
Модельные эксперименты, проведенные на холодном алюминии, подтвердили эту зависимость (Фиг.4). Слои алюминия в модельном эксперименте имели одинаковую толщину и температуру, а значит и массу. Отсюда число слоев прямо пропорционально массе.
Влияние внешних факторов у данного конкретного электролизера должно быть учтено при наладке устройства путем измерения напряжения на вторичной обмотке при отсутствии или очень малом количестве алюминия и при его измеренном количестве, например максимально допустимом.
В силу линейности электромагнитных процессов для уточнения математических зависимостей возможно физическое моделирование с критерием подобия - параметром Ценнека, который представляет собой отношение линейных размеров жидкометаллического алюминиевого тела к глубине скин-эффекта.
Физическое моделирование - это построение в лабораторных условиях модели, результаты измерения на которой полностью будут соответствовать измерениям на натуре. Достигается это путем сохранения геометрического подобия натуры и модели, а также сохранения таких безразмерных критериев, как число Рейнольдса, которое отвечает за гидродинамику, и параметра Ценнека, который равен отношению линейного размера ванны к глубине скин-эффекта (это расстояние, на которое проникает электромагнитное поле внутрь металла). Величина глубины скин-эффекта, а тем самым и величина параметра Ценнека - это один из главных моментов предлагаемого способа: если глубина будет очень маленькой, то поле не проникнет и измерять будет нечего - измерительный контур не будет чувствовать жидкий металл.
При потенциометрическом измерении тока в первичном токопроводе и напряжения во вторичном токопроводе при стабилизированной частоте источника питания достигается высокая точность измерения. Чувствительность метода вполне достаточная для того, чтобы измерять количество «вылитого» алюминия с точностью ±80-100 кг, (примерно 1% при опорожнении ванны электролизера на 10 см по высоте ванны электролизера С8-БМ).
Литература
1. А.И.Громыко, Г.Я.Шайдуров. Автоматический контроль технологических параметров алюминиевых электролизеров. Из-во Красноярского университета. Красноярск. 1984, с.81-86.
2. Г.Я.Шайдуров и др. Импульсный электромагнитный способ автоматического контроля толщины гарнисажа в технологических агрегатах. Авторское свидетельство №379673, опубл. 11.07.1973. Бюл. №20.
3. И.М.Кирко, Г.Е.Кирко. О возможности наблюдения новых МГД-явлений в объеме жидкого металла первого контура блока БН-600 Белоярской АЭС. ДАН СССР, 1979, т.246, №3, с.593-596.
4. Э.А.Иодко, И.М.Кирко, Ю.А.Поляков и др. Способ определения уровня металла. Авторское свидетельство №1488709, опубл. 23.06.1989. Бюл. №23.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЯЧЕИСТЫЙ ЭЛЕКТРОЛИЗЕР С БИПОЛЯРНЫМИ ЭЛЕКТРОДАМИ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ (ЭЛЕКТРОЛИЗЕР КИРКО - ПОЛЯКОВА) | 2005 |
|
RU2287026C1 |
| Способ контроля технологических параметров электролизера | 1981 |
|
SU985157A1 |
| СПОСОБ КОРРЕКЦИИ МАГНИТНОГО ПОЛЯ ЭЛЕКТРОЛИЗЕРА ЭРУ-ХОЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245398C1 |
| Способ контроля температурыэлЕКТРОлиТА | 1978 |
|
SU850741A1 |
| Способ контроля состояния межполюсного промежутка электролизера | 1977 |
|
SU717156A1 |
| СИСТЕМА РАЗЛИВА АЛЮМИНИЯ ИЗ МИКСЕРА В ФОРМЫ, ЭЛЕКТРОМАГНИТНЫЕ ПРОБКИ И ЭЛЕКТРОМАГНИТНЫЙ ОТКЛОНИТЕЛЬ ПОТОКА РАСПЛАВА АЛЮМИНИЯ В ЛОТКЕ | 2006 |
|
RU2337787C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ ГЛИНОЗЕМА В КРИОЛИТ-ГЛИНОЗЕМНОМ РАСПЛАВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2370573C2 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1999 |
|
RU2179202C2 |
| Температурный пермеаметр | 1981 |
|
SU1019384A1 |
| ИМПУЛЬСНЫЙ ЭЛЕКТРОМАГНИТНЫЙ СПОСОБ | 1973 |
|
SU379673A1 |
Изобретение относится к области контроля технологических процессов цветной металлургии, а именно к бесконтактным электромагнитным способам измерения количества расплавленного металла. Способ определения включает подачу напряжения, возбуждение электромагнитного поля, прием и измерение параметров электродвижущей силы (ЭДС), возникающей под влиянием электромагнитного поля, и определение массы расплавленного алюминия по градуировочной прямой. Подачу напряжения осуществляют от внешнего источника переменного тока с частотой, обеспечивающей глубину скип-эффекта не больше 1-2 см на одну из двух коаксиальных обмоток. А возбуждение электромагнитного поля и измерение параметров ЭДС производят в другой коаксиальной обмотке. Обе обмотки размещают по внутреннему двугранному углу стального ферромагнитного корпуса ванны электролизера не соприкасающимися с расплавом алюминия, и определение массы расплавленного алюминия осуществляют в зависимости от напряжения. Использование способа при стабилизированной частоте источника питания обеспечивает достижение высокой точности измерения. 4 ил.
Способ определения массы расплавленного алюминия в электролизере, включающий подачу напряжения, возбуждение электромагнитного поля, прием и измерение параметров электродвижущей силы (ЭДС), возникающей под влиянием электромагнитного поля и определение массы расплавленного алюминия по градуировочной прямой, отличающийся тем, что подачу напряжения осуществляют от внешнего источника переменного тока с частотой, обеспечивающей глубину скин-эффекта не больше 1-2 см на одной из двух коаксиальных обмоток двухобмоточного измерительного контура, а в другой коаксиальной обмотке возбуждают электромагнитное поле, измеряют параметры ЭДС и определяют массу расплавленного алюминия в зависимости от напряжения, при этом обе обмотки в защитной трубе размещают по внутреннему двугранному углу стального ферромагнитного корпуса ванны электролизера, не соприкасающимися с расплавом алюминия.
| ИМПУЛЬСНЫЙ ЭЛЕКТРОМАГНИТНЫЙ СПОСОБ | 0 |
|
SU379673A1 |
| СПОСОБ КОНТРОЛЯ КОЛИЧЕСТВА ОСАЖДЕННОГО МЕТАЛЛА В ЭЛЕКТРОЛИЗЕРЕ | 0 |
|
SU398696A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЫСОТЫ СЛОЯ РАСПЛАВЛЕННОГО АЛЮМИНИЯ НА ПОДИНЕ ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2307880C1 |
| СПОСОБ КОНТРОЛЯ ПРОИЗВОДИТЕЛЬНОСТИ ЭЛЕКТРОЛИЗНЫХ ВАНН | 2005 |
|
RU2299932C1 |
| US 5394749 A, 07.03.1995 | |||
| US 6065867 A, 23.05.2000. | |||

