1
Изобретение относится к станкостроению, преимущественно к инструментальной промышленности, и может быть использовано при экспериментальных исследованиях абразивной обработки.
Известно устройство для определения длины единичных срезов, состоящее из магнита для выделения стружек из щлама и микроскопа для определения их длины 1.
К недостаткам этого устройства относятся больщая трудоемкость и низкая точность измерений.
Известно также устройство для определения длины и числа единичных срезов, состоящее из круга с токопроводным зерном, щлифуемого образца, двух токосъемников, источника постоянного тока и регистрирующего прибора 2.
К недостаткам прибора относятся: невозможность замеров фактической длительности контакта с учетом его прерывистости из-за наличия шероховатости; невозможность замера фактической длительности любого заранее заданного контакта; невозможность регистрации суммарной длительности контакта за определенное число оборотов; невозможность регистрации длительности
контакта с одиночным выступом шероховатости .
Кроме того, возникают трудности автоматизации регистрации и обработки получаемой информации.
5 Цель изобретения - увеличение числа регистрируемых параметров, повышение точности измерений и снижение трудоемкости их обработки.
Указанная цель достигается тем, что в устройство, содержащее абразивный круг с токопроводящим зерном, токосъемники, источник питания, регистрирующий прибор, введены датчик оборотов, импульсный трансформатор, электронный ключ-инвертор, частотомер-хронометр, схема И, формирова15 тель сигнала, два счетчика импульсов, электромагнитное реле.
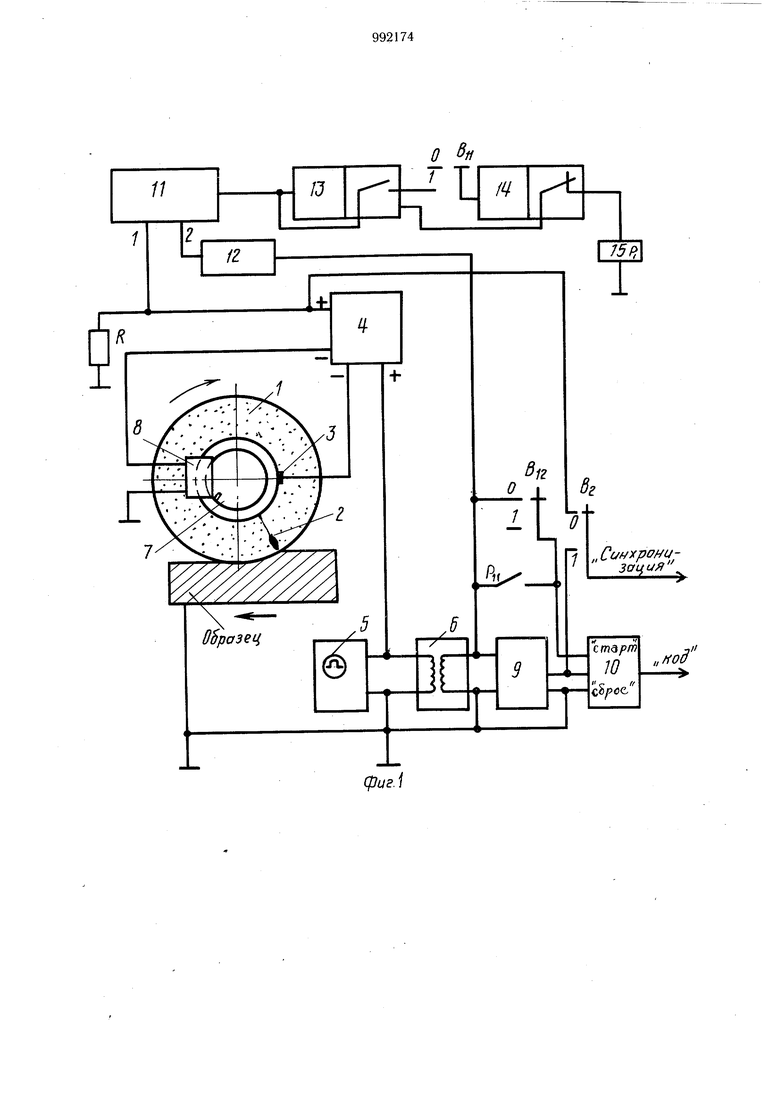
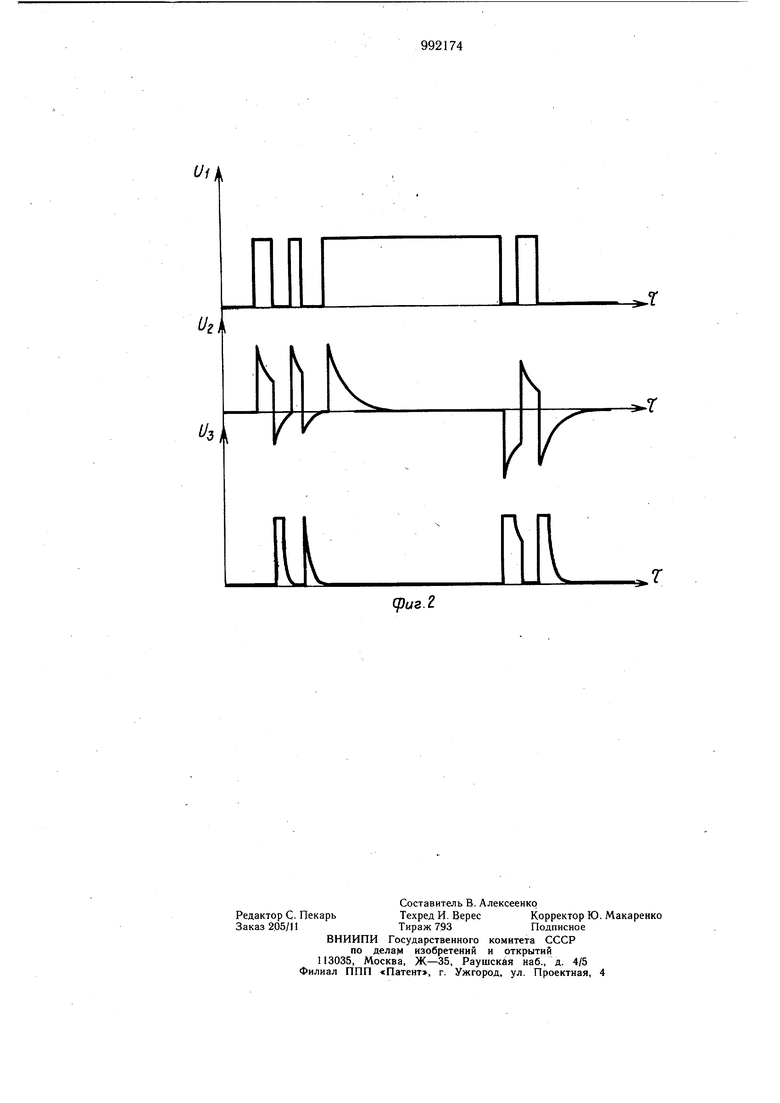
На фиг. 1 изображена схема устройства; на фиг. 2 - диаграмма сигналов в схеме.
Устройство состоит из абразивного круга 1 с вмонтированным в него токопровод20ным зерном 2, соединенным через токосъемник 3 с источником 4 питания, к которому подключен запоминающий осцилограф 5, первичная обмотка импульсного трансформатор.а 6, сопротивление нагрузки R, датчик обоРОГОВ, состоящий из диска с прорезью 7, установлеййого соосйо с кругом 1, и неподвижных осветителя с фотодиодом 8. Вторичная обмотка импульсного трансформатора 6 через электронный ключ-инвертор 9 подключена к входу «Сброс частотомера 10, а через контакты переключателя BI (если переключатель Bj находится в положении «О) или контакты Р,, реле Pj подключена к входу «Старт частотомера-хронометра. Частотомер имеет выход «Код для выдачи сигнала на цифропечатающее устройство или в ЭВМ. Выход «синхронизация схемы соединен (в зависимости от режима работы) или с выходом электронного ключа-инвертора 9, или с сопротивлением нагрузки Е. Сопротивление нагрузки R соединено с первым входом схемы ИИ, второй вход которой через формирователь 12 сигнала подключен к вторичной обмотке импульсного трансформатора 6. Выход схемы И 11 подключен к входу счетчика 13, а через контакты реле его программной части - к входу счетчика 14. Выход счетчика 13 через нормально замкнутые контакты счетчика 14 соединен с электромеханическим реле 15. Устройство работает следующим образом. В процессе шлифования происходит контакт токопроводного зерна 2 с шероховатой поверхностью металлического образца. Вследствие этого замыкается электрическая цепь: образец - токопроводное зерно 2 - токосъемник 3 - источник 4 питания - первичная обмотка импульсного трансформатора 6, и на первичной обмотке трансформатора 6 появляются серии импульсов (фиг. 2, сигнал U), каждый из которых соответствует контакту зерна 2 с одиночным выступом шероховатости образца. Эти импульсы фиксируются запоминающим осцилографом 5, предназначенным для визуального контроля сигнала. Импульсный трансформатор осуществляет дифференцирование сигнала Ui, при этом на вторичной обмотке трансформатора 6 появляются серии импульсов Uz (фиг. 2), которые через контакт BIJ переключателя подаются на вход «Старт частотомера-хронометра 10, а через электронный ключ-инвертор 9 - на вход «Сброс частотомера-хронометра 10. Частотомер-хронометр, например, модели Ф5041 работает следующим образом. Каждый из импульсов U2, поступая на вход «Старт, своим передним фронтом осуществляет запуск частотомера и начало отсчета времени. Отрицательный импульс, образованный задним фронтом сигнала Hi, на работу частотомера-хронометра не влияет. Этот сигнал инвертируется электронным ключом-инвертором 9, причем передний фронт каждого из импульсов U совпадает с задним фронтом сигнала U,. Сигнал Uj, поступая на вход «Сброс частотометрахронометра, вызывает окончание отсчета времени и выдачу значения продолжительности импульса, соответствующей длительности контакта, на индикацию и на выход «Код, соединенный с цифропечатающим устройством или с ЭВМ. Значения длительности последующих импульсов суммируются с предыдущей. Одновременно счетчик 13, например, модели Ф5007 осуществляет счет оборотов круга, при которых зерно 2 находилось в контакте с образцом. Это происходит следующим образом. Датчик 8 оборотов, состоящий из неподвижного фотодиода с осветителем и диска с прорезью 7, расположенного между ними и закрепленного на оси круга 1, при включении вращения круга 1 начинает пропускать импульсы напряжения с частотой, равной частоте вращения круга, на первый вход схемы И 11. На выходе схемы И сигнал отсутствует до того момента, пока токопроводное зерно 2 не будет контактировать с металлом. При контакте зерна 2 с металлом образца сигнал U2 со вторичной обмотки импульсного трансформатора 6 поступает на формирователь 12 сигнала, параметры которого выбраны так, что время импульса на его выходе равно половине времени оборота круга. Таким образом, на выходе схемы И появляется сигнал (один за оборот круга) только при условии одновременного вращения круга 1 и наличия контакта зерна 2 с металлом. Это исключает ложные срабатывания счетчика 13, который подключен к выходу схемы И 11 и регистрирует число оборотов круга, при которых зерно 2 находилось в контакте с металлом. В том случае, если необходимо измерить продолжительность контакта в течении j оборотов, начиная с i-ro оборота, размыкают контакты В(1 переключателя В|. В этом случае сигналы со вторичной обмотки импульсного трансформатора 6 первоначально на вход «Старт частотомера-хронометра не поступают, и схема работает следующим образом. Счетчик 13 регистрирует число оборотов круга, при которых зерно 2 находилось в контакте с металлом. При достижении числа оборотов, равного j, заданного на программной панели счетчика 13, замыкаются контакты реле его программной части и на выходе появляется напряжение, которое через нормально замкнутые контакты счетчика 14 подается на обмотку электромагнитного реле 15, вызывая его срабатывание. После этого импульсы со вторичной обмотки импульсного трансформатора 6 через контакты реле 1, поступают на вход «Старт частотомера 10, который регистрирует длительность контакта зерна с металлом. При этом частотомер-хронометр 10 работает так же, как и при замкнутых контактах BIJ .
Одновременно через контакты реле счетчика 13 сигнал с выхода схемы И И поступает на вход счетчика 14. При достижении числа оборотов, равного i, Набранного на программной панеи счетчика 14, размыкаются контакты реле его программной части, обесточивая реле 15, что вызывает размыкание контактов P . После этого импульсы со вторичной обмотки импульсного трансформатора 6 На вход «Старт частотомера не поступают, регистрация длительности контакта прекращается, ее значение высвечивается на индикации частотомера 10, а код длительности контакта выдается на выход «Код для печати или дальнейшей обработке на ЭВМ.
Периодичность приема информации с выхода «Код определяется положением переключателя Bj, который задает частоту синхронизирующих импульсов на выходе «Синхронизация. Если переключатель Bjj находится в положении «О, то синхроимпульсы поступают с датчика оборотов с частотой вращения круга. При этом регистрируется суммарная длительность контакта на каждом обороте круга. Если переключатель В находится в положении «Ь, то синхроимпульсы поступают с выхода инвертора 9, т.е. после каждого касания зерна с отдельными выступами шероховатости, что позволяет проследить динамику контакЛирования.
При использовании предлагаемого устройства увеличивается точность и достоверность результатов, уменьшается время на обработку данных и их регистрацию, повышается надежность работы и количество регистрируемых параметров.
Формула изобретения
Устройство для измерения длительности контакта зерна с металлом при шлифовании, содержащее абразивный круг с токопроврдным зерном, источник питания, соединенный через токосъемник с указанным зерном и через регистрирующий прибор с обрабатываемой деталью, отличающееся тем, что с целью увеличения числа регистрируемых
параметров, повышения точности измерений и снижения трудоемкости их обработки, в него введены частотомер, имеющий входы «Старт и «Сброс и выход «Код, импульсный трансформатор, первичная обмотка которого соединена с регистрирующим прибором, электронный ключ-инвертор, вход которого соединен с вторичной обмоткой трансформатора, а выход с входом «Сброс частотомера, переключатель, предназначенный, для соединения вторичной обмотки трансформатора с входом «Старт частотомера, датчик оборотов шлифовального круга, выполненный в виде диска с прорезью, закрепленного на круге, и осветителя с фотодиодом, подключенным параллельно с сопротив5 лением нагрузки к источнику питания, схема И, первый вход которой соединен с сопротивлением нагрузки, формирователь сигнала, вход которого соединен с вторичной обмоткой трансформатора, а выход с вторым входом схемы И, два программных, счетчика импульсов, один из которых соединен с выходом схемы И непосредственно, а другой - через последовательно соединенные переключатель и нормально разомкнутые контакты реле программной части первого 5 счетчика, электромагнитное реле, соединенное через нормально замкнутые контакты второго счетчика с выходом первого счетчика импульсов, причем с помощью нормально разомкнутых контактов .указанного электромагнитного реле вторичная обмотка трансв форматора соединена с входом «Старт частотомера, кроме того, устройство снабжено выходом «Синхронизация для задания периодически выдачи информации о длительности импульсов с выхода «Код часто томера, при этом выход «Синхронизация через переключатель соединен с сопротивлением нагрузки или с выходом ключа-инвер.тора.
Источники информации, принятые во внимание при экспертизе 1. Маслов Е. Н. Теория шлифования материалов. М., «Машинрстроение, 1974, с. 21.
2. Авторское свидетельство СССР № 638456, кл. В 24 В 51/00, 1978.
О 11
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНТРОЛЯ ПРОДОЛЖИТЕЛЬНОСТИ КОНТАКТИРОВАНИЯ ЭЛЕМЕНТОВ КАЧЕНИЯ ПОДШИПНИКОВОГО УЗЛА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2012 |
|
RU2510562C2 |
| Устройство для сортировки плоских деталей | 1981 |
|
SU997844A1 |
| Интегратор | 1986 |
|
SU1453419A1 |
| РЕЛЕ ВРЕМЕНИ | 2002 |
|
RU2208259C1 |
| Реле времени | 1991 |
|
SU1800609A1 |
| Электронный интегратор | 1977 |
|
SU732906A1 |
| Устройство для точного останова электропривода | 1978 |
|
SU921007A1 |
| Реле частоты | 1981 |
|
SU1094087A1 |
| УСТРОЙСТВО КОНТРОЛЯ ПЕРЕХОДНОГО СОПРОТИВЛЕНИЯ КОНТАКТНОГО УЗЛА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2012 |
|
RU2527655C2 |
| Устройство для поверки электрических и механических секундомеров | 1982 |
|
SU1123018A1 |
ж
г
д)иг.2
