Изобретение относится к технологии машиностроения, к изготовлению оснастки и может быть использовано для обработки и восстановления деталей типа дисков и валов на токарных, круглошлифовальных, внутришлифовальных и некоторых других станках.
Известны самоцентрирующие трехкулачковые спирально-реечные токарные патроны (рис.17, [1]) общего назначения, которые стандартизованы, обычно имеют сборные кулачки и два комплекта цельных кулачков - прямых и обратных для установки больших заготовок. В целях переналадки используют накладные кулачки (рис.19, [1]), которые растачивают в размер базы заготовки. Пример условного обозначения патрона типа 1 диаметром 250 мм со сборными кулачками (исполнения 2), класса точности П (повышенного): патрон 7100-0010-П-ГОСТ 2675-80.
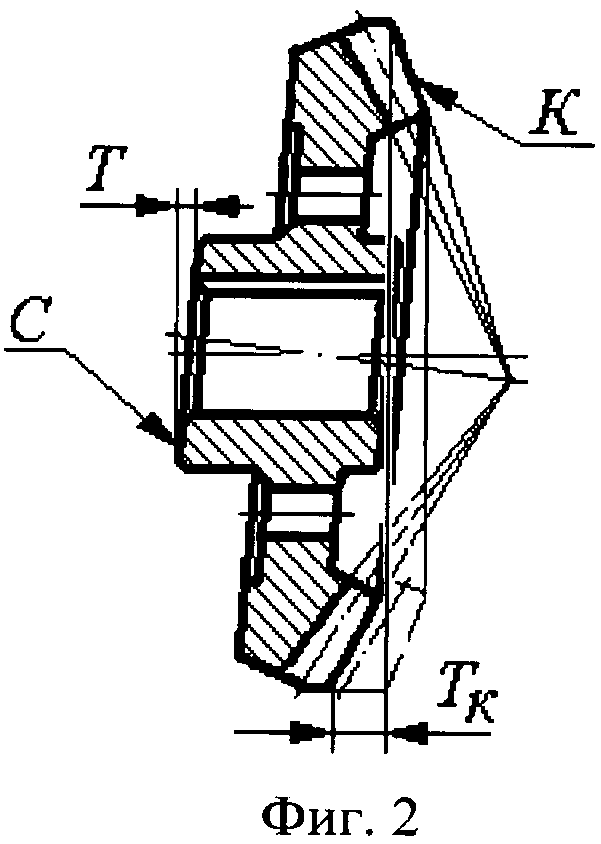
Недостатком известной конструкции трехкулачкового спирально-реечного самоцентрирующего токарного патрона является очень длительное время, затрачиваемое на наладку, а именно на установку, выверку и закрепление заготовки на операциях по устранению дефектов. Например, после химико-термической обработки и других операций заготовки типа дисков (кольца, колеса зубчатые, планшайбы и др.) деформируются как в радиальном, так и торцовом направлениях. Так на фиг.2 показана заготовка колеса зубчатого конического с дефектом торцового биения поверхности С торца ступицы относительно оси базового отверстия Е диаметром dH6 более 0,03 мм, допуск Т которого должен быть не более 0,03 мм, и дефектом торцового биения поверхности К внешнего конуса зубчатого торца по выступам зубьев относительно оси базового отверстия Е диаметром dH6 более 0,03 мм, допуск ТК которого должен быть не более 0,03 мм. Помимо этого наладка по исправлению этих дефектов производится вручную и отличается невысокой точностью, что удорожает себестоимость изготовления заготовки и усложняет процесс механической обработки.
Задачей изобретения является расширение технологических возможностей оснастки, позволяющей механизировать наладку, сократить время и повысить точность поднастройки и выверки при обработке заготовок деталей типа дисков и валов, получившие дефекты в процессе обработки и транспортировки, с целью снижения себестоимости и упрощения технологического процесса.
Поставленная задача решается с помощью предлагаемого самоцентрирующего трехкулачкового токарного патрона, состоящего из корпуса, спирального колеса, конических колес и реек со сменными накладными кулачками, при этом он снабжен основным диском, предназначенным для базирования и закрепления патрона к шпинделю станка с помощью зажимного фланца, диском со сферической периферийной наружной поверхностью для базирования и жесткого закрепления на нем корпуса торцом, свободным от кулачков, и планшайбой, выполненной с подвижным кольцом на одном торце, охватывающим основной диск, и ответной сферической поверхностью на противоположном торце, контактирующей со сферической периферийной наружной поверхностью диска, центр которой расположен на продольной оси корпуса, при этом корпус, диск со сферической наружной поверхностью, планшайба, диск основной и зажимной фланец соединены между собой шпильками, проходящими с зазором в отверстиях этих деталей, с возможностью углового смещения и наклона продольной оси патрона на 2…3°, при этом для радиального смещения оси патрона и фиксации относительно шпинделя подвижное кольцо имеет по периферии радиально расположенные соответственно винты с гайками и винты-фиксаторы с контргайками.
Особенности конструкции предлагаемого токарного плавающего патрона поясняются чертежами.
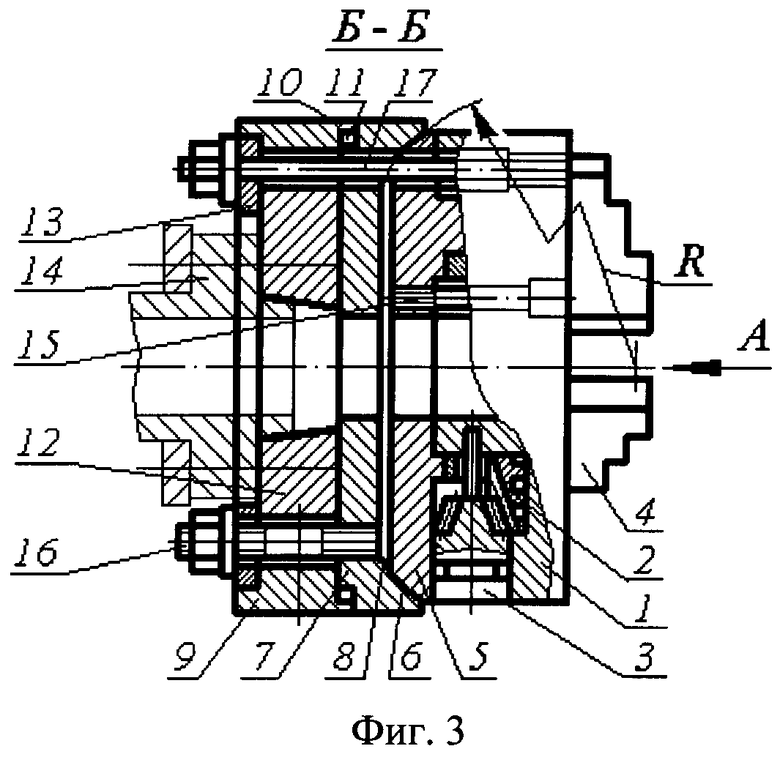
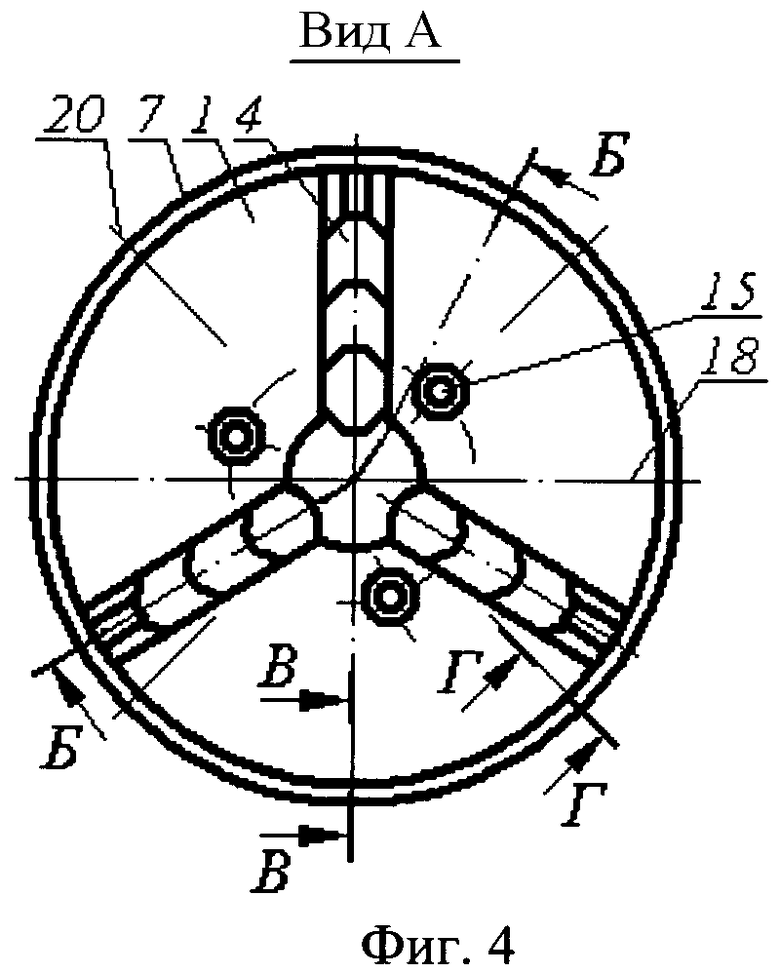
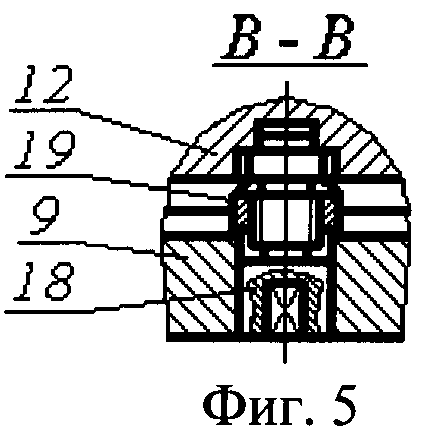
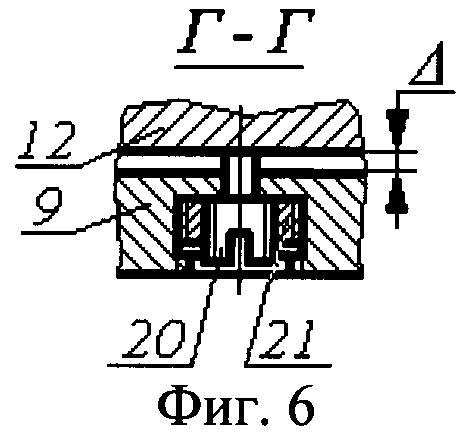
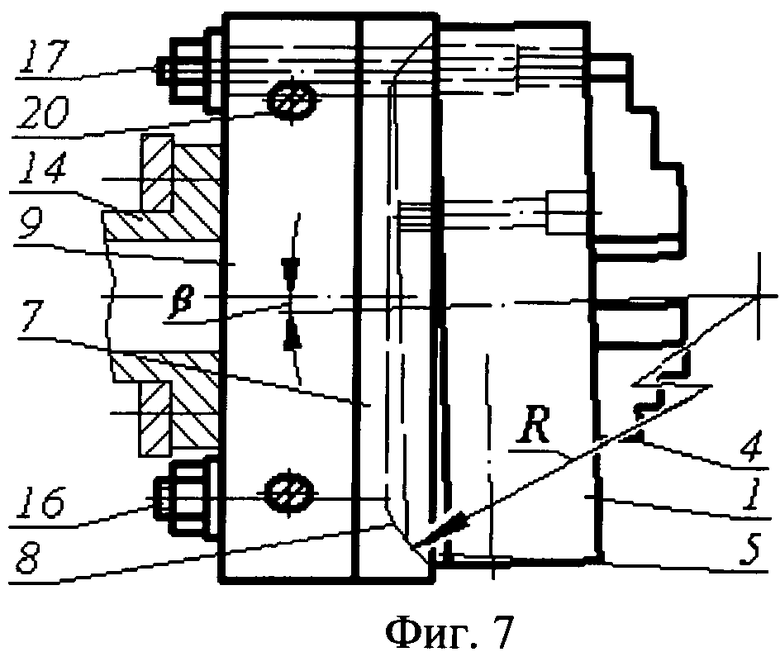
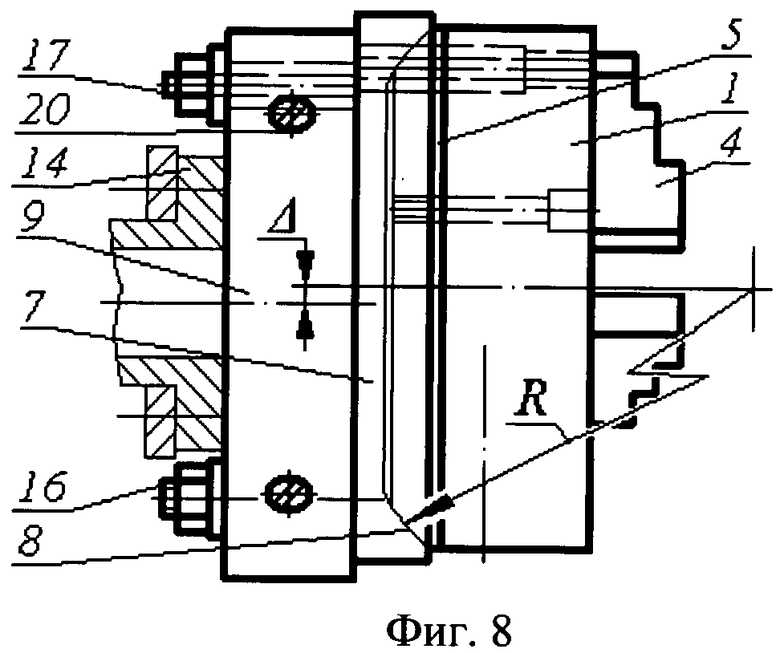
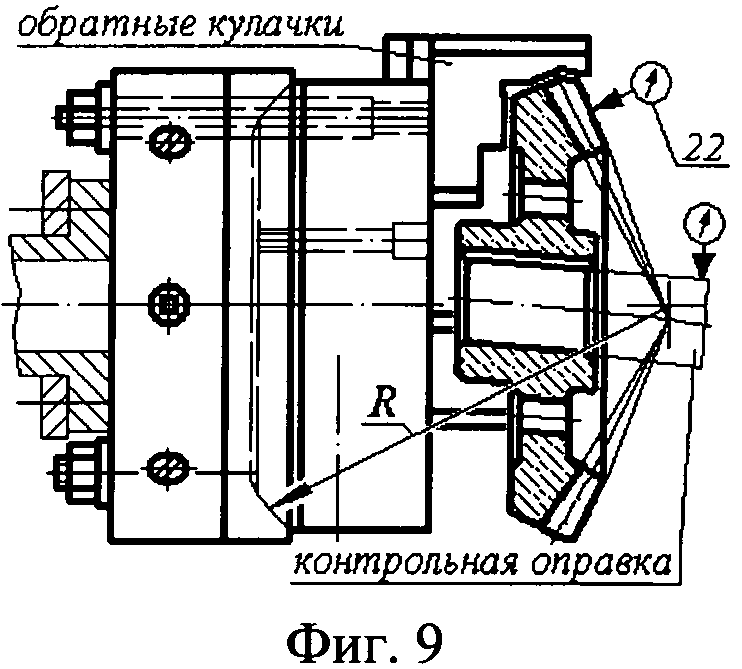
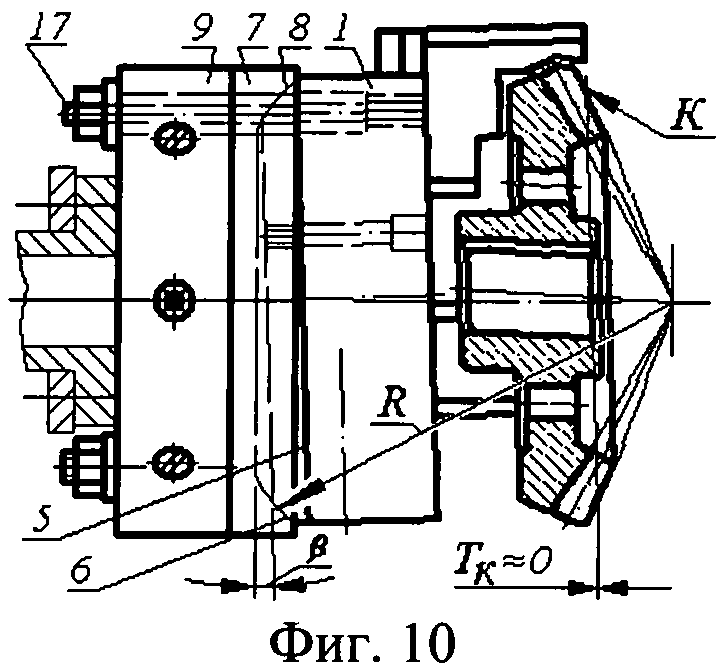
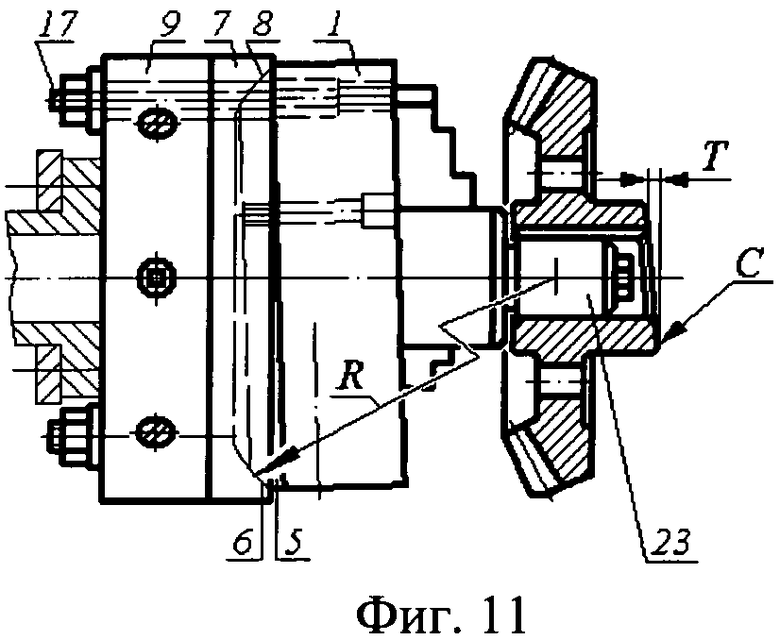
На фиг.1 показан для примера чертеж готовой детали колеса конического прямозубого, наружн. диаметром - 148 мм, шириной - 49,56 мм, число зубьев - 30, модуль вн. окружн. - 5 мм, норм. исх. контур - ГОСТ 13754-81, степень точности - 8-С по ГОСТ 1758-81, изг. из стали 45 ГОСТ 1050-88; на фиг.2 - чертеж колеса конического, прошедшей термическую обработку - закалку НВ 280…300, с дефектами торцового биения поверхностей ступицы С и конической поверхности К внешнего конуса зубчатого торца по выступам зубьев относительно оси базового отверстия Е; на фиг.3 - конструкция предлагаемого патрона, частичное продольное сечение Б-Б на фиг.4, патрон настроен на нулевые радиальное и угловое смещения оси зажимной части корпуса относительно продольной оси шпинделя и укомплектован прямыми кулачками; на фиг.4 - вид по А на фиг.3, патрон укомплектован прямыми кулачками; на фиг.5 - сечение В-В на фиг.4, где показан винт регулировочный; на фиг.6 - сечение Г-Г на фиг.4, где показан винт - фиксатор; на фиг.7 - общий вид сбоку, патрон настроен на угловое смещение β оси зажимной части корпуса относительно продольной оси шпинделя и укомплектован прямыми кулачками; на фиг.8 - общий вид сбоку, патрон настроен на радиальное смещение Δ оси зажимной части корпуса относительно продольной оси шпинделя и укомплектован прямыми кулачками; на фиг.9 - схема проверки с целью выявления радиального и углового биения оси центрального отверстия с помощью контрольной оправки и индикатора относительно внешнего конуса зубчатого торца по выступам зубьев и торцовое биение конуса в заготовке, прошедшей термическую обработку; на фиг.10 - схема установления углового смещения β (а также по необходимости и радиального), выявленного при контроле, патрон укомплектован обратными расточенными кулачками, восстановленные, например, растачиванием поверхности центрального отверстия; на фиг.11 - операционный эскиз технологической операции по ликвидации обнаруженного дефекта - биения величиной Т мм торца С ступицы, патрон укомплектован прямыми кулачками, базирование по восстановленной поверхности центрального отверстия с помощью оправки, патрон настроен на угловое смещение β оси зажимной части корпуса относительно продольной оси шпинделя.
Предлагаемый токарный плавающий патрон относится к самоцентрирующим, трехкулачковым, спирально-реечным патронам для обработки заготовок типа дисков (кольца, колеса зубчатые, планшайбы и др.) и валов на токарных, круглошлифовальных, торцекруглошлифовальных, внутришлифовальных и некоторых других станках, при этом плавающим патрон является в момент настройки и наладки, а во время обработки он жестко закреплен на шпинделе, как все традиционные токарные патроны.
Предлагаемый самоцентрирующий, трехкулачковый, токарный, плавающий патрон состоит из корпуса 1, изготовленного из серого чугуна, стального спирального колеса 2, у которого один торец является венцом конического прямозубого колеса, входящего в зацепление с коническими колесами 3, приводимыми во вращение вручную при зажиме и разжиме обрабатываемых заготовок. На другом торце колеса 2 нарезаны спиральные зубья, входящие в зацепление со спиральными зубьями кулачков 4 или реек со сменными накладными кулачками (не показаны). Эти детали заимствованы у традиционной конструкции патрона, изготовляемого по ГОСТ 2675-80.
Корпус 1 предлагаемого патрона свободным от кулачков торцом базируется и жестко крепится к торцу диска 5, который имеет сферическую периферийную наружную поверхность 6 радиусом R, центр которой расположен на продольной оси корпуса. Величина радиуса R сферы выбирается в зависимости от габаритов патрона и номенклатуры обрабатываемых заготовок, а также от максимальных величин дефектов, для устранения которых предназначен патрон.
Диск 5 с корпусом 1 смонтирован на торце планшайбы 7, которая имеет сферическую поверхность 8, ответную сферической периферийной наружной поверхности 6 радиусом R, благодаря которой диск с корпусом центрируются относительно общей продольной оси патрона.
На противоположном торце от торца со сферической периферийной наружной поверхностью 8 радиусом R планшайбы 7 закреплено подвижное кольцо 9, которое ориентируется буртиком 10 с выточкой 11 на планшайбе с радиальным зазором Δ. Кольцо 9 охватывает основной диск 12, которым вся конструкция патрона в сборе базируется и крепится с помощью зажимного фланца 13 на шпинделе 14 станка.
Диск 5 индивидуально крепится к корпусу 1 винтами 15, а планшайба 7 соединена со шпинделем 14 резьбовыми шпильками 16, проходящими через сквозные отверстия в кольце 9 и зажимном фланце 13. Это сделано с целью углового смещения β сразу всего узла крепления заготовки относительно узла крепления патрона к шпинделю и отдельно взаимного радиального смещения Δ этих узлов.
Кроме того, узел крепления заготовки, состоящий из корпуса 1 и диска 5 со сферической поверхностью 6, соединен с узлом крепления патрона к шпинделю, состоящий из планшайбы 7 со сферической поверхностью 8, диска основного 12, кольца 9 и зажимного фланца 13, резьбовыми шпильками 17, проходящими с зазором в отверстиях этих деталей. Это соединение позволяет наклонять продольную ось сборной конструкции патрона на угол β=2…3°.
Для быстрого и эффективного радиального смещения Δ патрона с заготовкой относительно шпинделя 14 подвижное кольцо 9 имеет радиально расположенные по периферии винты 18 с гайками 19, последние расположены в пазах основного диска 12, причем при выкручивании винта из гайки она упирается в основной диск, увеличивая зазор между диском и кольцом.
Для фиксации установленного зазора, который легко может сбиться под действием развивающихся больших силовых динамических нагрузок, в кольце 9 имеются радиально расположенные по периферии винты-фиксаторы 20, которые вворачиваются в контргайки 21, которые, в свою очередь, вворачиваются в резьбовые отверстия кольца. Наличие резьбы с разными шагами на винтовых парах: винт и резьбовое отверстие контргайки и наружная резьбовая поверхность контргайки и резьбовое отверстие кольца, позволяет надежно зафиксировать установленный зазор.
Работа с использованием предлагаемого патрона производится в следующей последовательности.
В зависимости от вида дефекта заготовки зажимную часть патрона подвергают угловому смещению (см. фиг.7), радиальному смещению (см. фиг.8) либо угловому и радиальному смещениям одновременно.
Для устранения дефектов заготовки, например конического прямозубого колеса, показанного на фиг.1 и 2, заготовку устанавливают в специально расточенные обратные кулачки (см. фиг.9) предлагаемого токарного патрона и делают проверку торцового биения конуса К выступов зубьев индикатором 22. Если измеренная величина биения ТК ИЗ превышает допустимую величину ТК, то измеренную погрешность делят пополам (ТК ИЗ/2) и используют в дальнейшем при регулировке. Регулировка заключается в угловом смещении, т.е. повороте корпуса патрона вместе с зажатой заготовкой и диском 5 относительно центра сферической поверхности 8 планшайбы 7 (см. фиг.10). Далее регулировочными винтами 18 (обычно в количестве 4 шт., равномерно расположенных по диаметру кольца) производят радиальное смещение оси патрона относительно оси шпинделя, как это показано на фиг.8, до тех пор, пока не будет устранено биение поверхности К зубчатого венца. Затем окончательно делают проверку торцового биения конуса К выступов зубьев индикатором и закрепляют патрон в таком положении с фиксацией винтами-фиксаторами 20 и контргайками 21.
После чего растачивают окончательно базовое посадочное отверстие Е (см. фиг.1) заготовки и подрезают базовый торец С ступицы по возможности с одного установа. Если последнее не удается, то базовый торец С ступицы подрезают с базированием на разжимную оправку 23 по окончательно обработанному отверстию, произведенному на предварительной операции (см. фиг.11).
Предлагаемый патрон расширяет технологические возможности оснастки и позволяет его успешно использовать при обработке не только заготовок типа дисков, но и при обработке валов. Например, по ряду причин: нежесткости конструкции заготовки вала, прогибы и деформация заготовки при действии больших сил резания, воздействие химико-термических операций и т.п., требуется изменить местоположение центровочного отверстия. Это изменение осуществляют путем пересверливания центровочного отверстия с использованием предлагаемого плавающего патрона. Предлагаемая конструкция патрона дает возможность поднастройки и выверки с целью снижения погрешности установки, которые возникают на промежуточных операциях технологического процесса, например, черновые токарные, химико-термические (цементация, закалка и др.) при обработке нежестких валов и др. видов заготовок валов.
Предлагаемый плавающий патрон позволяет механизировать наладку, сократить время и повысить точность поднастройки и выверки при обработке заготовок деталей типа дисков, получившие дефекты в процессе обработки и транспортировки, упростить технологический процесс, повысить производительность, улучшить качество обработки и снизить себестоимость обрабатываемых изделий.
Источники информации
1. Станочные приспособления: Справочник. В 2-х т. / Ред. совет: Б.Н.Вардашкин (пред.) и др. - М.: Машиностроение, 1984. Т.2 / Под ред. Б.Н.Вардашкина, В.В.Данилевского. 1984. С.163…172, рис.17, 19, табл. №25.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ ОСЕЙ | 2014 |
|
RU2551752C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ПРИ ОБРАБОТКЕ НА ТОКАРНОМ СТАНКЕ | 2015 |
|
RU2613544C2 |
| Устройство для центрирования изделия при зажиме | 1981 |
|
SU1000158A1 |
| ОПРАВКА ДЛЯ ЗАКРЕПЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 2009 |
|
RU2427453C2 |
| Токарный самоцентрирующий патрон | 1986 |
|
SU1426704A1 |
| Токарный самоцентрирующий патрон | 1986 |
|
SU1423294A1 |
| УСТРОЙСТВО ФИКСАЦИИ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ НА ТОКАРНОМ СТАНКЕ | 2019 |
|
RU2740293C1 |
| САМОЦЕНТРИРУЮЩИЙ ПАТРОН | 1972 |
|
SU430966A1 |
| Трехкулачковый самоцентрирующий патрон | 1983 |
|
SU1146137A1 |
Патрон выполнен самоцентрирующим трехкулачковым состоящим из корпуса, спирального колеса, конических колес и реек со сменными накладными кулачками. Для расширения технологических возможностей он снабжен основным диском, предназначенным для базирования и закрепления патрона к шпинделю станка с помощью зажимного фланца, диском со сферической периферийной наружной поверхностью для базирования и жесткого закрепления на нем корпуса торцом, свободным от кулачков, и планшайбой, выполненной с подвижным кольцом на одном торце, охватывающим основной диск, и ответной сферической поверхностью на противоположном торце, контактирующей со сферической периферийной наружной поверхностью диска, центр которой расположен на продольной оси корпуса. При этом корпус, диск со сферической наружной поверхностью, планшайба, диск основной и зажимной фланец соединены между собой шпильками, проходящими с зазором в отверстиях этих деталей, с возможностью углового смещения и наклона продольной оси патрона на 2…3°. При этом для радиального смещения оси патрона и фиксации относительно шпинделя подвижное кольцо имеет по периферии радиально расположенные соответственно винты с гайками и винты-фиксаторы с контргайками. 11 ил.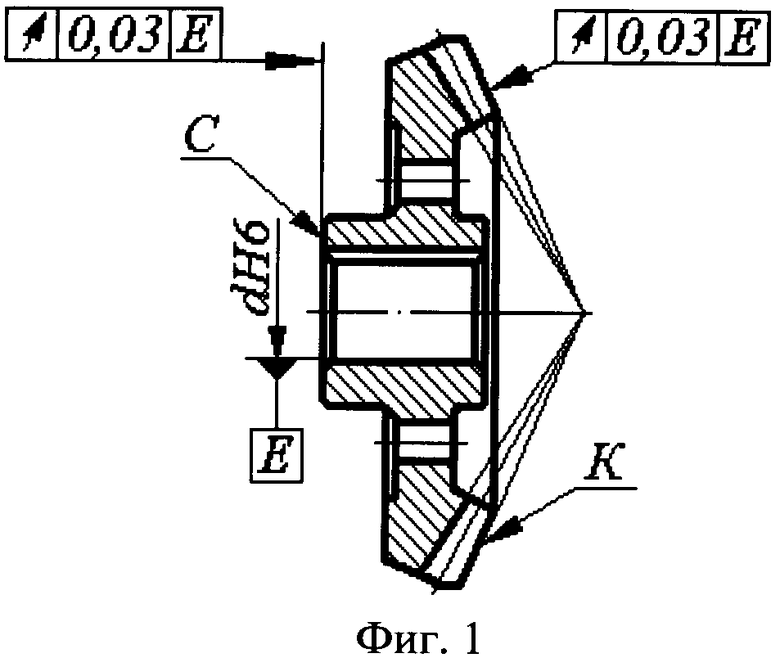
Патрон самоцентрирующий трехкулачковый токарный, состоящий из корпуса, спирального колеса, конических колес и реек со сменными накладными кулачками, отличающийся тем, что он снабжен основным диском, предназначенным для базирования и закрепления патрона к шпинделю станка с помощью зажимного фланца, диском со сферической периферийной наружной поверхностью для базирования и жесткого закрепления на нем корпуса торцом, свободным от кулачков, и планшайбой, выполненной с подвижным кольцом на одном торце, охватывающим основной диск, и ответной сферической поверхностью на противоположном торце, контактирующей со сферической периферийной наружной поверхностью диска, центр которой расположен на продольной оси корпуса, при этом корпус, диск со сферической наружной поверхностью, планшайба, диск основной и зажимной фланец соединены между собой шпильками, проходящими с зазором в отверстиях этих деталей, с возможностью углового смещения и наклона продольной оси патрона на 2°…3°, при этом для радиального смещения оси патрона и фиксации относительно шпинделя подвижное кольцо имеет по периферии радиально расположенные соответственно винты с гайками и винты-фиксаторы с контргайками.
| Способ Нестеренко В.И. установки деталей при обработке эксцентричных поверхностей на токарном станке и устройство для его осуществления | 1989 |
|
SU1727953A1 |
| Универсальный трехкулачковый эксцентриковый патрон | 1948 |
|
SU80402A1 |
| Устройство для установки асимметричных деталей | 1977 |
|
SU766761A1 |
| Зажимной патрон | 1970 |
|
SU944806A1 |
| US 5752706 A, 19.03.1998 | |||
| Станочные приспособления/ Под | |||
| ред | |||
| Б.Н | |||
| Вардашкина и др | |||
| - М.: Машиностроение, 1984, т.2, с.163-172, рис.17, 19. | |||

