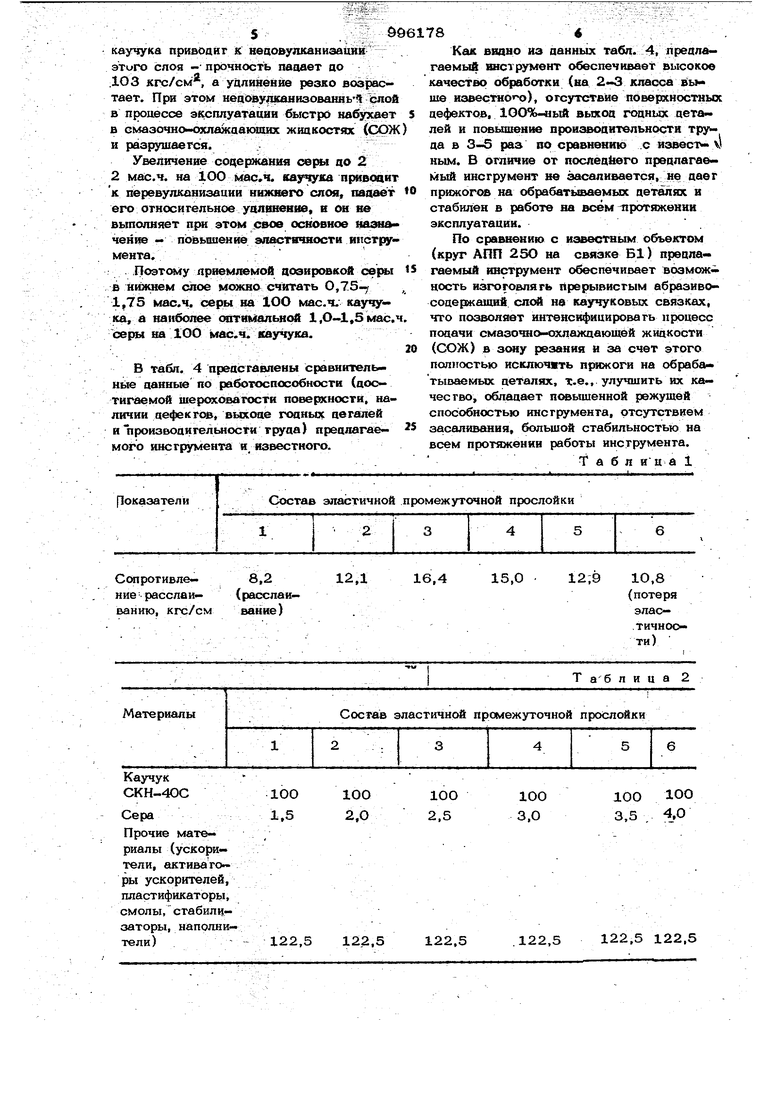
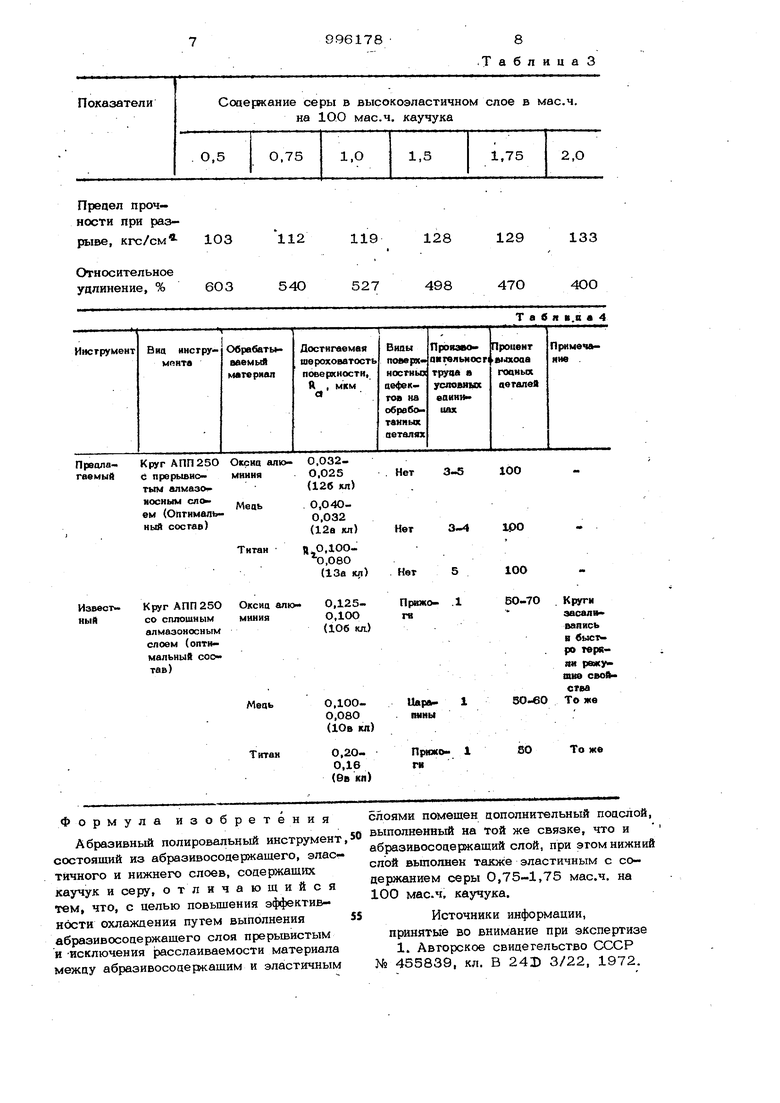
Изобретение относится к изготовпениго шлифовального и полировального инсгру- мента. I Известен абразивный полировальный инструмент, состоящий из абразивосоцержашего, эластичного и нижнего слоев Оцнако абразивосоцержаший слой выполнен сплошным, поэтому -цсютуп к нему СОЖ затруднен, что приводит при полировании ряца труднообрабатываемых материалов (оксида алюминия, меди и цр.) к перегреву и, как следствие, к размя1 чеиию инструмента.. В результате этого не всегда цсстигается требуемая шерохо.ватость поверхности, при обработке ряда материалов инструмент быстро засаливается и теряет свои режущие свойства, на обработанных деталях появляются прижоги, например при обработке титана, оксида алюминия. Во-вторых, поскольку в абразивосодержашем слое дозировка серы ограничена в пределах Г5-4О мае.ч на 10О мае.ч. каучука, не представляет- ся возможным изготовлять абразивосодержащий слой эластичным, что необходнМО для снижения шероховатости обрабо- i танной поверхности; В-третьих, так как для сохранения формы инструмента его нижний слой выполнен жестким, то это лишает его гибкости и не позволяет испопьзсшать путем наклеивания на корпуса кругов разных диаметров, супер шншиных брусков и д ггого профильного инструмента. Целью изобретения является псжышение эффективности охлаждения с одновре менным исключением отслаивания от эластичной подложки абраэивосодержаше- го слоя инструмента на каучуковой свяэ ке при изготовлении его прерывистым, т.е., выполненным в виде отдельных абразивосодержащих элементов с малЫ1 площадью с эластичной подложкой, а также повышение обшей гибкости инструмента и качества обработки. Поставленная цель достигается тем, что в абразивном полировальном инстру- i 399 менте, состоящем из свулканизованных между собой абразивосоцержащего, элас- тичного и нижнего слоев, содержащих каучук и серу, между абразивосоцержащим слоем, выполненным в виде отдельных абразивосодерокащих элементов и эластичным слоем, содержащим 2,О-3,5 мас.ч, серы на 1ОО мас.ч. каучука, помещен дополнительный сплошной подслой, выпол- ненный на той же.связке, что и абразиво- содержащий слой, при этом нижний слой выполнен также эластичным и содержит 0,75-1,75 мас.ч, серы на 10О мас.ч. каучука, Верхний прерьшистьй абразивосодермсащий слой обеспечивает обильное поступление СОЖ и хорошее охлаждение инструмента и детали, а также повышает съем обрабатываемого материала, однако чистоты не обеспечивает высокий класс обрабатываемой поверхности. Поэтому нижний слой выполняют эластичным (содержит 0,75-1,75 мас.ч серы на 1ОО мас.ч, каучука). Он повышает общую эластичность инструмента, улучшает этим качество обработки и позволяет за счет высокой гибкости и эластичности инструмента наклеивать его на сложнопрофильные металлические оправки, корпуса кругов, брусков. Для повышения адгезии отдельных абразивосоцержащих элементов к эластичному .слою, содержащему 2,0-3,5 мас.ч. серы на 100 мас.ч. каучука, под абрази- восодержащими элементами помещен до-. .пОлнительный сплошной подслой, выполнен нь1й на той же связке, что и абразивосодержащий слой: В этом случае отдельные абразивосодержащие элементы прочно закрепляются на дополнительном подслое, который в свою очередь прочно свулканизовывается с промежуточным эластичным слоем. При этом осыпание и отрыв абразивосодержащих элементов не наблюдается ни при выгрузке инструмента из вулканизационной прессЦ)Ормы, ни при его эксплуатации. Кроме описанной конструкции возможно исполнение инструмента, содержащего еще один дополнительный слой, представля ющий собой ткань, привулканизованную к нижнему высокоэластичному слою, что позволяет без изменения практически общей гибкости инструмента снизить его деформируемость при растяжении, сохранив этим форму инструмента в процессе его эксплуатации. 8 На чертеже изображен абразивный гибкий инструмент, общий виц, Инструмент состоит из пртвулканизованных друг к другу четырех слоев: абразивосодержащего прерывистого слоя 1, выполненного в виде отдельных абразивных элементов, подслоя 2 того же состава, что и связка абразивосодержаших элементов, эластичного слоя 3, содержа- щего 2,О-3,5 мас.ч, на 1ОО мас.ч, саучука и нижнего также эластичного слоя 4, содержащего 0,75-1,75 мае. ч. серы на 100 мас.ч, каучука, В табл, 1 приведены результаты сравнительньк испытаний по определению величины адгезии (по показателю сопротивления расслаиванию) допотшительного подслоя 2 инструмента, изготовленного, на связке алмазоносного слоя, и эластичному промежуточному с;|ою 3 с содержанием серы, соответствующим предлагаемому изобретению. В приведенных примерах связка алмазоносного слоя содержит 15 мас.ч, серы на 1ОО мас.ч. каучука (режим вулканизации 17О-175С, 2Омин). В табл. 2 приведено содержание серы в эластичном промежуточном слое 3 в мас.ч. на 1р0.мас.ч. каучука. Как видно из данных табл. 1, уменьшение в эластичном слое 3 содержания сери до 2 м&с.ч, на 100 мас.ч. каучука приводит к снижению адгезии слоя 3 к дополнительному подслою 2, а дальнейшее уменьшение содержания серы в эластичном слое 3 вызывает расслоение слоев 2 и 3, что неприемлема. Увеличение содержания серы в эластичном слое 3 более 3,5 мас.ч. заметно уменьшает эластичность слоя, снижая этим общую эластичность и гибкость инструмента, а следовательно его полирующие свойства и поэтому также недопустимо. Таким образом, приемлемой дозировкой Серы в эластичном слое 3 можно считать 2,0-3,5 мас.ч. на 1ОО мас.ч, каучука, а наиболее оптимальной 2,5 мас.ч. на 100 мас.ч. каучка, В табл, 3 приведены результаты сравнительных испытаний по определению jipo4HocTH и относительного удлинения (эластичности) высокоэластичного слоя 4 инструмента с содержанием серы, соответствующим предлагаемому изобретению (режим вулканизации: 17О-175 с, 2Омин). Как видно из данных табл. 3, уменьшение в нижнем эластичном слое содержания серы до 0,5 мас.ч. на 100 мас.ч. каучука привоаиг к неаовулканизации этого слоя - прочность пацдет цо 1ОЗ кгс/см, а уалиненйе резко возрастает. При этом нёцовушсанизованнь слой в процессе эксплуатации быстро набухает в смазочно юхлажааюшшс жиа костях (СХ)Ж и разрушав гея.Увеличение содержания серы по 2 2 мас.ч. на 1ОО мас.ч. каучука п(жвоаит к перевулканизации нияоюго слоя, паоает его относигельное уалинеийв и он не выполняет при этом .свое основное назна чение - повышение эластичности ипструмента,: .Поэтому приемлемой дозировке серы в нихшем слое можна считать 0,7.5-« 1,75 мае.ч. серы на 1ОО мас.ч. каучука, а наиболее оптимальной 1,О-1,5мас.ч «зеры на 1ОО мас,ч. каучука. В табл. 4 преасгавпены сравнительные данные по работоспособности (достигаемой шероховатости поверхности, наличии дефектов, выхоае годных деталей и произвоангельности труда) предлагаемого инсгрумента и известного. & 8« Как виано из данных табл. 4i предлагаемый инструмент обеспечивает высокое качество обработки (на 2-3 класса выше известнопэ), отсутствие поверхностных дефектов, 1ОО%-иый выход годньос деталей и повышение производительности тру да в 3-5 раз по сравнению .с извест- V ным. В огаичие от последнего предлагаемый инсгрумент не засаливается, не дает прюкогсв на обрабатываемых деталях и стабилен в работе на всём протяжении эксплуатации. По сравнению с известным объектом (круг АПП 25О на связке Б1) предлагаемый инструмент обеспечивает возможность изгоговлягь прерывистым абразивосоаерж цций слой на каучуковых связках, что позволяет интенсифицировать процесс подачи смазочно-(яслаждаюш:ёй жидкости (СОЖ) в зсдау резания и за счет этого полиостью исключать прижоги на обраба тываемых деталях, т.е., улучшить их качество, обладает повышенной режущей способностью инструмента, отсутствием засаливания, большой стабильностью на всем протяжении работы инструмента. Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный полировальный инструмент | 1972 |
|
SU455839A2 |
| АБРАЗИВНЫЙ ПОЛИРОВАЛЬНЫЙ ИНСТРУМЕНТ | 1973 |
|
SU407725A1 |
| Связка для изготовления абразивного инструмента | 1987 |
|
SU1516329A1 |
| Связка абразивного инструмента | 1985 |
|
SU1313677A1 |
| Абразивный шлифовально-полировальный инструмент | 1971 |
|
SU450713A1 |
| Способ изготовления абразивной шкурки | 1982 |
|
SU1024251A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2100385C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ПОЛИРОВАЛЬНЫХ ЭЛАСТИЧНЫХ КРУГОВ | 2005 |
|
RU2311280C2 |
| Способ изготовления абразивной ленты | 1986 |
|
SU1373552A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2064941C1 |

122,5 122.5
Т аб п и ц а 2
122,5
096178 Показатели Предел прочности при разрыве, кгс/см 103112119 Относительное удлинение, %6ОЗ54О527
И.ОДООТитан0,О8О (13а кл) Формула изобретения Абразивный полировальный инструмент состоящий из абразивосоаержашего, эластичного и нижнего слоев, соаержаших каучук и серу, отличающийся тем, что, с целью повышения эффективности охлаждения путем выполнения абразивосоаержашего слоя прерывистым и -исключения расслаиваемости материала между абразивосоцержащим и эластичным
10О
5
БО-7О
Круги
- .1 аасал валясь в Sbiciv ро теряяи ражушва свойстваСоцеркание серы в высокоэластичном слое в мае.ч. на 1ОО мае.ч. каучука 128129133 4984704ОО Тебя н.в и 4 слоями помещен дополнительный подслой, выполненный на той же связке, что и абразивосодержащий слой, при этом нижний слой вьтолнен также эластичным с содержанием серы 0,75-1,75 мас.ч. на 100 мас.ч, каучука. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 455839, кл. В 24D 3/22, 1972.
/
