54) УСТРОЙСТВО ДЛЯ ДВУХПОСТОВОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехфазный выпрямитель | 1978 |
|
SU721266A2 |
| Многорежимный источник питания | 2017 |
|
RU2652089C1 |
| Преобразователь переменногоНАпРяжЕНия B пОСТОяННОЕ | 1979 |
|
SU794697A1 |
| Источник питания для импульсно-дуговой сварки | 1986 |
|
SU1333500A1 |
| Преобразователь переменного напряжения в постоянное | 1978 |
|
SU782089A1 |
| СПОСОБ ПОСТРОЕНИЯ СИСТЕМЫ УПРАВЛЕНИЯ ТРЕХФАЗНЫМ МОСТОВЫМ ВЫПРЯМИТЕЛЕМ И ТРЕХФАЗНЫМ РЕГУЛЯТОРОМ ПЕРЕМЕННОГО НАПРЯЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2658312C1 |
| Выпрямитель для сварки | 1979 |
|
SU863223A1 |
| Преобразователь переменного напряжения в постоянное | 1983 |
|
SU1078558A1 |
| Источник питания для дуговой сварки | 1985 |
|
SU1294523A1 |
| 12К-фазная компенсированная система электропитания | 1986 |
|
SU1379912A1 |
1
Изобретение относится к устройствам для двухпостовой импульсно-дуговой сварки от одного источника тока, которые могут быть использованы для сварки сталей и цветных металлов.
Известно устройство для двухпостовой импульсно-дуговой сварки, содержащее трехфазный трансформатор, вторичные обмотки которого выведены средними точками, соединенными звездой, причем вторичная обмотка сформирована в шестифазной системе. Фазные секционные обмотки вторичной стороны трансформатора посредством переключателя числа обмоток и диодов, ориентированных в одном направлении, равномерно распределены по числу и по.лярности к цепям двух сварочных постов. Каждая из этих сварочных цепей содержит по три соединенных в общую точку вывода фазных секционных обмоток, которые отдельными дросселями для каждого поста через сварочные дуги имеют связь с центром звезды щестифазной .системы.
Недостатком этого устройства является то, что оно не позволяет регулировать продолжительность импульсов что создает
затруднения при дозировке количества . энергии, вносимой импульсами в сварочный процесс.
Задачей изобретения является создание устройства для двухпостовой импульсно5 дуговой сварки, которое обеспечило бы регулирование продолжительности импульсного тока.
Задача изобретения рещена устройством для двухпостовой импульсно-дуговой сварки,
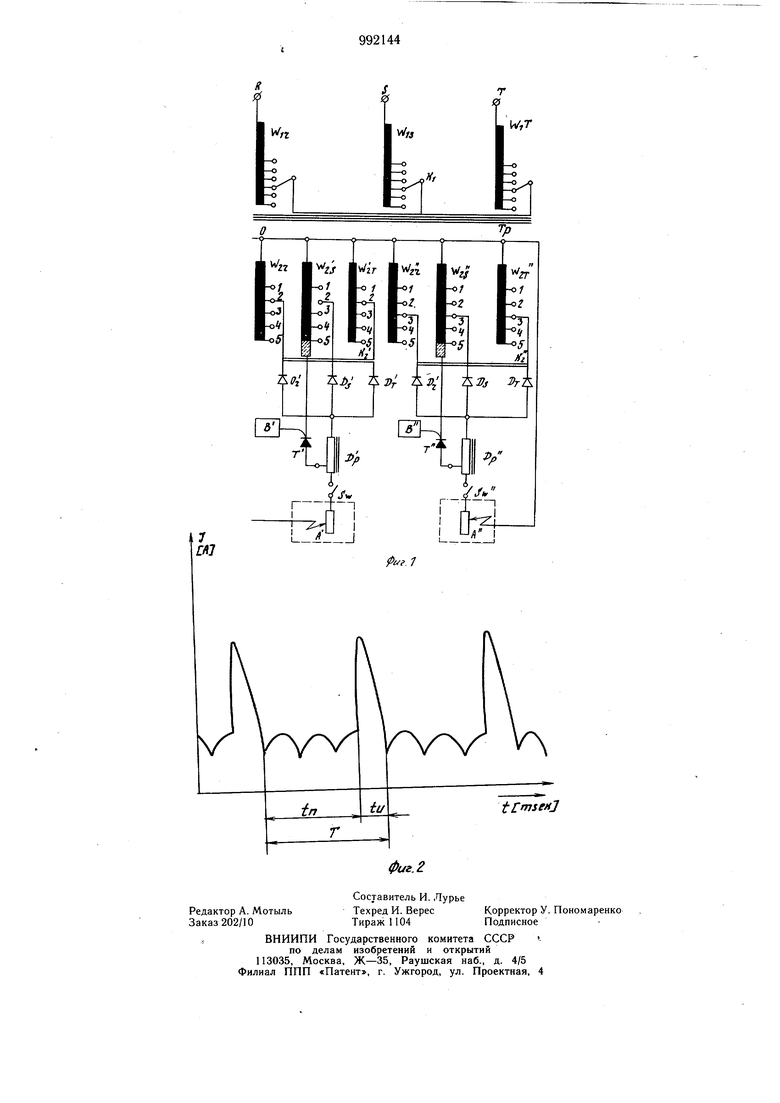
Q которое содержит трехфазный трансформатор, вторичные обмотки с выведенными средними точками, которые соединены звездой, причем таким образом на вторичной стороне трансформатора сформирована щестифазная система. Фазные секционные об15 мотки посредством переключателей числа обмоток и диодов, ориентированных в одном направлении, равномерно распределены по числу и полярности к цепям двух сварочных постов. Каждая из этих сварочных
2Q цепей содержит по три соедияенных в общую точку вывода фазных секционных обмоток, которые отдельными дросселями для каждого поста через сварочные дуги имеют связь с центоом звезды щестифазной системы. Каждый из дросселей обоих сварочных постов имеет регулируемый вывод, который тиристором соединен с выводным кондом полного числа витков одной из фазных секционных обмоток из состава этой же сварочной цепи. Диоды и тиристоры должны быть ориентированы в одном направлении к выводам фазных секционных обмоток шестифазной системы. Управляющие электроды обоих тиристоров соединены с блоками управления. Число витков фазных секционных обмоток, которые соединены с тиристорами, может быть по крайней мере равно или больше, чем число витков остальных секционных обмоток. На фиг. 1 представлена схема примерНого выполнения устройства; на фиг. 2 - диаграмма времени сварочного тока в одном из сварочных постов. Устройство для двухпостовой импульсно-дуговой сварки содержит трехфазный трансформатор Тр, первичные .фазные обмотки WIT , Wis и iT которого соединены звездой посредством ступенчатого переключателя KI- Вторичные фазные обмотки трансформатора - с выведенными средними точками, которые соединены звездой, причем вторичная обмотка трансформатора сформирована в шестифазной системе, состоящей, из фазных секционных обмоток соответственно V/js , VV/g и ., w/T ВыводЕз фазных секционных обмоток 2г 2 н .2Т шестифазной системы классифицированы по числу витков обмоток концами 1-5, посредством которых с помощью переключателя Ка в отдельности присоединены к катодам диодов Djl, DC, и DT , аноды которь х соединены в общей точке, к которо.й сцеплен один конец дросселя Dp , другой конец которого через переключатель Sn и сварочную дугу А первого сварочного поста 1 имеет Связь с центром звезды О шестифазной. Дроссель Dp имеет также регулируемый вывод, соединенный с анодом тиристора Tf катод которого соединен с выводом фазной секционной обмотки Was , напряжение которой равно или больше, чем напряжение остальных двух фазных секционных обмоток и цепи первого сварочного поста I. Управляющий электрод тиристора Т соединен с блоком вуправления. Выводы остальных фазных секционных обмоток 2 и VVj аналогично классифицированы по числу витков обмоток концами 1-5, (посредством которых с помощью переключателя в отдельности присоединены к катодам диодов D , DS и Df , аноды которых соединены в общей точке, к которой сцеплен один конец дросселя DP-, другой конец которого через переключатель SjJ и сварочную дугу А второго сварочного поста II имеет связь с центром звезды О шестифазной системы. Дроссель Dp также имеет регулируемый вывод, соединенный с анодом тиристора Tf катод которого соединен с выводом фазной секционной обмотки W/g, напряжение которой равно или больше напряжения остальных фазных секционных обмоток и V2г. На фиг. 1 пунктирной линией обозначены удлиненные фазные секции Wjs , у которых повыщенное число витков обмоток по сравнению с числом витков обмоток остальных фазных секций W, , 2г - т и Шгт . Устройство работает следующим образом. Первый случай. Фазные секционные обмотки , W/C, имеют напряжение, которое равно напряжению остальных фазных секционных обмоток V , соответственно , W/T и соответственные тиристоры т Т заперты. В этом случае сварочные дуги А и А работают в безимпульсном режиме, так как одинаковое по величине напряжение каждой из групп фазных секционных обмоток , Was , соответственно , , обуславливает одинаковые амплитудные величины сварочного тока обоих постов I и II. Дуги А и А могут работать в безимпульсном режиме при различных величинах тока в обоих сварных постах I и II. Это достигается переключателями Кз и Kg- Например, переключатель Kj контактирует с концами 2 клемм группы фазных секционных обмоток г . s , W2T. а переключатель Кг контактирует с концами 3 клемм группы фазных секционных обмоток г, w/, V . Второй случай. Фазные секционные обмотки и Wjs имеют напряжение, равное напряжению остальных фазных секционных обмоток , соответственно 5. , Они б определяют протекание основного безимпульсного компонента . сварочного тока в дуге А соответственно А через оба сварочных поста 1, соответственно II, так как это описано в упомянутом случае, при кратковременном отпирании тиристоров т, соответственно Т в моментах достижения величин тока, низких от максимальных в фазных секционных обмотках Д соответственно через сварочные цепи дуг А, соответственно А, протекают импульсные токи, которые отлагаются на упомянутом выше основном компоненте. Импульсный ток генерируется при кратковременном включении тиристоров Т соответственно Л ко всему напряжению фазных секционных обмоток Wj соответственно Wjj , а также меньшей индуктивностью дросселей Dp , соответственно Dp, в отношении протекающего импульсного тока. На фиг. 2 представлена диаграмма времени сварочного тока для одного из сварочйых постов I и II. в изображенном на диаграмме времени периоде Т основной компонент сварочного тока состоит из токов фазных секционных обмоток Wjj, Wj , W2T или Wjr , W/s , W/T ,.. снятых посредством переключателей КЬ и Кг. В момент отпирания тиристора Тили Т с продолжительностью проводимого состояния t ц к основному току дуги А соответ-, ственно А, определенному фазной секционной обмоткой соответственно добавляется импульсный ток, который определяется всем напряжением фазной секционной обмоткой , соответственно , а также незначительная- величина индуктивности дросселя Dp, соответственно Dp . В диаграмме времени ti-обозначает пауза между импульсами.
Третий случай. Амплитуда импульсного тока увеличивается еще больше, если фазные секционные обмотки 5 соответственно , выполнены ассиметрическими с большим числом витков по сравнению с остальными фазными. секциями W,. , Wzf , соответственно , На фиг. 1 изображена асимметричность упомянутых фазных обмоток соответственно удлинением этих обмоток посредством пунктирных линий.
Обе дуги А и не зависимы друг от друга и могут действовать как в различное время, также и одновременно. Параметры сварочного тока обеих дуг могут быть одинаковы или вполне различны как в отношении основного компонента, так и в отношении величины и продолжительности амплитуд. Регулирование амплитуд импульсов осуществляется путем дополнительного включения или выключения витков фазной секционной обмотки W, соответственно (-не показано) Время и продолжительность отпирания тиристора Т, соответственно Т, определяется блоком в управления, соответственно В
Обе группы фазных секционных обмоток , , W2T и . W/s , WjT можно включать также в параллельную работу к одному сварочному посту (не показано).
Формула изобретения
Устройство для двухпостовой импульсно-дуговой сварки, содержащее трехфазный трансформатор, вторичные обмотки которого с выведенными средними точками, соединенными звездой, формируют шестифазную. систему, фазные секционнйе обмотки которой посредством переключателей числа витков и диодов, ориентированных
Q в одном направлении, равномерно распределены по числу и полярности к двум сварочным цепям, причем у каждой по три соединенных в общей точке вывода, которые посредством отдельных дросселей для каждого поста через сварочные дуги
5 имеют связь с центром звезды шестифазной системы, отличающееся тем, что каждый из обоих дросселей (Dp , Dp ) имеет регулируемый вывод, который посредством тиристора (Т Т) соединен с выводным концом
полного числа витков одной из фазных
секционных обмоток (2& 2s - тава этой же сварочной цепи, причем диоды {D; ,D; , D; , Dp , ol , D; ) и ти,ристоры (Т, Т ориентированы в одном направлении в отношении фазных секционных 5 обмоток (Wj, Wgs . W , . W4 ) щестифазной системы, а управляющие электроды обоих тиристоров (Т, Т соединены с блоками управления {В, В).
- 2. Устройство по п. 1, отличающееся тем, что число витков фазных секционных обмоток (s , 2s ) которые соединены стиристорами (Т{ Т, равно числу витков остальных фазных секционных обмоток
(. W/,, w/, w;).
5 3. Устройство по п. 1, отличающееся тем, что число витков фазных секционных обмоток (в « которые соединены с тиристорами (Т Т), больше, чем число витков остальных фазных секционных обмоток (w;,, w/, w/,, w;; ).
Признано изобретением по результа-, там экспертизы, осуществленной Ведомством по изобретательству Народной Рес:публики Болгарии.
