Изобретение относится к переработке полимерных материалов и может быть использовано в экструзионном оборудовании для формования гранул из син- j тетической смолы.
Известна головка для экструзии гранул из синтетической смолы, содержащая наружный цилиндр, отверстие для смолы, экструдируемой через сопла, кольцевое впускное отверстие для нагревательной среды, спиральные змеевики, средства для подачи пара l..
Недостатком головки является слож-, ность ее конструкции, поскольку в ней использовано три типа нагрева: нагрев теплоносителем, паровой нагрев и нагрев с использованием змеевиков. Кроме того, вследствие раз- jo личных степеней нагрева и боль111ого количества элементов однородность нагрева не обеспечивается.
Наиболее близка к изобретению головка для экструзии гранул из син- js тетической смолы, содержащая наружный цилиндр с парой проходящих через него и размещенных в верхней и нижней его части каналов для теплоносителя, внутренний цилиндр, pac-i
положенный коаксиально наружному с образований между ними кольцевого пространства, в котором размещена втулка, снабженная размещенными по окружности и проходящими в осевом направлении соплами и рубйшками для теплоносителя, сообщенными с каналами для теплоносителя ,21.
В этой головке равномерность обогрева сопел может быть обеспечена только при небольшом ее размере и малом количестве сопел. При большом объеме головки и большом количестве сопел их невозможно расположить в одном концентрическом кольце, а в случае расположения сопел в несколько рядов равномерность обогрева всех сопел не может быть достигнута рубаыками для теплоносителя, размещенными внутри и снаружи рядов сопел. Таким образом, известная конструкция головки не обеспечивает равномерность температур сопел, что выражается в образовании гранул различных размеров.
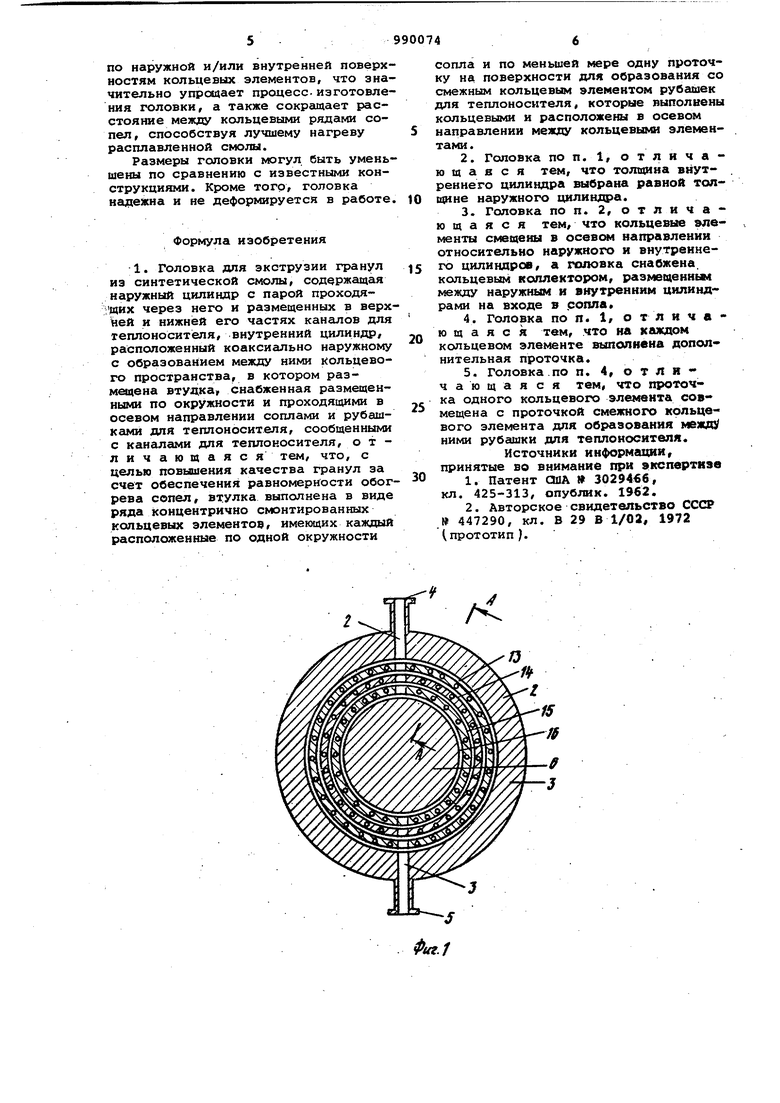
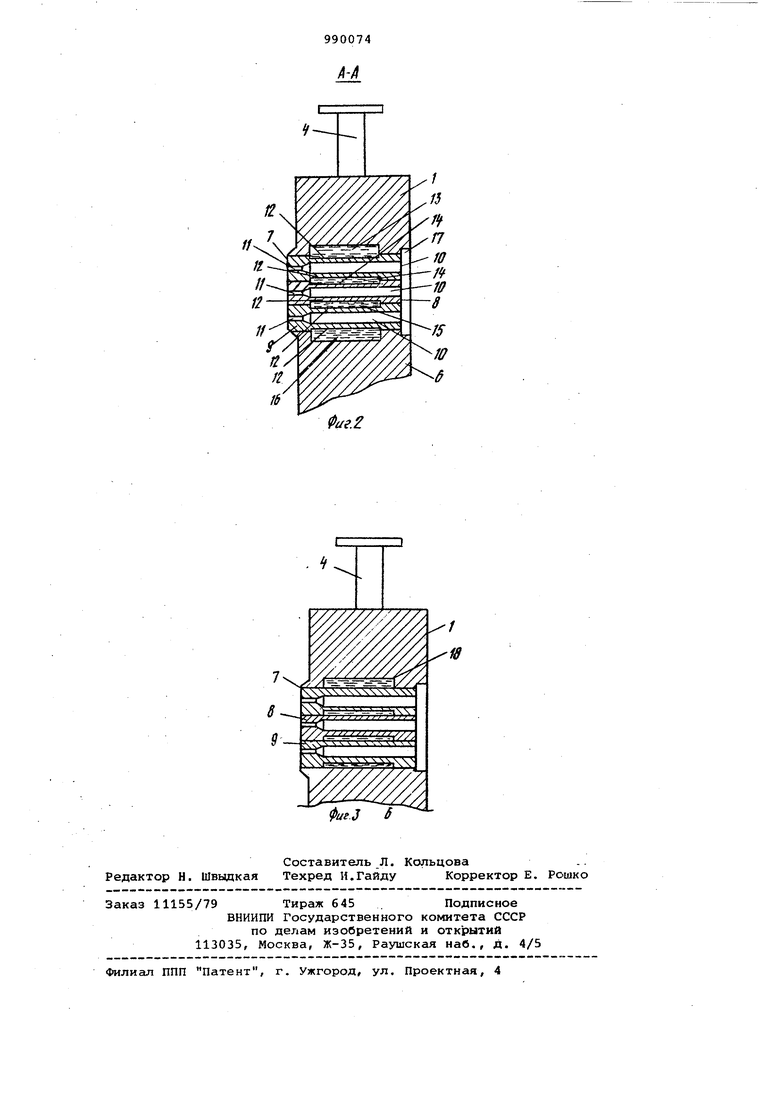
Цель изобретения - повыи1ение качества гранул за счет обеспечения равномерности обогрева сопел. Указанная цель достигается тем, что в головке для экструзии гранул из синтетической смолы, содержащей наружный цилиндр с парой проходящи через него и размещенных в верхней и нижней его -частях каналов для теплоносителя, внутренний цилиндр, расположенный коаксиально наружному с образованием между ними коль цевого пространства, в котором раз мещена втулка, снабженная раэмещен ными по окружности и проходящими в осевом направлении соплами и рубашками для теплоносителя, сообщен ными с каналами для теплоносителя, втулка выполнена в виде ряда концентрично смонтированных кольцевых элементов, имеющих каждый расположенные по одной окружности сопла и по меньшей мере одну проточку на поверхности для образования со смеж ным кольцевым элементом рубашек для теплоносителя, которые выполнены кольцевыми и расположены в осевом направлении между кольцевыми элемен тами. Крслме того, толщина внутреннего цилиндра йыбрана равной толщине наружного цилиндра. Кольцевые элементы смещены в осе вом направлении относительно наружного и внутреннего цилиндров, а головка снабжена кольцевым коллекторо размещенным между наружным и внутре ним цилиндрами на входе в сопла. На каждом кольцевом элементе выполнена дополнительная проточка. Проточка одного кольцевого элемента совмещена с проточкой смежного кольцевого элемента для образо вания между ними рубашки для теплон сителя. На фиг. 1 показана головка для экструзии гранул, поперечный разрез нафиг. 2 - разрез А-А на фиг. 1; на фиг.З - головка для экструзии грану продольный разрез. Головка для экструзии гранул из синтетической смолы содержит наружный цилиндр 1 с парой проходящих через него и размещенных в верхней и нижней его частях каналов 2 и 3 для теплоносителя от периферийной поверхности наружного цилиндра 1 к внутренней его части. В кольцевых частях каналов 2 и 3 предусмотрены штуцеры 4 и 5 с фланцами крепления Внутренний цилиндр 6 имеет толщину, равную толщине наружного цилиндра 1 и расположен коаксиально наружному цилиндру 1 с образованием между ним кольцевого пространства. В последне размещена втулка, выполненная а виде ряда концентрично смонтированных кольцевых элементов 7-9, имею щих каждый расположенные по одной окружности с равным интервалом сопла 10 с участком 11 малого диаметра и по меньшей мере одну проточку 12 или дополнительную проточку на поверхности для образования со смежным кольцевым элементом при совмещении проточек 12 рубашек 121 - 16 для теплоносителя, которые выполнены кольцевыми и расположены в осевом направлении между кольцевыг-м элементами 7 - 9. Рубац1ки 13 - 16 сообщены с каналами 2 и 3 для теплоносителя. Кольцевые элементы 7-9 имеют толщину, равную толщине наружного 1 и внутреннего б цилиндров, и установлены со смещением в осевом направлении относительно наружного 1 и Ьнутреннего 6 цилиндров с образова 1ием между ними кольцевого коллектора 17, размещенного на входе в сопла 10. Головка работает следующим образом. Расплавленную смолу вводят в кольцевой коллектор 17, а затем в сопла 10 и режут ножами (не показаны) при выходе из участков 11 сопел 10 на гранулы, имеющие требуемый размер. При этом в рубашки 13-16 через штуцер 4 и канал 2 подают среду для нагрева расплавленной смолы, проходящей через сопла 10. Благодаря расположению кольцевых рубсцаек 13 - 16 между каждым кольцевым рядом сопел 10юбесг печивается требуемая равномерность нагрева смолы. Среда для нагрева (теплоноситель) выпускается из головки через канал 3, имеющий штуцер 5. Каждый кольцевой элемент 7, 8, 9 (,фиг. 3 ) имеет проточку 12 в периферийной части по внутренней поверхности, а наружный цилиндр 1 выполнен с проточкой 18 по внутренней части. Эффект достигается тот же, что и в головке, показанной на фиг. 2. Возможен вариант выполнения головки, где каждый кольцевой элемент и внутренний цилиндр име.ют проточки для образования рубашек для теплоносителя по наружной перифер;ийной части с достижением того же эффекта, что и в описанных головках. Количество кольцевых элементов и, следовательно, количество рядов со-; пел не ограничивается определенным вариантом и может быть практически любым. В головке для экструзии гранул температура расплавленной смолы поддерживается однорояной, поскольку расплавленная смола внутри сопел однородно нагревается рубашкс1ми, смежными с каждым рядом сопел. Локальные неоднородные колебания температур исключены, тем самым предотвращается за1:устение сглолы и обеспечивается пс1лучение гранул одинаковых размеров. ТСрсме того, рубашки для теплоносителя обрагюваны не сверлениями в детали,а проточками по наружной и/или внутренней поверх ностям кольцевых элементов, что зна чительно упрощает процесс-изготовле ния головки, а также сокращает расстояние межлу кольцевыми рядами сопел , способствуя лучшему нагреву расплавленной смолы. Размеры головки могул быть умень шены по сравнению с известными конструкциями. Кроме того, головка надежна и не деформируется в работе Формула изобретения 1. Головка для экструзии гранул из синтетической смолы, содержащая наружный цилиндр с парой проходя:;щих через него и размещенных в верх Ней и нижней его частях каналов для теплоносителя, внутренний цилиндр/ расположенный коаксиально наружному с образованием между ними кольцевого пространства, в котором размещена втудка, снабженная размещенными по окружности и проходящими в осевом направлении соплами и рубашками для теплоносителя, сообщенными с каналами для теплоносителя, отличающаяся тем, что, с целью повышения качества гранул за счет обеспечения равномерности обог рева сопел, втулка выполнена в виде ряда концентрично смонтированных кольцевых элементов, имеющих каждый расположенные по одной окружности сопла и по меньшей мере одну проточку на поверхности для образования со смежным кольцевым элементом рубашек для теплоносителя, которые выполнены кольцевыми и расположены в осевом направлении между кольцевыми элементами. 2.Головка по п. 1, отличающаяся тем, что толщина внутреннего цилиндра выбрана равной толщине наружного цклищфа. 3.Головка по п. 2, отличающаяся тем, что кольцевые элементы смещены в осевом направлении относительно наружного и внутреннего цилиндров, а головка снабжена кольцевым коллектором, paз 4eцeнным между наружным и внутренним цилиндрами на входе s .сопла 4.Головка по п. 1, отличающаяся тем, .что на каждом кольцевом элементе выполнена дополнительная проточка. 5.Головка.по п. 4, о т л и чающаяся тем, что проточка одного кольцевого элемента совмещена с проточкой смежного кольцевого зле1июнта для образования мезкдУ ними рубашки для теплоносителя. Источники информгщии, принятые во внимание при экспертизе 1.Патент США 30294€6, кл. 425-313, опублик. 1962. 2.Авторское свидетельство СССР 447290, кл. В 29 В 1/02, 1972 прототип ).