(54) ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТЕРМООТПУСКА ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитно-акустический способ неразрушающего контроля дефектов изделий из ферромагнитных материалов и устройство для его осуществления | 1985 |
|
SU1529098A1 |
| Электромагнито-акустический способ контроля качества изделий из ферромагнитных материалов | 1983 |
|
SU1113732A1 |
| Способ неразрушающего контроля механических свойств изделий из ферромагнитных материалов | 1983 |
|
SU1128157A1 |
| Электромагнитно-акустическое устройство | 1989 |
|
SU1702297A1 |
| Способ неразрушающего контроля магнитных материалов | 1981 |
|
SU1032404A2 |
| Электромагнитно-акустический преобразователь для ультразвукового контроля | 2016 |
|
RU2649636C1 |
| Способ контроля ферромагнитных материалов | 1981 |
|
SU974246A1 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2031404C1 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2584274C1 |
1
Изобретение относится к акустическим методам .-и средствам неразрушающего контроля и может быть использовано в машиностроении для повышения надежности контроля качества термической о работки и прочностных сжойств изделий из ферромагнитных сталей.
Йз вестен элёктромагнитно-акустичео; кий (ЭМА) способ контроля качества термоотпуска изделий из ферромагнитных ,д сталей, заключающийся в том, что в ковн тролируемом изделии, найагничиваемсм постоянным магнитным полем,возбуждают за счет магнитострикдионного взаимодействия ультразвуковую волну, регистра- ,5 руют ЭМА сигнал на частоте резонанса этой волны в изделии и по амплитуде ЭМА сигнала судят о качестве термоотпуска изделий С
Недостатком этого способа является 20 низкая чувствительность контроля, обуоловленная слабой зависимостью амплитуды ЭМА сигнала от изменений температуры термоотпуска.
Наиболее близким по технической сущности к изобретению является электромагнит но-акустический способ неразрушающего контроля качестве термоотпуска изделий из ферромагнитных материалов, заключающийся в там, что на изделие воздействуют постоянным магнитщлм полем, возбуждают в нем ультразвуковые колебания, регистрируют акустический сигнал на частоте резонанса колебаний в изделии, определяют фазовый сдвиг между этим сигналом и опорным и учитывают его при контроле .
Недостатком этого способа является низкая надежность контроля в широком интервале температур термоотпуска, обусловленная зависимостью результатов контроля от вариаций размеров однотипных контролируемых изделий.
Цель изобретения - повышение надежности контроля в широком интервале температур термоотпуска.
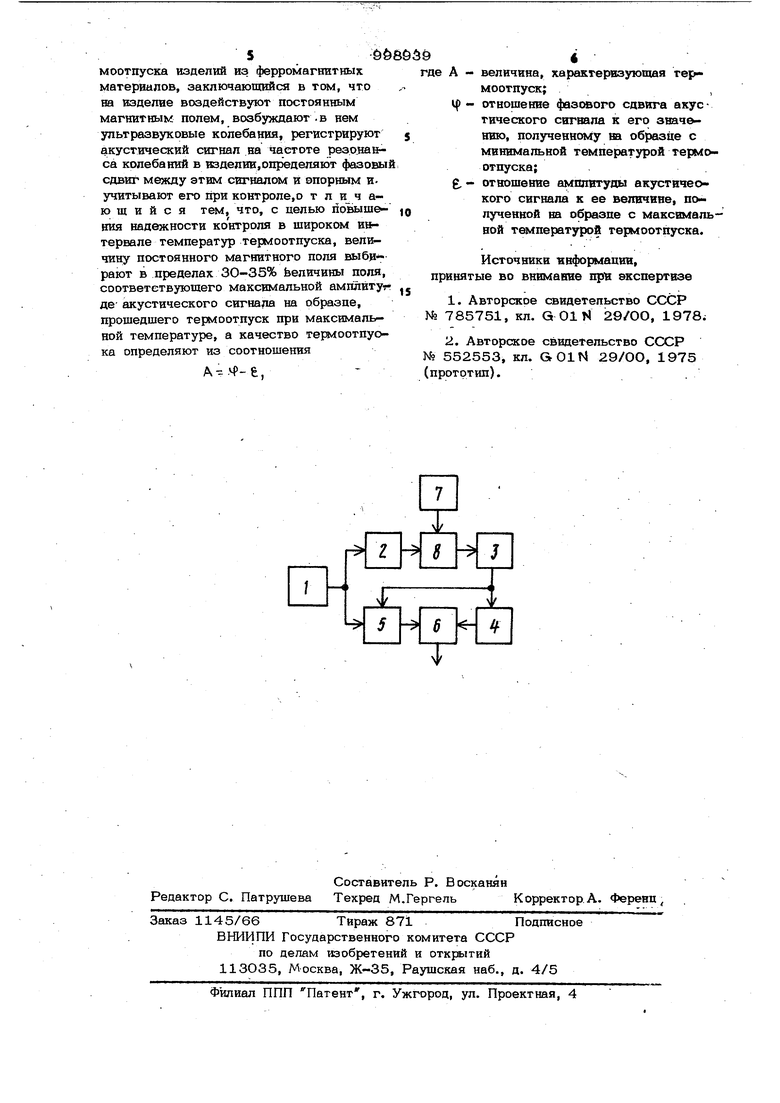
Эта дель достигается тем, что согласно электромагнитно-акустическому способу неразрушающего контроля качества термоотпуска изделий из ферромагнитных материалов, заключающемуся в том, что на изделие воздействуют постоянным маг китным полем, возбуждают в нем ультразвуковые колебания, регистрируют акуотический сигнал на частоте резонанса колебаний в изделии, определяют фазовый сдвиг между этим сигналом и опорным и учитывают его при контроле, величину постоянного магнитного поля выбирают; в пределах 30-3 5% величины поля, соответствующего максимальной амплитуде акустического сигнала на образйе, прошедшего термоотпуск при максимальной температуре, а качество термоотпуска определяют vi3 соотношения где А . - величина, характеризующая тер моотпуск; Ц) - отношение фазового сдвига акустического сигнала к его значению, полученному на образце с минимальной, температурой термоотпуска; - отношение амплитуды акустического сигнала к ее величине, полученной на образце с максимальной температурой терлоотпуска. На чертеже изображена блок-схема устройства, реализующего предлагаемый способ. Устройство содержит последовательно соединенные генератор 1 и излучающий ЭМА преобразователь 2,приемный ЭМА. преобразователь 3, преобразователь 4 амплитуды ЭМА сигнала в постоянное на пряжение, вход которого соединен с выходом приемного ЭМА преобразователя . 3, преобразователь 5 фазового- сдвига ЭМА сигнала в постоянное напряжение, вход которого соединен с выходом приемного ЭМА преобразователя 3, сумматор 6, входы которого соединены с выходами преобразователей 4-5, и источни 7 постоянного магнитного поля, а вход преобразователя 5 соединен с выходом генератора 1. Сущность способа заключается в еледующем. Из эталонной партии образцов изделий, подлежащих контролю на качество термоотпуска,, выбирают образец с максимальной температурой термоотпуска и снимают на нем зависимость амплитуды ЭМА сигнала от величины намагничивающего поля, определяют из этой зависиМОСТИ величину постоянного магнитного поля, соответствующего максимальной амплитуде акустического сигнала, после чего устанавливают рабочую величину постоянного магнитного поля р пределах 30-35% определенной из этой зависимости величины. При установленной рабочей величине магнитного поля проводят измерение фазового сдвига ЭМА сигнала и амплитуды ЭМА сигнала на эталонной партии, относят результаты измерений соответственно к величине фазового сдвига ЭМА сигнала, полученного на. образце с минимальной температурой термоотпуска, и к величине амплитуды акусти ческого сигнала, полученного на образце с максимальной температурой отпуска, в интервале температур отпуска образцов, подлежащих контролю, и определяют зависимость параметра А Ч - от температуры отпуска. После этого проводят контроль изделий с неизвестными режимами отпуска и по значению параметра А судят о качестве термоотпуска, Для выполнения этих операций с выхода генератора 1, настроенного на .частоту резонанса колебаний в контролируемом изделии 8, в излучающий ЭМА преобразователь 2 подают высокочастотный электрический сигнал, который, взаимодействуя с полем источника 7 постоянного магнитного поля; возбуждает в изделии 8 ультразвуковые колебания. Сигнал с выхода приемного ЭМА преобразователя 3 поступает одновременно-на преобразователь 4 амплитуды ЭМА сигнала в по-, стоянное напряжение и преобразователь 5 фазового сдвига ЭМА сигнала в постоянное напряжение. Сигналы с выходов преобразователей 4-5, пропорциональные соответственно величинам . и Н , поступают на сумматор 6. По выходному . сигналу сумматора 6 судят о качестве термоотпуска изделий. Таким образом, благодаря выбранной величине магнитного поля и учету зависимости разности отношения фазового сдвига акустического сигнала к его значению,полученному на образце с мини мальной температурой термоотпуска, и отношения амплитуды акустического сигнала к ее величине, полученной на образце с максимальной температурой термоотпуска, от температуры отпуска, повышается надежность контроля в широком интервале температур термоотпуска. Формула изобретения Электромагнитно-акустический способ еразрушающего контроля качества термоотпуска изделий из ферромагнитнык материалов, закпючаюппйся в том, что на издепие воздействуют постоянным магнитным попем, возбуждают-в нем ультразвуковые колебания, регистрируют акустический сигнал на частоте резднанса колебаний в взделии,о11ределяют фазовый сдвиг между этим сигналом и опорным иучитывают его при контроле,о т л и ч аю щ и и с я тем, что, с целью повышония надежности контроля в широком интервале температур термоотпуска, величину постоянного магнитного поля выб 1рают в пределах 30-35% величины попя, соответствующего максимальной амплйтут- j де акустического сигнала на образце, прошедшего термоотпуск при максимальной температуре, а качество термоотпуока определяют из соотношения А.М-б,&&6639где 5 10 п № № (п i А - величина, характеризующая термоотпуск;Ц) - отношение фазового сдвига акус тического сигнала к его значению, полученному m образце с минимальной температурой термоотпуска;е, - отношение амплитуды акустического сигнала к ее величине, полученной на образце с максимальной температурэй термоотпуска. Источники информации, инятые во внимание при экспертизе 1.Авторское свидетельство СССР 785751, кл. Q 01 К 29/ОО, 1978; 2.Авторское свидетельство СССР 552553, кл. GOlN 29/ОО, 1975 ототип)..
