Изобретение относится к технологическому оборудованию для производства, проволочных резистивных элементов,- в частности к намоточным станкам с программным управлением и следующей обратной связью для коррекции шага, используемым для намотки резистивных элементов многооборотных прецизионных потенциометров .
Известно устройство для намотки проволочных резисторов, содержащее шпиндели закрепления каркаса, раскладчик провода, закрепленный на каретке контакт раскладчика, подпружиненные токосъемные щетки шпинделя и систему управления с приводом l..
Однако известное устройство не обеспечивает высокой точности и качества изготовляемых изделий изза наличия трения скольжения в контактной паре контакт раскладчика резистивный провод, который повышает контактный юум, вносящий по-и грапность в систему управления, и является причиной возникновения механических дефектов поверхности резистивного привода, а именно риски , задиры и прочее.
Наиболее близким по технической сущности к изобретению является уст ройство для намотки резистивных элементов, содержащее вращающуюся планшайбу с технологической катушкой с запасом реэ«стивного провода, направляющие ролики и штуцер с центральным отверстием для прохода каркаса .
10
Однако известное устройство также не обеспечивает высокой точности изготовления резистивных элементов, так как оно не дает возможности производить измерение сопротивления
15 резистивного элемента е процессе намотки.
Цель изобретения - повышение производительности и точности изготовления резистивных элементов.
20
Дель достигается тем, что устройство для намотки резистивных элементов, содержащее вращающуюся планшайбу с технологической катушкой с запасом резистивного провода, на25правляющие ролики и штуцер с центральным отверстием для прохода каркаса, снабжено установленным на планшайбе контактным роликом с токосъемными щетками, электрически соединен30ными со штуцером, причем контактный и направляющие ролики размещены в одной плоскости, проходящей от торца штуцера на расстоянии, равном половине диаметра резистивного провода.
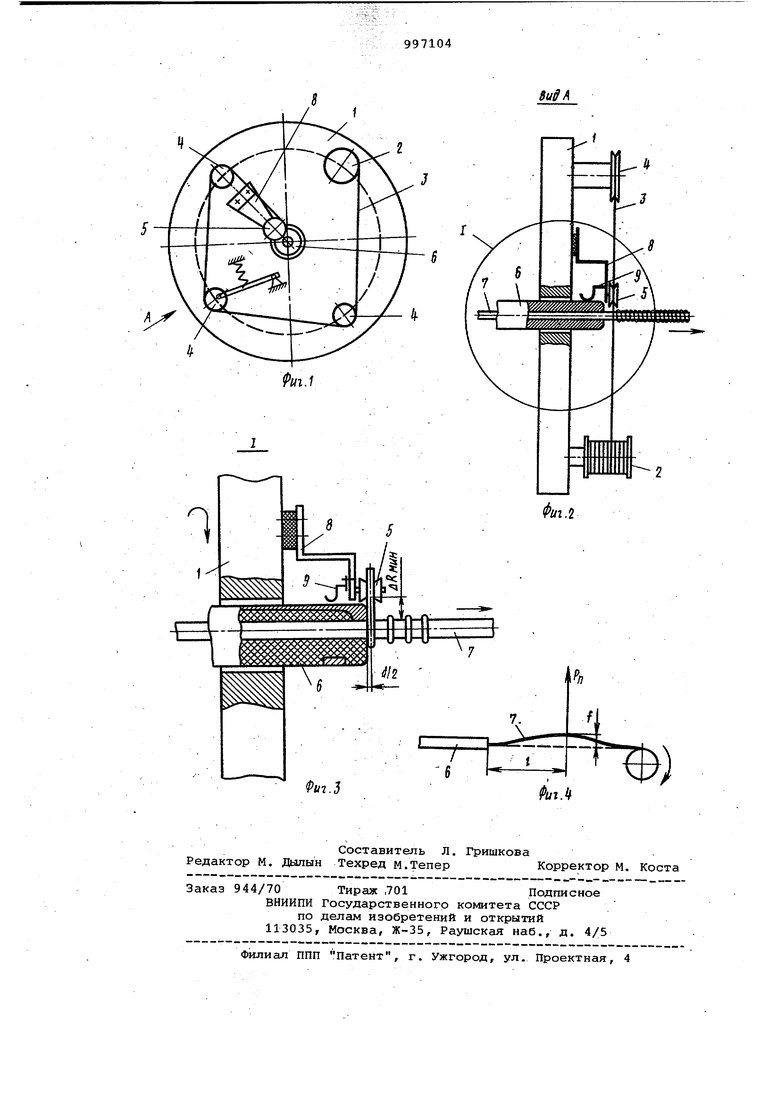
На Фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. If на фиг. 3 - узел Т на фиг.2 на фиг. 4 - схема распределения усилия натяжения при намотке.
Устройство состоит из планшайбы .1, на которой установлены технологическая катушка 2 с запасом резистивного провода 3, направляющие ролики 4 и контактный ролик 5. В отверстии планшайбы 1 размещен штуцер .6 с центральным отверстием для прохода каркаса 7. Контактный ролик 5 размещен на кронштейне 8, изолирован от планшайбы 1, но электрически соединен со штуцером б при помощи токосъемных щеток 9,
Местоположение контактно1о ролика 5 удовлетворяет следующим условиям.
Во-первых, контактный 5 и направляющие 4 р.олики размещены в одной плоскостиj чтобы исключить дополнительное боковое трение о щечки роликов и возможность соскальзывания с них резистивного провода 3. в
Во-вторых, эта плоскость должна располагаться от торца штуцера б на расстоянии, равном половине диаметра резистивного провода 3. Это Нео-бходимо для исключения прогиба { каркаса 7 под действием усилия натяжения PY наматываемого резистивного провода 3.на плече 8, так как наличие прогиба при намотке вНо.сит дополнительные погрешности в характеристики резистивного элемента.
В-трётьих, высота контактного рО лика 5 от Kapijaca 7 должна быть такой, чтобы омическое сопротивление участка резистивного провода 3 от схода с контактного ролика 5 до точки касания каркаса 7 было бы в пределах допуска, назначаемого на наматываемый резистивный элемент.
Устройство работает следующим образом. .
Конец резистивного провода 3 сматывают с технологической катушки 2, огибают им:направляющие ролики 4 и контактньШ ролик 5 и закрепляют на каркасе 7. Затем выключают привод
вращения планшайбы 1 и протяжки кс, каса 7.,
Происходит намотка резистивной проволоки на каркасе 7. Электрический сигнал, снимаемый с контактног ролика 5 через токосъемные щетки 9 и штуцер б, используя для осуществления автоматического замера величины сопротивления наматываемого резистивного элемента. Необходимый ша намотки резистивного элемента кор.рактируется скоростью вращения планшайбы 1 или протяжки каркаса 7.. .
Использование контактного ролика являющегося одним из токосъемников для подачи сигнала в систему управления, позволяет повысить надежность и качество контактирования резистивного провода во время намотки, повысить тем самым точность изготовления резистивного элемента, улучшить качество поверхности резистивного провода за счет исключения контактных рисок и прочих дефектов и тем .самым увеличить производительность.
Формула изобретения
Устройство для намотки резистивных элементов, преимущественно прецизионных многооборотных потенциометров , содержащее вращающуюся планшайбу с технологической катушкой с запасом резистивного провода, направляющие ролики и штуцер с центральным отверстием для прохода каркаса, отличающееся тем что, с целью повьошения производительности и точности изготовления резистивных элементов, устройство снабжено установленным на планшайбе контактным роликом с токосъемными щетками, электрически соединенными со штуцером, причем контактный и направляющие ролики размещены в одной плоскости, проходящей от торца штуцера на расстоянии, равном половине -диаметра резистивного провода.
Источники информации, принятыево внимание при экспертизе
1.Авторское свидетельство СССР №627545, кл. И 01 С 17/00, 14.10.74
2.Авторское свидетельство СССР № 633076, кл. Н 01 С 17/00,11.04.77
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ БУХТОНАМОТЧИК | 2006 |
|
RU2312054C1 |
| Многооборотный потенциометр | 1980 |
|
SU1274009A1 |
| МНОГООБОРОТНЫЙ ПОТЕНЦИОМЕТР | 1973 |
|
SU397975A1 |
| Станок для намотки катушек электрических машин | 1985 |
|
SU1420635A1 |
| ТОКОСЪЕМНОЕ УСТРОЙСТВО | 1972 |
|
SU349031A1 |
| Оправка для намотки сопротивления многооборотных потенциометров | 1971 |
|
SU493818A1 |
| Многооборотный потенциометр | 1984 |
|
SU1377927A1 |
| Станок для намотки электрическихКАТушЕК | 1978 |
|
SU815779A1 |
| Многооборотный потенциометр | 1972 |
|
SU699574A1 |
| Станок для намотки электрических катушек | 1983 |
|
SU1150667A1 |