Изобретения относятся к области аддитивных технологий для выращивания объемных изделий методом последовательной экструзии и фиксирования между собой двухмерных слоев из расплавленного полимерного материала с последующим отверждением, и могут быть использованы при изготовлении форм оснастки для гальванопластики и малых серий изделий любой формы сложности в разных отраслях промышленности.
Известен способ печати на струйном 3D-принтере, включающий управляемое перемещение печатающей головки 3D-принтера, подачу по меньшей мере двух нитей из плавкого материала в печатающую головку, разогрев нитей посредством нагревателей с контролируемой температурой, попеременное включение одного из сопел посредством модуля управления принтера и подачу нити под давлением в активное сопло. В процессе перемещения подвижной платформы одно из сопел приводится в активное положение посредством расцепления ведомой шестерни приводимого в неактивное положение сопла с ведущей шестерней и зацепление ведомой шестерни приводимого в активное положение сопла. При этом перемещение подвижной платформы смещает положения сопел относительно клапана для сопел, запирая отверстия неактивных сопел и открывая отверстие активного сопла. После полной фиксации подвижной платформы в положении активации первого сопла принтер продолжает печать этим соплом. (Патент РФ №2 609 179 С1. Способ печати на струйном 3D-принтере. МПК: В29С 67/04, B33Y 10/00, B33Y 40/00, В29С 41/32, B41F 17/00. - Опубл. 30.01.2017).
Известен гальванопластический способ формовки сложнопрофилированных деталей, включающий электролитическое осаждение металла переменной толщины на поверхность катода, выполненного в виде формы, погруженной в электролит, посредством размещения в электролите экранирующих устройств и дополнительного катода вдоль вершины радиусного сопряжения формы на расстоянии, прямо пропорциональном наибольшей толщине электролитического осаждения металла на вершине радиусного сопряжения, при этом другая часть потоков направлена по каналам переменного сечения и рассеивается по формообразующей поверхности катода с уменьшением толщины формования стенки детали по мере уменьшения поперечного сечения каналов. (Патент РФ №2 274 683 С1. Гальванопластический способ формовки сложнопрофилированных деталей и устройство для его осуществления. МПК: C25D 1/10, C25D 17/02. - Опубл. 20.04.2006).
Известна печатающая головка для аддитивного производства изделий, содержащая механизм подачи пластиковой нити, механизм подачи армирующего волокна, механизм обрезки армирующего волокна, подающую трубку для пластиковой нити, подающие трубки для армирующего волокна и нагревательный блок. При этом нагревательный блок включает нагреватель, термопару или термистор, два входных канала - канал для армирующего волокна и канал для пластиковой нити, и сопло с выходным каналом для армированного пластика. Причем канал для пластиковой нити соединен с каналом для армирующего волокна внутри нагревательного блока, а входной канал для армирующего волокна расположен соосно с выходным каналом для армированного пластика и имеет диаметр, превышающий диаметр армирующего волокна не более чем в 1,5-2 раза. (Патент РФ №2 662 015 С1. Печатающая головка для аддитивного производства изделий. МПК: В29С 64/165, В29С 67/00, В29С 47/28. - Опубл. 23.07.2018).
Известна печатающая головка, содержащая корпус, в котором расположен подающий элемент для приема и подачи армированной нити в экструдер, узел обрезки, расположенный после подающего элемента, но перед экструдером, раму, соединенную с корпусом, нагреватель, расположенный вокруг экструдера, и датчик температуры, расположенный у сопла экструдера. Дополнительно в экструдер встроен ультразвуковой преобразователь, за счет которого нагреваемая часть экструдера является волноводом ультразвукового преобразователя, фокусирующим ультразвуковые колебания на точке приваривания армированной нити. (Патент РФ №196 751 U1. Печатающая головка. МПК: В29С 64/209, B41J 2/00. - Опубл. 13.03.2020).
Известен 3D-принтер для послойного изготовления объемных деталей, включающий корпус, печатающую головку, расположенную в корпусе, закрепленную на каретке и снабженную модулем ее перемещения в плоскости XY; рабочий стол, выполненный с возможностью подогрева рабочей поверхности, закрепленный на основании и снабженный модулем перемещения по оси Z; контроллер, выполненный с возможностью управления процессом послойного изготовления (выращивания) объемных деталей; катушку (картридж) с проволочным расходным материалом, выполненную с возможностью подачи расходного материала в печатающую головку. Основание рабочего стола выполнено таким образом, что рабочий стол имеет возможность поворота относительно оси Z, X, что, в свою очередь, позволяет при помощи контроллера управления процессом послойного изготовления (выращивания) объемных деталей ориентировать деталь таким образом, чтобы ось печатающей головки совпадала с нормалью к ближайшей точкой поверхности детали. (Патент РФ №198 006 U1. 3D-принтер. МПК: B41F 17/00. - Опубл. 11.06.2020).
Известен экструдер для аддитивной печати металлополимерами, содержащий корпус, в котором установлен шнек. Корпус имеет выходное отверстие. На одном конце корпуса закреплена матричная пластина, на другом конце корпуса установлена поворотная гильза. На корпусе со стороны выходного отверстия установлены катушка индукционного нагрева, и для контроля температуры - термодатчик. (Патент РФ №199 884 U1. Экструдер для аддитивной печати металлополимерами. МПК: В29С 48/78, В29С 48/395, В29С 64/209, B33Y 30/00. - Опубл. 24.09.2020).
Общий недостаток всех известных технических решений заключается в низкой надежности подачи рабочего материала в камеру нагревания экструдера из-за закупоривания канала подачи пруткового материала или заклинивания шнека гранулированным материалом, что снижает качество аддитивной экструзии объемных изделий.
Основной задачей, на решение которой направлены заявляемые технические решения, является повышение надежности и качества аддитивной экструзии слоев расплавленного материала на основу изготавливаемых изделий и друг на друга.
Техническим результатом использования предлагаемых технических решений является повышение надежности и качества аддитивной экструзии слоев расплавленного материала на основу изготавливаемых изделий и друг на друга.
Указанный технический результат достигается тем, что в известном способе аддитивной экструзии объемных изделий, включающем проектирование 3D-модели объемного изделия с преобразованием ее в набор двумерных слоев с соответствующими контурами, подачу расходного полимерного материала в виде, например, филамента, в зону плавления с контролируемой температурой и нагревание его до расплавленного состояния, затем последовательную, многократно повторяющуюся локализованную экструзию расплавленного материала с перемещением сопла до получения двухмерных слоев с наложением их на основу объемного изделия и друг на друга и последующим отверждением, согласно предложенному техническому решению,
подачу расходного полимерного материала в зону плавления осуществляют с воздушным или водяным охлаждением до придания расходному полимерному материалу необходимой упругости с возможностью давления на расплавленный материал буфером, создаваемым пластичностью полимерного материала при переходе его в жидкую фазу, и локализованной экструзии двухмерных слоев с нанесением их на рабочую основу объемного изделия и друг на друга с последующим отверждением и фиксированием с помощью обдувки каждого осаждаемого слоя воздухом, предварительно нагретым до определенной температуры, соответствующей свойствам осажденного полимерного материала;
в качестве полимерного материала используют электропроводящий гибридный дисперсно-упроченный композитный материал.
Указанный технический результат достигается тем, что в известном экструдере, в первом варианте, содержащем устройство подачи филамента в экструдер, индукционный нагреватель, экструзивную головку с соплом для выдавливания расплавленного филамента, и датчиком температуры, согласно предложенному техническому решению,
индукционный нагреватель содержит тигель с нагревательным индуктором, расположенным снаружи тигля, а устройство подачи филамента - радиатор, например, водяного охлаждения подаваемого филамета, расположенный от индукционного нагревателя на расстоянии и соединенные между собой стержнем с аксиальным каналом для подачи филамента в зону плавления, на котором внизу радиатора дополнительно установлен датчик температуры охлаждения филамента, а на конце - закреплена экструзивная головка, в которой установлен датчик для контроля температуры выдавливаемого расплавленного филамента, а снаружи нагревательного индуктора установлен торообразный воздушный коллектор с элементом подогрева, снабженный патрубком подвода сжатого воздуха и форсунками для обдувания осажденного слоя нагретым воздухом;
на стержне, соединяющем устройство подачи филамента и индукционный нагреватель, выполнена наружная проточка, уменьшающая теплообмен между зонами охлаждения и плавления филамента.
Указанный технический результат достигается тем, что в известном экструдере, во втором варианте, содержащем воронку для загрузки расходного гранулированного материала, корпус, установленный в корпусе винтовой шнек для подачи гранулированного материала в зону плавления, экструзивную головку с соплом выдавливания расплавленного гранулированного материала, а со стороны экструзивной головки установлены нагревательный индуктор и датчик температуры выдавливаемого расплавленного материала, согласно предложенному техническому решению,
индукционный нагреватель содержит тигель, снаружи которого расположен нагревательный индуктор, а корпус установлен на радиаторе, например, водяного охлаждения расходного гранулированного материала, при этом шнек размещен в цилиндрическом желобе, соединяющем радиатор и тигель через теплоизолирующую, например, асбестовую прокладку, уменьшающей теплообмен между зонами охлаждения и плавления расходного гранулированного материала, с зоной плавления, на входе в которую дополнительно установлен датчик температуры охлажденного расходного гранулированного материала, причем для вращения шнека на корпусе установлен электропривод, а в корпусе на входе в винтовой шнек дополнительно установлена пружинящая скоба, охватывающая шнек и периодически отжимаемая им, противодействуя заклиниванию шнека подающими гранулами, причем датчик температуры установлен внизу цилиндра на уровне экструзивной головки для контроля температуры выдавливаемого расплавленного материала, а снаружи нагревательного индуктора установлен торообразный воздушный коллектор с элементом подогрева, снабженный патрубком подвода сжатого воздуха и форсунками для обдувания осажденного слоя нагретым воздухом;
вал винтового шнека в зоне плавления выполнен с коническим переходом на больший диаметр, уменьшающий кольцевую толщину плавления гранулированного материала.
Приведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных способа аддитивной экструзии объемных изделий и экструдеров для его осуществления, отсутствуют. Следовательно, заявляемые технические решения соответствует условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемых технических решений, показали, что оно не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками заявляемых технических решений преобразований на достижение указанного технического результата. Следовательно, заявляемые технические решения соответствуют условию патентоспособности «изобретательский уровень».
Заявленные технические решения испытаны и реализованы для изготовления форм оснастки гальванопластики. Следовательно, заявляемые способ аддитивной экструзии объемных изделий и экструдеры для его осуществления соответствуют условию патентоспособности «промышленная применимость».
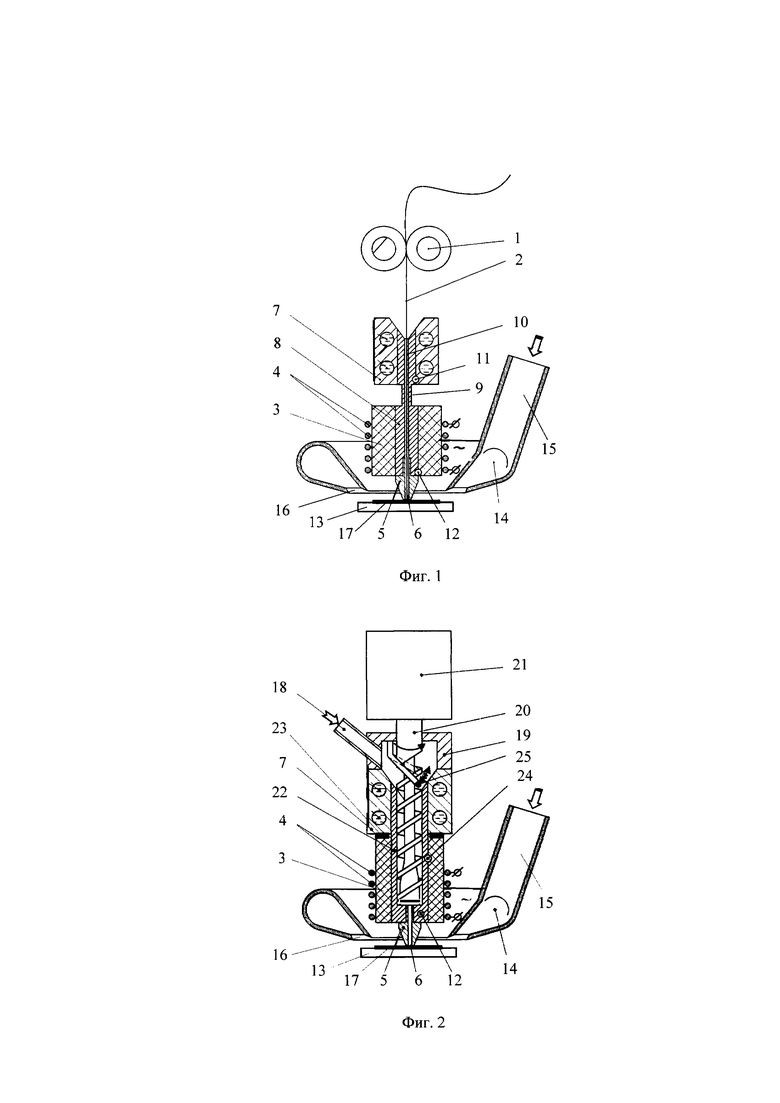
На фиг. 1 представлена схема экструдера с устройством подачи филамента; на фиг. 2 - то же, с винтовым шнеком подачи гранулированного материала.
Сущность способа аддитивной экструзии объемных изделий заключается в подаче расходного полимерного материала в зону плавления с дополнительным воздушным или водяным охлаждением для придания расходному полимерному материалу необходимой упругости с возможностью давления на расплавленный расходный материал буфером, создаваемым пластичностью полимерного материала при переходе его в жидкую фазу, и последовательную, многократно повторяющуюся послойную экструзию двухмерных слоев с соответствующим контуром, каждый из которых последовательно наносят на основу изготавливаемого изделия или на предыдущий слой и фиксируют посредством обдувки каждого осажденного слоя воздухом, предварительно нагретым до определенной температуры, соответствующей свойствам расходного полимерного материала. В качестве полимерного материала используют филамент, гранулированный полимерный материал, армированную полимерную нить или электропроводящий гибридный дисперсно-упроченный композитный материал. Для этого с помощью системы автоматизированного проектирования (САПР) создают конструкцию трехмерной пространственной 3D-модели изготавливаемого объемного изделия с преобразованием ее в набор двухмерных слоев с соответствующими контурами.
Конструкция экструдера, в первом варианте, содержит устройство 1 подачи филамента 2, индукционный нагреватель филамента 2, содержащий тигель 3 и нагревательный индуктор 4, расположенный снаружи тигля 3, и экструзивную головку 5 с соплом 6 для экструзии двухмерных слоев расплавленным филаментом 2. Устройство 1 подачи филамента 2 содержит радиатор 7 водяного охлаждения подаваемого филамента 2, расположенный от индукционного нагревателя на расстоянии и соединенные стержнем 8, выполненным с наружной проточкой 9, уменьшающей теплообмен между зонами охлаждения и плавления филамента 2, и аксиальным каналом 10 для подачи филамента 2 в зону плавления. На соединительном стержне 8 внизу радиатора 7 установлен дополнительный датчик 11 для контроля температуры охлаждения филамента 2, а на конце - закреплена экструзивная головка 5, в которой установлен датчик 12 для контроля температуры расплавленного филамента 2, выдавливаемого на основу 13 изготавливаемого изделия. (Фиг. 1). Снаружи индукционного нагревателя на уровне экструзивной головки 5 установлен торообразный воздушный коллектор 14 с элементом подогрева воздуха (условно не показан), снабженный патрубком 15 подвода сжатого воздуха и форсунками 16 для обдувания осажденного слоя 17 нагретым воздухом до определенной температуры, соответствующей свойствам расходного полимерного проволочного материала 2.
Предлагаемый способ аддитивной экструзии объемных изделий с использованием первого варианта экструдера осуществляют следующим образом.
Перед аддитивной экструзией объемного изделия с помощью САПР создают конструкцию трехмерной пространственной 3D-модели изготавливаемого изделия, которую преобразуют в набор двухмерных слоев с соответствующими контурами и траекториями движения экструдера и вводят в систему управления. Затем конец филамента 2 устанавливают в устройство 1 подачи филамента 2 и аксиальный канал 10 соединительного стержня 8 для последующей подачи филамента 2 в зону плавления экструдера, последний затем включают в сеть электропитания. Радиатор 7 водяного охлаждения подаваемого филамента 2 охлаждает верхнюю часть аксиального канала 10 соединительного стержня 8 до температуры, обеспечивающей придание филаменту 2 дополнительной упругости во избежание закупоривания аксиального канала 10 прилипанием филамента 2. Индукционный нагреватель посредством нагревательного индуктора 4 нагревает зону плавления до температуры, превышающей температуру плавления филамента 2 на 10-15°С, которая поддерживается при помощи системы управления с обратной связью, осуществляемой при помощи датчика температуры 12, с возможностью образования буфера давления на жидкую фазу филамента 2, создаваемого пластификацией полимерного материала. Твердая фаза филамента 2 нагревается в зоне плавления посредством нагревательного индуктора 4 и превращается в жидкую фазу, которая способна под давлением на нее пластичным буфером выдавливаться из сопла 6 экструзивной головки 5. Регулируя скорость подачи филамента 2 можно управлять давлением на жидкую фазу полимерного материала и экструзией двухмерных слоев 17. Экструдер двигают по заданной траектории на расстоянии экструзивной головки 5 от поверхности основы 13, соответствующем толщине наносимого слоя 17, например, 0,05-0,5 мм в зависимости от свойств филамента 2, последовательно и многократно повторяя послойную экструзию двухмерных слоев 17 с соответствующим контуром, каждый из которых фиксируют дополнительным обдуванием каждого осажденного слоя 17 воздухом, предварительно нагретым до определенной температуры, соответствующей свойствам филамента 2, с помощью форсунок 16 торообразного воздушного коллектора 14 с подводом сжатого воздуха по патрубку 15 и снабженного элементом подогрева воздуха. При аддитивной экструзии форм оснастки для гальванопластики, в качестве филамента 2 используют электропроводящий гибридный дисперсно-упроченный композитный материал, например, армированную полимерную нить.
Конструкция экструдера, во втором варианте исполнения, содержит воронку 18 для загрузки расходного гранулированного материала, корпус 19, установленный в корпусе 19 винтовой шнек 20 для подачи гранулированного материала в зону плавления, соединенный с электроприводом 21 вращения шнека 20, установленным на корпусе 19, экструзивную головку 5 с соплом 6 для выдавливания расплавленного гранулированного материала. Со стороны экструзивной головки 5 установлены индукционный нагреватель, содержащий тигель 3, снаружи которого расположен нагревательный индуктор 4. Корпус 19 установлен на радиаторе 7 водяного охлаждения расходного гранулированного материала. Винтовой шнек 20 размещен в вертикально расположенном цилиндрическом желобе 22, соединяющем радиатор 7 и тигель 3 через теплоизолирующую, например, асбестовую прокладку 23, уменьшающей теплообмен между зонами охлаждения и плавления расходного гранулированного материала. (Фиг. 2). На входе в зону плавления дополнительно установлен датчик 24 температуры охлажденного расходного гранулированного материала. В корпусе 19 на входе в цилиндрический желоб 22 винтового шнека 20 дополнительно установлена пружинящая скоба 25, охватывающая шнек 20 и периодически отжимаемая им при вращении, противодействуя заклиниванию шнека 20 подающими гранулами. Вал винтового шнека 20 в зоне плавления выполнен с коническим переходом на больший диаметр, уменьшающий кольцевую толщину плавления гранулированного материала. Датчик 12 температуры установлен внизу желоба 22 на уровне экструзивной головки 5 для контроля температуры выдавливаемого расплавленного материала на основу 13 изготавливаемого изделия. Снаружи нагревательного индуктора 4 установлен торообразный воздушный коллектор 14 с элементом подогрева (условно не показан), снабженного патрубком 15 подвода сжатого воздуха и форсунками 16 для обдувания осажденного слоя 17 нагретым воздухом.
Предлагаемый способ аддитивной экструзии объемных изделий с использованием второго варианта экструдера осуществляют следующим образом.
Перед аддитивной экструзией объемного изделия с помощью САПР создают конструкцию трехмерной пространственной 3D-модели изготавливаемого изделия, которую преобразуют в набор двухмерных слоев с соответствующими контурами и траекториями движения экструдера вводят в систему управления. Затем экструдер включают в сеть электропитания и с помощью воронки 18 подают расходный гранулированный материал, имеющий средний размер гранул 50-150 мкм. Радиатор 7 водяного охлаждения охлаждает в верхней части цилиндрического желоба 22 винтового шнека 20 подаваемый расходный гранулированный материал до температуры, обеспечивающей придание расходному полимерному материалу дополнительной сыпучести во избежание заклинивания винтового шнека 20 и прилипания подающими гранулами под контролем установленного на входе в зону плавления датчика 24 температуры. Индукционный нагреватель посредством нагревательного индуктора 4 нагревает зону плавления до температуры, превышающей температуру плавления расходного гранулированного материала на 10-15°С, и поддерживается при помощи системы управления с обратной связью, осуществляемой при помощи датчика температуры 12, с возможностью образования буфера давления на расплавленный расходный материал, создаваемого пластификацией гранулированного полимерного материала нагреванием в зоне плавления с коническим переходом вала винтового шнека 20 на больший диаметр, уменьшающий кольцевую толщину плавления гранулированного материала, посредством нагревательного индуктора 4, за счет которого интенсифицируется переход твердой фазы гранулированного материала в жидкую фазу, способную под давлением на нее пластичным буфером выдавливаться из сопла 6 экструзивной головки 5 на рабочую поверхность основы 13 изготавливаемого изделия. Регулируя скорость подачи расходного гранулированного материала частотой вращения винтового шнека 20 от электропривода 21 можно давлением на жидкую фазу расходного материала управлять экструзией двухмерных слоев. Экструдер двигают по заданной траектории на некотором расстоянии экструзивной головки 5 от поверхности основы 13, соответствующем толщине слоя, например, 0,05-0,5 мм в зависимости от свойств расходного гранулированного материала, последовательно и многократно повторяя послойную экструзию двухмерных слоев с соответствующим контуром под контролем датчика 12 температуры расплавленного расходного материала, каждый из которых фиксируют дополнительным обдуванием каждого осажденного слоя воздухом, предварительно нагретым до определенной температуры, соответствующей свойствам полимерного гранулированного материала, с помощью форсунок 16 торообразного воздушного коллектора 14 с подводом сжатого воздуха по патрубку 15 и снабженного элементом подогрева воздуха. При аддитивной экструзии форм оснастки для гальванопластики, в качестве полимерного материала используют электропроводящий гибридный дисперсно-упроченный композитный материал из углерод- и/или кремнийсодержащего полимера.
Использование предложенных технических решений позволит повысить качество и производительность аддитивной экструзии объемных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР 3Д ПРИНТЕРА C КОНВЕКЦИОННЫМ НАГРЕВОМ | 2020 |
|
RU2745944C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
| Способ изготовления приёмной гильзы для протезов конечностей на базе технологии трёхмерной FGF-печати | 2024 |
|
RU2841471C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛАМЕНТА | 2024 |
|
RU2840751C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ МЕТОДОМ 3D-ПЕЧАТИ | 2022 |
|
RU2791611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛАМЕНТА ДЛЯ 3D-5D-ПЕЧАТИ С ЗАДАННЫМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2022 |
|
RU2796571C1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| ГЕОРЕШЕТКА И ДРЕНАЖНЫЙ ГЕОКОМПОЗИТ НА ЕЕ ОСНОВЕ, А ТАКЖЕ СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2768878C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
Группа изобретений относится к области аддитивных технологий для выращивания объемных изделий сложной формы методом последовательной экструзии и фиксирования двухмерных слоев из расплавленного полимерного материала с последующим отверждением и может быть использована при изготовлении форм оснастки для гальванопластики и малых серий изделий любой формы сложности в разных отраслях промышленности. Способ аддитивной экструзии объемных изделий включает проектирование 3D-модели объемного изделия с преобразованием ее в набор двухмерных слоев с соответствующими контурами, подачу расходного полимерного материала в зону плавления с контролируемой температурой и нагревание его до расплавленного состояния, последовательную многократно повторяющуюся локализованную экструзию расплавленного материала с перемещением сопла до получения двухмерных слоев с наложением их на основу объемного изделия и друг на друга и последующим отверждением. Подачу расходного полимерного материала в зону плавления осуществляют с воздушным или водяным охлаждением до придания расходному полимерному материалу необходимой упругости с возможностью давления на расплавленный материал буфером, создаваемым пластичностью полимерного материала при переходе его в жидкую фазу, и локализованной экструзии двухмерных слоев с нанесением их на основу изделия и друг на друга с последующим отверждением и фиксированием обдувкой каждого осаждаемого слоя воздухом, предварительно нагретым до определенной температуры, соответствующей свойствам осажденного полимерного материала. В качестве полимерного материала используют электропроводящий гибридный дисперсно-упрочненный композитный материал. Согласно одному из вариантов экструдер содержит устройство подачи филамента в экструдер, индукционный нагреватель, экструзивную головку с соплом для выдавливания расплавленного филамента. Индукционный нагреватель содержит тигель с нагревательным индуктором, расположенным снаружи тигля, а устройство подачи филамента - радиатор водяного охлаждения, расположенный от индукционного нагревателя на расстоянии, соединенные между собой стержнем с аксиальным каналом для подачи филамента в зону плавления, выполненным с наружной проточкой, уменьшающей теплообмен между зонами охлаждения и плавления филамента. На стержне внизу радиатора дополнительно установлен датчик контроля температуры охлаждения филамента, а на конце закреплена экструзивная головка, в которой установлен датчик температуры выдавливаемого расплавленного филамента. Технический результат - повышение качества и производительности аддитивной экструзии объемных изделий. 3 н. и 3 з.п. ф-лы, 2 ил.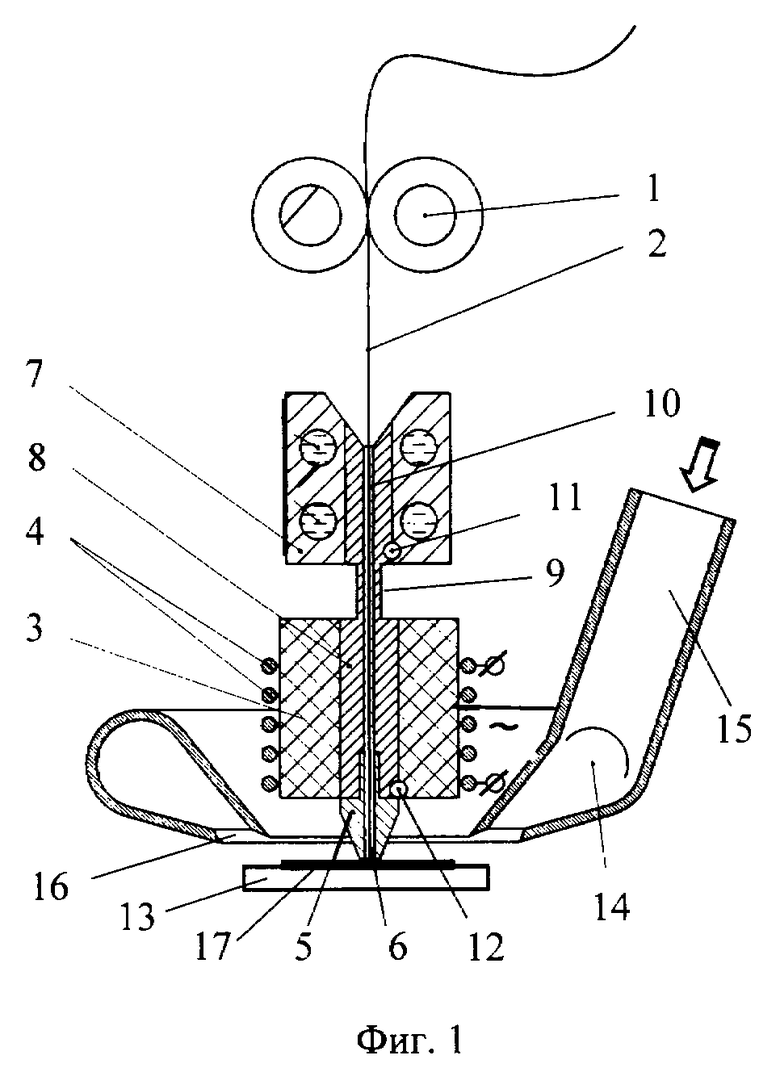
1. Способ аддитивного экструзии объемных изделий, включающий проектирование 3D-модели объемного изделия с преобразованием ее в набор двухмерных слоев с соответствующими контурами, подачу расходного полимерного материала в зону плавления с контролируемой температурой и нагревание его до расплавленного состояния, затем последовательную многократно повторяющуюся локализованную экструзию расплавленного материала с перемещением сопла до получения двухмерных слоев с наложением их на основу объемного изделия и друг на друга и последующим отверждением, отличающийся тем, что подачу расходного полимерного материала в зону плавления осуществляют с воздушным или водяным охлаждением до придания расходному полимерному материалу необходимой упругости с возможностью давления на расплавленный материал буфером, создаваемым пластичностью полимерного материала при переходе его в жидкую фазу, и локализованной экструзии двухмерных слоев с нанесением их на рабочую основу объемного изделия и друг на друга с последующим отверждением и фиксированием с помощью обдувки каждого осаждаемого слоя воздухом, предварительно нагретым до определенной температуры, соответствующей свойствам осажденного полимерного материала.
2. Способ по п. 1, отличающийся тем, что в качестве полимерного материала используют электропроводящий гибридный дисперсно-упрочненный композитный материал.
3. Экструдер для осуществления способа по п. 1, содержащий устройство подачи филамента в экструдер, индукционный нагреватель, экструзивную головку с соплом для выдавливания расплавленного филамента и датчиком температуры, отличающийся тем, что индукционный нагреватель содержит тигель с нагревательным индуктором, расположенным снаружи тигля, а устройство подачи филамента - радиатор, например, водяного охлаждения подаваемого филамента, расположенный от индукционного нагревателя на расстоянии, соединенные между собой стержнем с аксиальным каналом для подачи филамента в зону плавления, на котором внизу радиатора дополнительно установлен датчик температуры охлаждения филамента, а на конце закреплена экструзивная головка, в которой установлен датчик для контроля температуры выдавливаемого расплавленного филамента, а снаружи нагревательного индуктора установлен торообразный воздушный коллектор с элементом подогрева, снабженный патрубком подвода сжатого воздуха и форсунками для обдувания осажденного слоя нагретым воздухом.
4. Экструдер по п. 3, отличающийся тем, что на стержне, соединяющем устройство подачи филамента и индукционный нагреватель, выполнена наружная проточка, уменьшающая теплообмен между зонами охлаждения и плавления филамента.
5. Экструдер для осуществления способа по п. 1, содержащий воронку для загрузки расходного гранулированного материала, корпус, установленный в корпусе винтовой шнек для подачи гранулированного материала в зону плавления, экструзивную головку с соплом для выдавливания расплавленного гранулированного материала, а со стороны экструзивной головки установлены нагревательный индуктор и датчик температуры выдавливаемого расплавленного материала, отличающийся тем, что индукционный нагреватель содержит тигель, снаружи которого расположен нагревательный индуктор, а корпус установлен на радиаторе, например, водяного охлаждения расходного гранулированного материала, при этом шнек размещен в цилиндрическом желобе, соединяющем радиатор и тигель через теплоизолирующую, например асбестовую, прокладку, уменьшающую теплообмен между зонами охлаждения и плавления расходного гранулированного материала, с зоной плавления, на входе в которую дополнительно установлен датчик температуры охлажденного расходного гранулированного материала, причем для вращения шнека на корпусе установлен электропривод, а в корпусе на входе в винтовой шнек дополнительно установлена пружинящая скоба, охватывающая шнек и периодически отжимаемая им, противодействуя заклиниванию шнека подающими гранулами, причем датчик температуры установлен внизу цилиндра на уровне экструзивной головки для контроля температуры выдавливаемого расплавленного материала, а снаружи нагревательного индуктора установлен торообразный воздушный коллектор с элементом подогрева, снабженный патрубком подвода сжатого воздуха и форсунками для обдувания осажденного слоя нагретым воздухом.
6. Экструдер по п. 5, отличающийся тем, что вал винтового шнека в зоне плавления выполнен с коническим переходом на больший диаметр, уменьшающий кольцевую толщину плавления гранулированного материала.
| 0 |
|
SU199884A1 | |
| КОММУТАЦИОННОЕ УСТРОЙСТВО | 0 |
|
SU169634A1 |
| Способ получения трехмерных изделий сложной формы из высоковязких полимеров и устройство для его осуществления (варианты) | 2017 |
|
RU2664962C1 |
| Способ трехмерной печати термопластичным композиционным материалом | 2019 |
|
RU2722944C1 |
| 0 |
|
SU199884A1 | |
| СПОСОБ ПОЛУЧЕНИЯ 1,2-ДИРОДАНИЗОБУТИРАЦЕЛЛЮЛОЗЫ.. ПАТи:и'{5- I'' 9Ъ ТЕХ1!И^К;'Ай,,,-г -м'" ' •'" ЛЬ',Б..1-^''- ' • | 0 |
|
SU173739A1 |
| US 2017151704 A1, 01.06.2017. | |||

