(54) СПОСОБ ИЗГОТОВЛЕНИЯ СКРЕПЛЕННБ1Х ТЕТРАДЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Фальцевальный аппарат рулонной печатной машины | 1989 |
|
SU1676828A1 |
| Способ проводки запечатанной ленты в фальцевально-резальном аппарате рулонных печатных машин | 1980 |
|
SU1639983A1 |
| Фальцевально-резальный аппарат рулонных ротационных печатных машин | 1983 |
|
SU1155470A1 |
| Книжный блок и способ его изготовления | 1987 |
|
SU1419929A1 |
| Устройство для рубки бумажного полотна фальцевального аппарата рулонных печатных машин | 1988 |
|
SU1652092A1 |
| Цилиндровая группа фальцевального аппарата | 1990 |
|
SU1733263A1 |
| Фальцевально-швейная поточная линия | 1990 |
|
SU1736738A1 |
| Устройство для поперечной фальцовки листов в фальцевальном аппарате рулонной печатной машины | 1986 |
|
SU1377200A1 |
| Способ изготовления книжного блока | 1981 |
|
SU1043039A1 |
| ФАЛЬЦЕВАЛЬНЫЙ АППАРАТ ПЕРЕМЕННОГО ФОРМАТА | 2003 |
|
RU2258007C2 |
1
Изобретение относится к области полиграфии и может быть использовано в переплетно-брошйровочном производстве при изготовлении скрепленных тетрадей.
Известен способ изготовления скрепленных тетрадей, включающий подачу бумажного полотна, поперечную фальцовку, резку, найесение термопластичного материала на место соединения листов тетради, скрепление бумажных полотен прессующим и тепловым воздействием 1.
В известном способе скрепление листов тетради по месту корешкового сгиба осуществляется после складывания листов. Теплом и давлением воздействуют на всю толщину корещковой части тетради. При такой обработке разные слои корещковой части тетради получают различное количество тепла. Средние листы получают меньще количество тепла, чем крайние, что отрицательно сказывается на надежность скрепления. Надежность скрепления снижается с увеличением страниц в тетради.
Цель изобретения - повыщение надежности скрепления.
Поставленная цель достигается тем, что согласно способу изготовления скрепленных тетрадей, включающему подачу бумажного полотна, поперечную фальцовку, резку, нанесение термопластичного материала
5 на место соединения листов тетради, скрепление бумажных полотен прессующим и тепловым воздействием, поперечную фальцовку осуществляют путем намотки бумажного полотна на фальцевальную рамку,
Q а Нанесение термопластичного материала и скрепление бумажных полотен осуществляют периодически в процессе фальцовки за каждый поворот фальцевальной рамки на угол 360°.
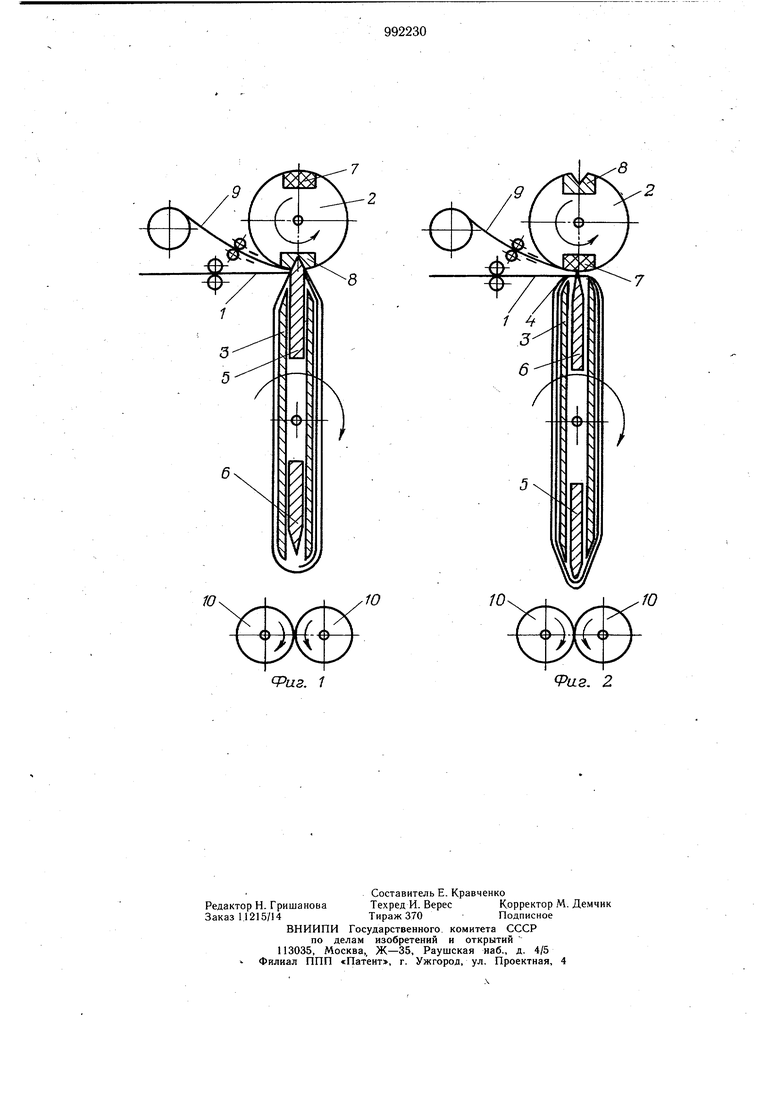
На фиг. 1 и 2 показан вариант осущест15 вления способа.
Бумажное полотно 1 подается к месту контакта опорного цилиндра 2 и фальцевальной рамки 3, где закрепляется, например, с помощью игл 4. Внутри фильцевальной рамки 3 установлены по одной линии с возможностью возвратно-поступательного движения вдоль нее фальцевальный нож 5 и рубя1дий нож 6, а опорный цилиндр 2 имеет установленные относительно друг друга под углом 180° опорную поверхность
для игл и рубящего ножа, выполненную в виде марзана 7, и подогреваемую колодку 8 с профильной канавкой. Фальцевальный нож 5 оканчивается профильным зубом, взаимодействующим с профильной канавкой опорного цилиндра 2. При повороте фальцевальной рамки 3 на 180° бумажное полотно 1 наматывается на нее. Одновременно в зону контакта фальцевальной рамки 3 и опорного цилиндра 2 подается размотанный с рулона термопластичный материал 9. В момент зацепления фальцевального ножа 5 с профильной колодкой опорного цилиндра 2 производится припечатывание термопластичного материала 9 к корещковому сгибу полотна (фиг. 1). При выходе профильного зуба фальцевального Ножа 5 из зацепления термопластичный материал обрезается острой кромкой нагретой профильной колодки 8. С каждым следующим поворотом фальцевальной рамки 3 на 360° производится припечатывание термопластичного материала к месту очередного сгиба и скрепление листов тетради по месту предыдущих корешковых сгибов с помощью прессующего и теплового воздействия профильной колодки 8 опорного цилиндра 2. После получения соответствующего количества намотанного материала рубящий нож разрезает листы в тетради и тетрадь от бумажного полотна по месту сгибов, противоположных корешковым, в процессе контакта рубящего ножа 6 с марзаном 7 опорного цилиндра 2 (фиг. 2). Одновременно фальцевальный нож 5 выталкивает готовую тетрадь в обжимные валики Ш.
Таким образом, предлагаемый способ позволяет получить тетрадь со скрепленными по месту корешкового сгиба листами
и припрессованными к корешковому сгибу и части корешкового поля верхнего листа тетради термопластичным материалом, что позволяет в дальнейшем получить блок путем комплектования тетрадей подборкой и скрепления тетрадей между собой прессующим и тепловым воздействием на корешковую часть блока.
Термопластичный материал может использоваться как в виде рулонного полотна, так и в виде нити.
Предлагаемый способ позволяет изготавливать тетради не только из рулона, но из листов, получать тетради-двойники, а также позволяет повысить надежность скрепления тетрадей.
Формула изобретения
Способ изготовления скрепленных тетрадей, включающий подачу бумажного полотна, поперечную фальцовку, резку, нанесение термопластичного материала на место соединения листов тетради, скрепление бумажных полотен прессующим и тепловым воздействием, отличающийся тем, что, с целью повышения надежности скрепления, поперечную фальцовку осуществляют путем намотки бумажного полотна на фальцевальную рамку, а нанесение термопластичного материала и скрепление бумажных полотен Осуществляют периодически в процессе фальцовки за каждый поворот фальцевальной рамки на угол 360°.
Источники информации, приняты во внимание при экспертизе 1. Патент Франции № 2383022, кл. В 42 В 5/00, 1978.
