(54) САМОЦЕНТРИРУЮЩИЙ ТРЕХКУЛАЧКОВЫЙ ТОКАРВДИ ПАТРОН
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| Трехкулачковый самоцентрирующий патрон | 1983 |
|
SU1146137A1 |
| Автомотический поводковый патрон | 1986 |
|
SU1388197A1 |
| Патрон трехкулачковый клиновой механизированный | 2021 |
|
RU2768636C1 |
| Превентор | 1990 |
|
SU1735570A1 |
| ОПРАВКА ДЛЯ ЗАКРЕПЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 2009 |
|
RU2427453C2 |
| Устройство для закрепления деталей | 1980 |
|
SU933281A1 |
| РАСТОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2225777C2 |
| ТРЕХКУЛАЧКОВЫЙ САМОЦЕНТРИРУЮЩИЙ ТОКАРНЫЙ ПАТРОН ДЛЯ СКОРОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2191093C2 |
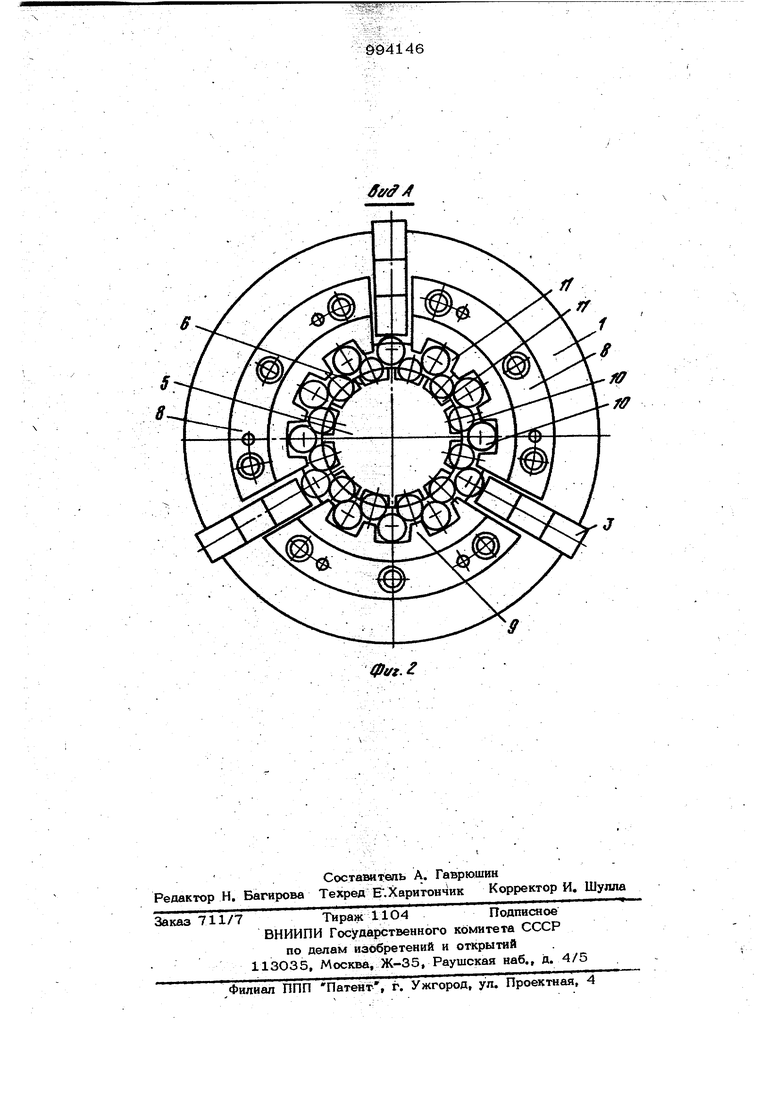
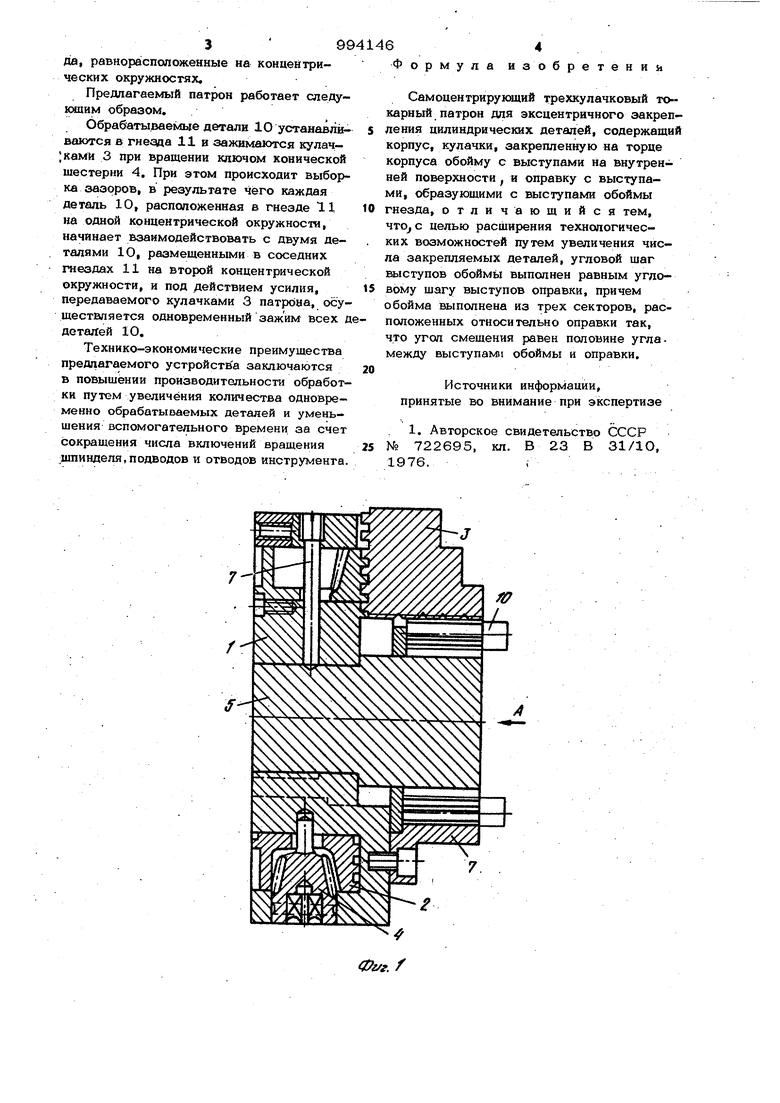
: - - . Изобретение относится к области , станкостроения и может 6ы1ъ использовано при обработке деталей на токарньтх станках., Известен патрон, содержащий корпус, кулачки, закрепленную на торце корпуса обойму с выступамина И1утренней поверхности, и оправку с выступами, обра зуюшиМи с выступами обоймы гнезда для рашиешения детали Cl . Недостатком известного патрона яв- ляется малое число закрепляемых деталей. Цель изобретения расширение технологических возможностей патрона путем увеличения числа закрепляемых деталей. С этой целью в предлагаемом патроне угловой шаг вьютупов обоймы вьшопней равным угловому шагу выступов оправки, причем обойма выполнена из трех секторов, расположенных относительно оправки так, что угол смешения равен половине угла между выступами обоймы и оправки. На фиг. 1 показан патрон, разрез; на фиг. 2 - вид А на фиг. 1. Самоцентрируюшнй трехкулачковый токарный .патрон содержит корпус 1, в которс 4 смонтирован елиральный диск 2, зажимные 1 лачки 3 и конические шестерни 4, находящиеся в зацеплении с зубчатым венцом спирального диска 2. Оправка 5, имеющая продольные шлступы 6, для установки обрабатываемых деталей, закреплена в отверстии корпуса 1 винтом 7, Обойма выполнена в виде трех секторов 8 с продольными выступами 9 на внутренней поверхности доя размещения обрабатываемых деталей 10, имеющими угловой шаг, равный шагу выступов оправки 5. Секторы 8 закреплены на торцовой поверхности корпуса 1 концентрично-оправке 5 так, что их выступы смещены относительно выступов оправки .5 на угол, равный полови не угла между выступами обоймы и оправки, и образуют Аместе с последними гнезда, равнораспопоженные на концентрических окружностях. Предлагаемый патрон работает следующим образом. Обрабатываемые детали 10 устанавпйваются в гнезда 11 и зажимаются кулачiKaMU 3 при вращении ключом конической шестерни 4, При этом происходит выборка зазоров, в результате чего каждая деталь 10, расположенная в гнезде 11 на одной концентрической окружности, начинает взаимодействовать с двумя деталями 10, размещенными в соседних шездах 11 на второй концентрической окружности, и под действием усилия, передаваемого кулачками 3 патрона, осуществляется одновременный зажим всех д детаяей 10. Технико-экономические преимущества предлагаемого устройства заключаются в повышении производительности обработки путем увеличения количества одновременно обрабатываемых деталей и уменьшения вспомогательного времени за счет сокращения числа включений вращения шпинделя,подводов и отводов инструмента.
fff Формула изобретения Самоцентрирующий трехкулачковый токарный патрон для эксцентричного закрепления цилиндрических деталей, содержащий корпус, кулачки, закрепленную на торце корпуса обойму с выступами на внутренней поверхности , и оправку с выступами, образующими с выступами обоймы гнезда, отличающийся тем, что с целью расширения технологических возможностей путем увеличения числа закрепляемых деталей, угловой шаг выступов обоймы выполнен равным угловому шагу выступов оправки, причем обойма выполнена из трех секторов, расположенных относительно оправки так, что угол смещения равен половине угламежду выступами обоймы и оправки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 722695, кл. В 23 В 31/1О, 1976.
fffft A
фуг. г
