Изобретение относится к области неразрушающего контроля при реализации магнитных (метод рассеяния магнитного потока, вихретоковых др.) и ультразвуковых бесконтактных (сухих, без применения контактирующей жидкости) методов дефектоскопии для обнаружения дефектов и определения геометрических размеров изделий на значительных скоростях сканирования.
Многие средства дефектоскопии ответственных изделий промышленности базируются на получении информации из контролируемого объекта путем намагничивания изделия и фиксации сигналов определенной природы с помощью измерительных датчиков. В первую очередь, это магнитные методы контроля (метод рассеяния магнитного потока, магнитопорошковый, вихретоковый) и акустические при электромагнитно-акустическом (ЭМА) возбуждении/приеме ультразвуковых (УЗ) колебаний бесконтактным (сухим) способом [1].
Наиболее распространенным и широко используемым магнитным методом неразрушающего контроля является метод рассеяния (вытеснения) магнитного потока Magnetic Flux Leakage (MFL) позволяющий обнаруживать не только коррозионные повреждения, но и трещины и локальные дефекты на глубине до 20 мм. При этом стенка контролируемого изделия намагничивают мощным постоянным накладным П-образным магнитом практически до насыщения. При наличии дефекта или коррозии картина магнитного поля вблизи сканируемой поверхности претерпит изменения (произойдет увеличение магнитного сопротивления участка цепи в этой зоне) и часть силовых линий будет вытеснена наружу, которая будет зафиксирована измерительным датчиком (преобразователи Холла, катушки индуктивности и др.) [2].
В общем случае измерительная часть MFL дефектоскопа содержит опорные колеса с рамой, на которой крепятся П-образный магнит (редкоземельные магниты и чувствительный элемент - измерительный датчик (или линейка чувствительных элементов) [2].
При реализации вихретокового метода размещение измерительного датчика в постоянном магнитном поле позволяет обнаруживать дефекты с внутренней и наружной поверхности листов и труб (как и в MFL), а по фазе сигнала определить на какой стороне находится дефект.
Из всех известных методов реализации бесконтактного ультразвукового (УЗ) контроля металлов (лазерное возбуждение и прием УЗ колебаний, контроль с помощью нормальных волн на значительные расстояния и др.), наиболее перспективным и реализуемым является использование бесконтактных электромагнитно-акустических (ЭМА) преобразователей, обладающих рядом существенных преимуществ перед традиционным контактным методом с использованием пъезопреобразователей [1].
Можно выделить два основных элемента конструкции ЭМА преобразователя: магнитная система, состоящая из магнита (набора магнитов или электромагнита) и магнитопровода, формирующая поле намагничивания; индуктор (измерительный датчик), как правило, представляющая собой эллиптическую (или любой другой конфигурации) плоскую катушку индуктивности (или несколько катушек) [3].
В зазоре между полюсом (или концентратором) магнита и контролируемым изделием размещается катушка индуктивности индуктора ЭМА преобразователя, представляющая собой плоскую катушку. Импульсный ток УЗ частоты, протекающий в плоской катушке индуктора, вызывает колебания поверхностного слоя контролируемого изделия. УЗ колебания, распространяясь по изделию, фиксируют эхо- и/или зеркально-теневым методами УЗ контроля искомые дефекты.
Эффективность ЭМА-преобразования напрямую зависит от величины подмагничивающего поля, создаваемого намагничивающей системой ЭМА-преобразователя. Из [4] известно, что эффективность ЭМА преобразователей в совмещенном режиме (излучение - прием) пропорциональна квадрату величины поля подмагничивания В. При этом достаточно намагнитить только скин-слой ферромагнетика, обусловленный высокочастотным электромагнитным полем, который создается первичными ЭМА преобразователями -катушками индуктора. Именно в скин-слое ферромагнетика происходит взаимное преобразование высокочастотных электромагнитных и акустических колебаний. Другими словами, эффективность ЭМА-преобразования зависит от намагничивающей системы и создаваемого ею магнитного поля в скин-слое контролируемого материала.
Для создания больших полей при ЭМА контроле используют намагничивающие системы (узел намагничивания), представляющие собой массивные сборки из постоянных магнитов. Установлено, что подмагничивающее поле сильно зависит от зазора между узлом намагничивания и поверхностью контролируемого ферромагнетика [5]. Для сканирования изделия узел намагничивания устанавливают на тележку. При этом полюса магнита не должны касаться неровностей поверхности (например, валиков усиления сварных швов) контролируемого изделия. Причем, с целью обеспечения безопасности эксплуатации, чем больше скорость сканирования, тем больший зазор должен быть между полюсами магнита и поверхностью изделия.
Таким образом, как при реализации магнитного метода дефектоскопии, так и при бесконтактном методе УЗ контроля необходимо обеспечить перемещение узла намагничивания по поверхности контролируемого изделия с минимальным зазором между ними. Для этого применяют специальные каретки и тележки на опорных колесах. Как правило, на эти же тележки устанавливают систему крепления измерительных датчиков (датчиков Холла или катушек индуктивности при магнитном методе и плоских индукционных катушек (индукторов) при ЭМА методе контроля).
Известен способ неразрушающего контроля, реализуемый с помощью «Магнитного сканера дефектоскопа» СКМ-1, предназначенного для выявления стресс-коррозионных поражений стенок труб магистральных и шельфовых газонефтепроводов, резервуаров и определения параметров трещин и коррозионных каверн [6]. Известные способ и устройство реализованы на трехколесной тележке, несущей магнитную поисковую систему, состоящую из постоянного магнита и измерительных датчиков магнитного поля, размещенных между полюсными наконечниками намагничивающего устройства. На тележке также размещено электронное оборудование и источник питания. Сканер перемещается вручную по обследуемой поверхности.
Известно устройство для наружного неразрушающего контроля стенок труб [7], содержащее тележку с несущей рамой, колесную ходовую подвеску, ходовой привод, автономный источник энергии, одометр, датчики средств неразрушающего контроля, и электронное оборудование. Измерительные датчики устройства выполнены в виде вихретоковых преобразователей.
Известен способ бесконтактного неразрушающего контроля ультразвуковым методом, реализуемый с помощью ЭМА преобразователя [8], который, с целью повышения долговечности и надежности контроля, снабжен протектором, выполненным в виде эластичной ленты и обрезиненных роликов, а подмагничивание осуществляется с помощью соленоида, размещенного с другой стороны контролируемого листового материала, установленного с возможностью поворота относительно оси, перпендикулярной к поверхности ленты. К недостатку известного способа и устройства с ЭМА преобразователем следует отнести значительную сложность конструкции, необходимость двустороннего доступа к изделию для размещения подмагничивающего соленоида.
Известен способ бесконтактного неразрушающего контроля ультразвуковым методом, реализуемый с помощью ЭМА преобразователя [9], в котором магнитопровод намагничивающего устройства выполнен в виде полого цилиндра из магнитного материала и обеспечивающим, в сочетании с "воздушной подушкой", стабильное положение катушек параллельно поверхности объекта контроля. В конструкции выполнены сквозные каналы, соединенные с внутренним каналом магнитопровода, имеющего на противоположном конце отверстия для подачи сжатого воздуха. Выполнение намагничивающего устройства в указанном виде позволяет создавать под измерительным датчиком воздушную подушку, частично предохраняющую систему от повреждения при наличии на поверхности изделия неровностей. Недостатком известного способа и устройства является сложность конструкции, необходимость сжатого воздуха и низкая чувствительность контроля.
Известен способ бесконтактного неразрушающего контроля, реализуемого с помощью сканирующего дефектоскопа [10], включающего в себя укрепленные на раме шасси измерительный датчик средств неразрушающего контроля, с намагничивающим узлом и узлом измерительных датчиков (излучающим и приемным первичными ЭМА преобразователями - индукторами). Намагничивающая система выполнена в виде сердечника в форме параллелепипеда из магнитомягкой стали, на каждой нерабочей поверхности которого установлен высокоэнергичный магнит так, чтобы одноименные полюса магнитов были направлены внутрь сердечника, а на рабочей поверхности укреплены излучающий и приемный первичные электромагнитно-акустические преобразователи. Рама шасси установлена на двух моторколесах. Сканирующий дефектоскоп позволяет с большей чувствительностью выявить дефекты потери металла и растрескивания в теле объекта контроля, например, в теле трубы газо- и нефтепровода при увеличении диапазона измеряемых толщин стенок объекта контроля. Кроме того, процесс сканирования с помощью этого дефектоскопа осуществляется с высокой скоростью. Недостатком известного устройства является низкая надежность конструкции при наличии на поверхности контролируемого изделия неровностей и низкая чувствительность контроля.
Использование постоянного магнита (или электромагнита) со сложной механической подвеской ограничивает его применение. Кроме того, как показано выше, сильное влияние на результаты измерений оказывает величина зазора между магнитом и поверхностью намагничиваемого изделия.
Известен способ и устройство ЭМА контроля изделий и образцов из электропроводящего материала по патенту [11] немецкой фирмы «Институт др. Ферстер ГМБХ КО», содержащий узел намагничивания контролируемого изделия и узел зонда (индуктора) с катушками индуктивности, размещенный в области магнитного поля с возможностью перемещения относительно намагничивающего узла. Преимуществом известного устройства является выполнение узла намагничивания и узла индуктора (узел зонда) с определенной степенью свободы между собой. Узел индуктора, имея незначительную массу и постоянно находясь в магнитном поле узла намагничивания, вследствие отсутствия жесткой связи с намагничивающим узлом, при проходе неровностей поверхности может без затруднений следовать рельефу поверхности, не вызывая возникновения чрезмерных инерционных сил, которые могли бы привести к износу или даже разрушению преобразователя. При этом сильное магнитное притяжение между намагничивающим узлом и контролируемым ферромагнитным изделием не влияет (или влияет очень мало) на ту силу, которая прижимает узел индуктора к поверхности изделия. Благодаря этому, как заявляют авторы известного патента, контроль ферромагнитного материала может осуществляться с высокой чувствительностью и малой нагрузкой износа при сохранении скользящего контакта между узлом индуктора и поверхностью контролируемого изделия.
Недостатком известного способа и устройства является использование в качестве узла намагничивания систему, состоящую из постоянных магнитов (или электромагнита), расположенного над узлом индуктора на определенном (до 8 мм) расстоянии. Необходимость соблюдения этого расстояния обуславливает применения сложной конструкции взаимного крепления узлов и специальных защитных мер по сохранению этого зазора. При нарушении условия сохранения зазора между узлом намагничивания и узлом индукторов, все недостатки аналогов проявляются в полной мере - наблюдается быстрый износ и возможность повреждения индукторных катушек ЭМА преобразователя. Все это ограничивает функциональные возможности известного способа и делает невозможным применение известного устройства при значительных скоростях сканирования.
Все рассмотренные выше системы намагничивания ЭМА преобразователей [8-11] и магнитных дефектоскопов [6, 7] требуют сохранения постоянного зазора между рабочей плоскостью намагничивающей системы и поверхностью контролируемого изделия. Возможность попадания в указанный зазор посторонних металлических предметов и повреждения системы делает небезопасным проведение дефектоскопических работ. В зоне сварных стыков и других неровностей поверхности контролируемого изделия хрупкие постоянные магниты могут быстро выйти из строя. Из-за необходимости соблюдения технологического зазора, несмотря на применение редкоземельных магнитов, создаваемое ими магнитное поле недостаточно для эффективной дефектоскопии, особенно при значительных скоростях сканирования.
Известные способы бесконтактного возбуждения/приема УЗ колебаний [12, 13] и соответствующие устройства повышают эффективность электромагнитно-акустического преобразования, но также требуют наличия воздушного зазора между узлом намагничивания и индуктором, а также между индуктором и поверхностью контролируемого изделия, и не могут обеспечить требуемую надежности и достоверности неразрушающего контроля ответственных изделий при различных скоростях сканирования.
Известные способы магнитного контроля [14, 15] и устройства их реализующие, обладают ограниченной возможностью вследствие потенциалов, заложенных в соответствующий метод неразрушающего контроля (контроль поверхностных и подповерхностных слоев изделий из ферромагнитных материалов).
Наиболее близким к заявляемому являются способ и устройство неразрушающего контроля с помощью сканера-дефектоскопа [16] (см. Figure 4 и русскоязычный источник [2] см. стр. 111-146 и рис. 2.5.14), состоящей из опорных колес с рамой, на которой крепятся узел намагничивания - П-образный магнит (например, постоянный магнит или электромагнит) и узел измерительных датчиков (или линейка чувствительных элементов). Причем полюса магнита размещены на определенном расстоянии от сканируемой поверхности, а измерительный датчик(и) расположен в межполюсном пространстве. Рассматриваемая схема является обобщенной, и, дополненная различными конструктивными элементами, применяется при реализации бесконтактного неразрушающего контроля во многих магнитных системах дефектоскопии: при контроле листовых материалов и конструкций, магнитных системах внутритрубных многоканальных снарядов-дефектоскопов, при контроле металлических канатов, днищ резервуаров и т.п., а также при реализации ЭМА дефектоскопов при возбуждении/приеме УЗ колебаний бесконтактным способом. Известные способ и устройство, в частности, применяется для контроля труб, цилиндрических резервуаров из черных металлов и листов в ручных, механизированных и автоматизированных системах английской фирмы Silverwing [2, 16, 17].
Недостатком известных способа и устройства, принятых за прототип, является ограниченная функциональная возможность, позволяющая реализовать одновременно только один метод неразрушающего контроля (только MFL или только ЭМА метод), низкая надежность и достоверность контроля, вызванная наличием зазора между полюсами магнита и поверхностью контролируемого изделия (в тексте источника - 4 мм, на практике до 12 мм).
Задачей, решаемой заявляемым техническим решением, является расширение функциональных возможностей, повышение надежности и достоверности неразрушающего контроля ответственных изделий при различных скоростях сканирования.
Для решения поставленной задачи в способе бесконтактного неразрушающего контроля изделий производят намагничивание контролируемого изделия с помощью узла намагничивания, осуществляют измерение параметров магнитного поля в межполюсном пространстве магнитопровода у поверхности контролируемого изделия и по результатам измерений судят о наличии дефектов, согласно изобретению узел намагничивания выполняют в виде двухколесной каретки, колеса каретки используют в качестве полюсов узла намагничивания, магнитное поле, создаваемое узлом намагничивания дополнительно используют для реализации бесконтактного возбуждения и приема ультразвуковых колебаний электромагнитно-акустическим методом, индуктор метода размещают в зоне контактного пятна колеса каретки с изделием, о наличии и типе дефектов судят по результатам совместного анализа сигналов ультразвукового и магнитного методов неразрушающего контроля.
Для реализации заявляемого способа в устройстве бесконтактного неразрушающего контроля изделий, содержащего узел намагничивания изделий и узел измерительных датчиков, размещенных в межполюсном пространстве у поверхности контролируемого изделия, согласно изобретению узел намагничивания выполнен в виде двухколесной каретки, колеса каретки используются в качестве полюсов узла намагничивания, хотя бы в одном колесе каретки выполнен паз по всему периметру колеса, в пазе колеса размещен индуктор электромагнитно-акустического метода с возможностью в процессе сканирования постоянного нахождения в пятне контакта колеса с изделием, индуктор электромагнитно-акустического метода контроля и измерительный датчик магнитного метода соединены электронным блоком устройства.
Существенными отличиями заявляемого устройства по сравнению с прототипом являются следующие признаки:
1. Выполнение узла намагничивания в виде двухколесной каретки с использованием колес в качестве полюсов электромагнита обеспечивает создание стабильного магнитного потока в контролируемом изделии. В прототипе, эта величина переменная, что ухудшает качество контроля. Например, при наезде одного из опорных колес известного устройства на неровность приподнимаются и полюса П-образного магнита, что, естественно, приводит к изменению магнитного потока в изделии и к снижению надежности и достоверности контроля.
2. Использование магнитного потока, создаваемого в контролируемом изделии для реализации одного метода (магнитного), для дополнительного возбуждения/приема ультразвуковых колебаний электромагнитно-акустическим методом (второй метод), существенно расширяет функциональные возможности неразрушающего контроля, одновременно повышая надежность и достоверность дефектоскопии изделий, в том числе и при значительных скоростях сканирования. Во всех известных автору заявки на изобретение источниках, в том числе и в прототипе, намагничивание изделия осуществляют для реализации только одного метода неразрушающего контроля (или магнитного, или ЭМА метода).
3. Нулевой зазор между полюсами узла намагничивания (колесами) и поверхностью контролируемого изделия способствует повышению не только стабильности магнитного потока, но и, при прочих равных условиях, увеличению потока в изделии (в том числе и в скин слое металла изделия), а значит, и повышению эффективности ультразвуковой дефектоскопии.
4. Для полюсов электромагнита, являющимися колесами каретки, неровности на поверхности контролируемого изделия даже значительной величины не являются препятствием, приводящим к ограничению контроля или к повреждению измерительных датчиков дефектоскопа. В прототипе, столкновение неровности поверхности контролируемого изделия с полюсами магнита может привести к нарушению функционирования устройства.
5. Размещение индуктора ЭМА метода непосредственно в зоне пятна контакта полюса электромагнита (в круговом пазе на ободе колеса) с изделием заметно повышает эффективность возбуждения/приема ультразвуковых колебаний бесконтактным (без применения контактирующей жидкости) методом. В прототипе и в других известных способах и устройствах неразрушающего контроля такое решение не предусмотрено.
6. Заявляемый способ и устройство позволяют реализовать одновременно различные методы неразрушающего контроля: MFL (магнитный), ЭМА, вихретоковый и др. Совместная обработка (анализ) сигналов этих методов позволяют расширить функциональные возможности неразрушающего контроля (например, одновременное измерение толщины изделия и поиск внутренних дефектов) и повысить надежность и достоверность контроля. В прототипе предусмотрено применение известной системы только для реализации MFL метода контроля.
7. Система намагничивания, одновременно является и носителем информационных датчиков дефектоскопа, что в отличие от прототипа, существенно упрощает конструкцию и надежность работы устройства.
8. При реализации узла намагничивание на базе электромагнита (размещением катушек намагничивания на раме каретки), выключение электромагнита осуществляется простым способом, поэтому проблема снятия магнитной системы дефектоскопа с контролируемого изделия не существует. В прототипе для этих целей предусматривают специальные рычаги-ручки с роликовыми упорами [17], что дополнительно усложняет конструкцию.
9. В заявляемом устройстве, при прочих равных условиях (при одинаковых габаритах), можно обеспечить большее межполюсное расстояние, чем в прототипе, что способствует формированию более стабильного магнитного потока в контролируемом изделии. Это особенно важно при реализации значительных скоростей сканирования с целью повышения производительности контроля.
Заявляемое способ и устройство иллюстрируют следующие графические материалы:
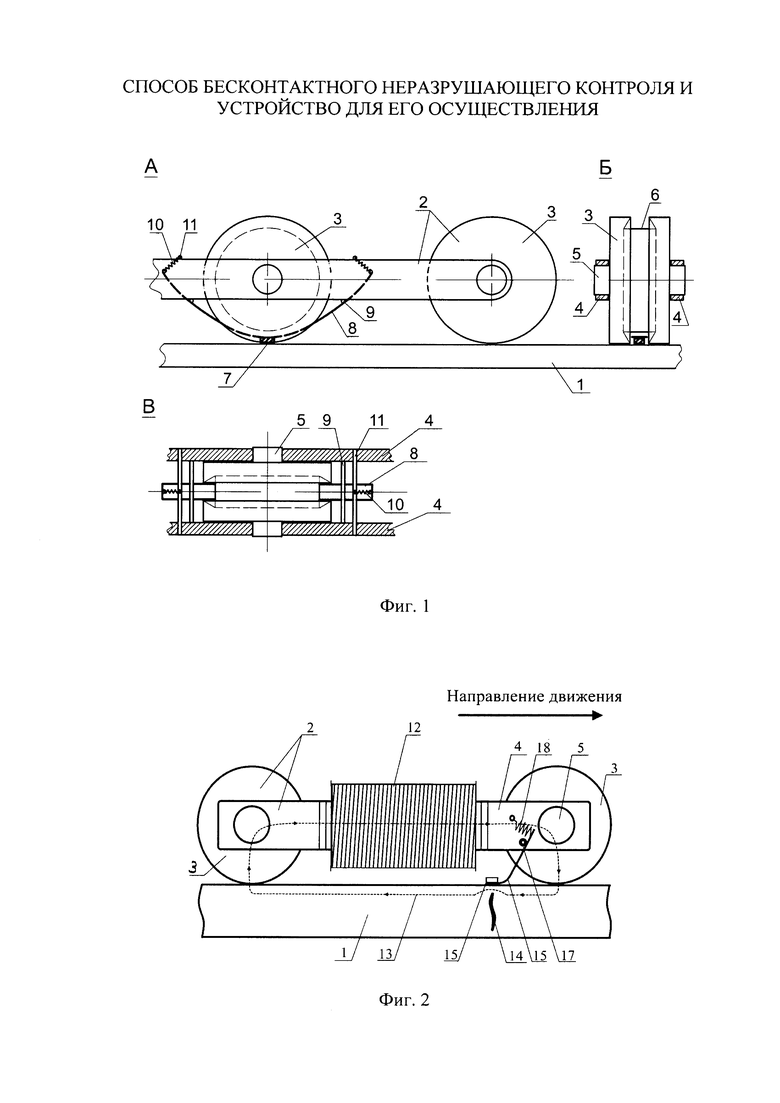
Фиг. 1 - Конструкция устройства, реализующего способ неразрушающего контроля (вид с боку) с ЭМА датчиком, где:
1 - контролируемое изделие;
2 - каретка;
3 - колеса каретки;
4 - рама каретки;
5 - оси колес 3;
6 - паз в колесе 3;
7 - измерительный датчик - индуктор ЭМА метода;
8 - пластина;
9 - ось пластины;
10 - пружина;
11 - перемычка для крепления пружины.
Фиг. 2 - Возможный вариант размещения электромагнита на раме каретки (вид с боку) и подвес измерительного датчика магнитного метода, где обозначения соответствуют обозначениям Фиг. 1:
12 - соленоид;
13 - магнитный поток в замкнутой магнитной цепи;
14 - дефект;
15 - магниточувствительный датчик магнитного метода;
16 - «лыжа» из немагнитного материала;
17 - ось «лыжи»;
18 - пружина «лыжи».
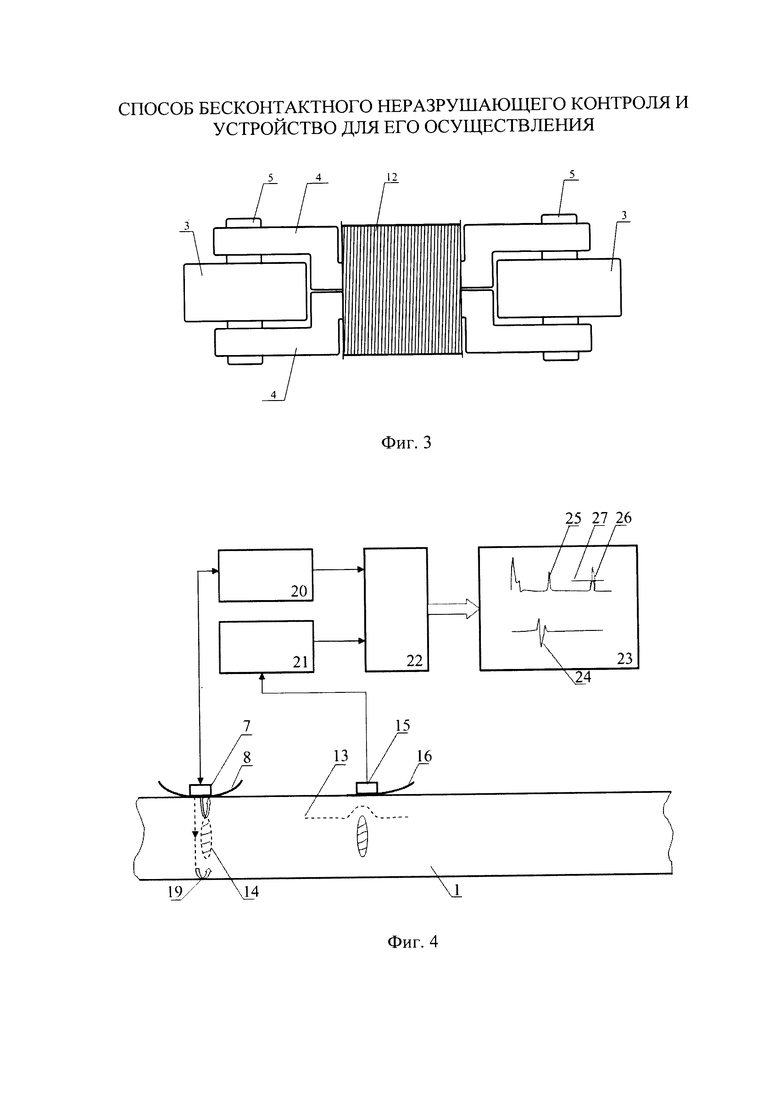
Фиг. 3 - Возможный вариант размещения электромагнита на раме каретки (вид сверху), где обозначения соответствуют обозначениям Фиг. 1 и 2.
Фиг. 4 - Функциональная схема устройства, реализующего заявляемый способ, где обозначения отдельных элементов соответствуют обозначениям Фиг. 1-3:
19 - траектория ультразвукового луча;
20 - генераторно-приемный блок ЭМА канала устройства;
21 - приемный блок магнитного метода;
22 - блок совместной обработки сигналов УЗ и магнитного методов контроля;
23 - блок регистрации и отображения результатов контроля;
24 - сигналы магнитного метода контроля;
25 - эхо-сигнал УЗ метода контроля;
26 - донный сигнал УЗ метода контроля;
27 - пороговый уровень УЗ метода контроля.
Для упрощения иллюстративных материалов, на Фиг. 1 подробно показана подвеска ЭМА индуктора, а на Фиг. 2 - подвеска магниточувствительнного датчика на каретке. В тоже время заявляемый способ и устройство подразумевают совместную реализацию ультразвукового и магнитного методов контроля с одновременным использованием упомянутых измерительных датчиков.
Ниже приведен пример конкретного выполнения устройства бесконтактного неразрушающего контроля изделий, в частности листов, не исключающий других вариантов его осуществления в объеме формулы изобретения.
Простейшая конструкция устройства бесконтактного неразрушающего контроля изделий в виде двухколесной каретки приведена на Фиг. 1-3. Каретка 2, устанавливаемая на контролируемое изделие 1, состоит из двух колес 3, соединяемых рамой 4. Рама (Фиг. 1) состоит из двух идентичных полурам 4 (Фиг. 1-3). При выполнении полурамы в виде фигурных половинок (Фиг. 2 и 3) сборку каретки можно выполнить путем стягивания болтами (на Фиг. не показаны). В образовавшиеся «вилки» на концах рамы (Фиг. 3) с помощью осей 5 устанавливаются колеса 3 каретки. В одном или в обоих колесах 3 каретки 2 выполняют по всей образующей (периметру, ободу) колеса паз 6 для размещения индуктора 7 ЭМА метода. Индуктор 7 крепится к раме 4 каретки 2 с помощью упругой пластины 8 с осями вращения 9. Регулировку положения индуктора 7 относительно внутренней поверхности паза 6 и поверхности контролируемого изделия 1 в определенных пределах можно выполнить путем изменения натяжения пружин 10, прикрепленных к перемычкам 11, смонтированных на раме 4. Форму паза 6, в колесе 3 и конструкцию подвеса индуктора 7 ЭМА метода в пазе выполняют исходя из следующих требований:
- индуктор 7 должен быть максимально близко приближен к металлической поверхности изделия 1;
- при вращении колеса 3 в любом направлении индуктор 7 не должен застревать в пазе 6 и при поднятии каретки индуктор не должен выпадать из колеса;
- при наезде на небольшие неровности поверхности изделия 1 индуктор 7 не должен повреждаться;
- необходимо обеспечить минимальный износ как индуктора 7, так и колеса 3, в том числе и внутри паза 6.
Этих требования можно обеспечить при реализации конструкции с использованием типовых линейных направляющих, например, типа DryLin® N для высоких скоростей (до 15 м/с) и ускорений. Такая конструкция не требует смазки и технического обслуживания при использовании в качестве скользящего элемента технического термопласта iglide® (с рабочей температурой от минус 40 до плюс 90 градусов) [http://inautomatic.ru/?catalogue/DryLin_N].
На межколесной части стянутых между собой полурам 4 (Фиг. 2 и 3) размещается соленоид 12 (индукционная катушка намагничивания), которая при работе подключается к источнику тока (на Фиг. не показан). При этом кронштейны 4 служат сердечником, а колеса 3 каретки - полюсами электромагнита. При нахождении каретки 2 на ферромагнитном контролируемом изделии 1 образуется замкнутый контур магнитного потока 13. При наличии в изделии 1 дефекта 14 изменения магнитного потока 13 фиксируются магниточувствительным датчиком 15, размещенном на «лыже» 16 из немагнитного материала (например, нержавеющая сталь или полиуретан), висящем на прикрепленной к раме 4 оси 17. Регулировку прижатия «лыжи» 16 к поверхности сканирования осуществляют с помощью пружины 18 (Фиг. 2).
При реализации конструкции все элементы магнитной цепи: полурамы 4, оси 5, колеса 3 должны быть изготовлены из магнитомягкого материала (ферромагнитные материалы высокой магнитной проницаемостью, например, железо, стали и т.д.). С целью минимизации потерь магнитной цепи целесообразно, чтобы суммарной сечение «вилок» и сечение центральной части стянутых полурам были одинаковыми.
В качестве колес 3 каретки 2 можно использовать типовые стальные колеса, например, немецкой фирмы Blickle серии SVS [18] (с диаметрами колес от 100 до 300 мм и шириной от 40 до 90 мм). Эти колеса уже имеют запрессованные подшипники, обеспечивающие плавность хода каретки 2.
Магниточувствительный датчик 15 в виде индукционных, магниторезистивных, феррозондовых, датчиков Холла (или других) измерительных преобразователей устанавливается в межполюсном пространстве на поверхности изделия 1 между двумя колесами 3 каретки 2.
Для реализации УЗ методов с помощью ЭМА возбуждения и приема акустических колебаний узел намагничивания должен обеспечивать достаточный уровень магнитного потока 13, пронизывающего скин слой изделия 1. При определенных размерах колес 3 и токе в катушке до 20 А, как показывают экспериментальные исследования, максимальная магнитная индукция в зоне пятна контакта колеса каретки с изделием может составлять около 2,0 Тл, при скоростях сканирования до 10 м/с, что вполне достаточно для возбуждения УЗ волн в изделии [3].
В общем случае, возможна реализация узла намагничивания заявляемого устройства в виде постоянного магнита, например, путем монтажа в конструкцию полурам 4 элементов из редкоземельных магнитов (например, из ниодима-железа-бора (Nd-Fe-B)).
Измерительный датчик (индуктор) 7 ЭМА преобразователя (Фиг. 1) обычно представляет собой плоскую катушку в форме меандра, «бабочки» или иной формы (конфигурация катушки в предмет заявляемого технического решения не входит) и благодаря наличию паза в колесе может быть помещен непосредственно в зоне пятна контакта колеса с поверхностью изделия. Как показывают результаты моделирования и экспериментальные исследования, именно в этой зоне наблюдается максимальная магнитная индукция, способствующая эффективному возбуждению УЗ колебаний бесконтактным способом.
В зависимости от реализуемых при УЗ контроле схем прозвучивания контролируемого изделия 1, в зазоре между ободом колеса 3 и поверхностью изделия 1 могут находиться один, два или несколько катушек измерительного индуктора 7. То, какого вида ультразвуковые волны (по частоте и ориентации) будут созданы в материале контролируемого изделия, зависит от направления созданного кареткой с колесами магнитного поля, а также от компоновки катушек индуктора 7, их расположения (непосредственно в пятне контакта или на некотором расстоянии) и электронной системы.
В общем случае, размещение индуктора 7 возможно, как в зоне контакта переднего (по ходу движения), так заднего колеса 3 (Фиг. 1). При этом потребуется выполнение паза 6 в обоих колесах 3 и использование двух индукторов 7, что дополнительно повышает надежность и достоверность контроля.
На Фиг. 4 показана укрупненная функциональная схема устройства, реализующего заявляемый способ, состоящая из последовательно соединенных индуктора 7, генераторно-приемного блока 20 ЭМА канала, блока совместной обработки 22 и блока регистрации и отображения 23. Ко второму входу блока 22 подключены элементы магнитного канала устройства: последовательно соединенные магниточувствительный датчик 15 и приемный блок 21 магнитного метода.
При обнаружении дефекта 14 на дисплее блока 23 могут отображаться как сигналы 24 магнитного метода, так и сигналы УЗ метода: эхо-импульс 25 от поверхности дефекта; донный сигнал 26 от противоположной поверхности контролируемого изделия 1, амплитуда которого может при наезде в зону локации дефекта уменьшиться ниже порогового уровня 27.
Реализация генераторно-приемного блока 20 ультразвукового канала с ЭМА индукторами известна из технического уровня (см. например, [1, 3, 12 и 13]). Также известны примеры реализации приемного блока 21 магнитного канала (см. например, [2, 14-17]). Блок совместной обработки 22 может быть реализован на базе микропроцессора, реализующего заданный алгоритм анализа оцифрованных сигналов ультразвукового и магнитного метода, получаемых в процессе сканирования контролируемого изделия 1. Наблюдение зарегистрированных сигналов может производиться на типовом матричном дисплее 23.
Реализация заявляемого способа осуществляется следующим образом.
Перемещение каретки 2 в процессе сканирования контролируемого изделия 1 может одушевляться любыми известными способами: вручную; с прицепкой к подвижной единице; электромотором, размещенным непосредственно на каретку и т.п.
При подаче электрического напряжения на соленоид 12 электрического напряжения (например, напряжение 50 В, ток 20 А) в замкнутом контуре создается магнитный поток 13, который через полюса электромагнита (колеса тележки 3) проникает в контролируемое изделие 1 (Фиг. 2). Магнитный поток проходит в изделие через пятна контакта колесо - поверхность изделия.
В специально сделанном по всему периметру колеса 3 пазе 6 в зоне пятна контакта размещается катушка индуктивности индуктора 7 ЭМА преобразователя, представляющая, собой плоскую катушку. Конструкция крепления индуктора 7, состоящая из узлов 8, 9, 10 и 11 обеспечивает, как описано выше, постоянное нахождение индуктора 7 в зоне пятна контакта при вращении колеса 3.
Силовые линии, создаваемые электромагнитом в рассматриваемой зоне, практически перпендикулярны катушке индуктора и поверхности изделия 1. Импульсный ток, генерируемый излучаемой частью генераторно-приемного блока 20, и протекающий в плоской катушке индуктора 7, вызывает колебания поверхностного слоя контролируемого изделия 1 с максимальной амплитудой, т.е. в данном преобразователе энергия магнитного поля используется практически полностью. При этом обеспечивается равномерность фронта УЗ колебаний в скин-слое, что в совокупности приводит к увеличению коэффициента преобразования преобразователя и к созданию объемных сдвиговых волн 19 в контролируемом изделии 1 (Фиг. 4). Именно в скин-слое ферромагнетика происходит взаимное преобразование высокочастотных электромагнитных и акустических колебаний при излучении и приеме УЗ колебаний.
УЗ колебания, распространяясь по траектории 19 по толще изделия, фиксируют эхо- и/или зеркально-теневым методами УЗ контроля [1] искомые дефекты изделия. В приемной части блока 20 происходит усиление, частотная, временная и амплитудная селекция сигналов УЗ метода. В оцифрованном виде отселектированные сигналы УЗ метода поступают в блок 22 совместной обработки. На второй вход блока 22 поступают сигналы с приемного блока 21 магнитного метода.
Работа устройства магнитной дефектоскопии изделия очевидна. Магниточувствительный датчик 15 фиксирует изменения магнитного потока над дефектом. Усиленные и оцифрованные в блоке 21 сигналы магнитного контроля также поступают в блок 22 совместной обработки.
Совместная обработка сигналов магнитного и УЗ методов контроля в блоке 22 заключается, во-первых, в выделении сигналов от потенциальных дефектов по амплитуде и временному (для УЗ метода) положению. Во-вторых - в определении принадлежности анализируемых сигналов методов к одному и тому же объекту (дефекту). По соотношению измеряемых параметров определяется не только наличие, но и вид обнаруженного дефекта (поверхностные аномалии, внутренние дефекты и их глубина залегания). Наблюдая принятые сигналы на дисплее 23 можно дополнительно оценить степень их опасности. В частности, в процессе сканирования изделия 1, дефект 14 в контролируемом изделии одновременно зафиксирован как УЗ методом, так и магнитным (Фиг. 4). На дисплее 23 отображаются сигналы 24 магнитного метода и сигналы 25 и 26 УЗ метода контроля. По амплитуде сигнала 24, по временному положению эхо-сигнала 25 и амплитуде (ослаблению) донного сигнала 26 (ниже или выше заданного порога 27) можно весьма достоверно оценить характеристики выявленного дефекта 14.
Совместное использование двух методов контроля, основанных на разных физических принципах (акустическом и магнитном) позволяет получить положительный синергетический эффект, взаимно компенсируя недостатки каждого из применяемых методов неразрушающего контроля. Наличие «мертвой зоны» УЗ метода компенсируется значительными амплитудами сигналов от поверхностных и подповерхностных дефектов магнитного метода и наоборот, ослабление сигналов МД метода от дефектов залегающих ниже 10 мм, компенсируются уверенными сигналами УЗ метода контроля от дефектов на этих и больших глубинах.
Таким образом, применение заявляемого способа и устройства, его реализующего, повышает надежность и достоверность контроля. Благодаря указанным преимуществам расширяются и функциональные возможности устройства, реализующего заявляемый способ: увеличивается диапазон толщин контролируемых объектов, появляется возможность не только определять наличие дефекта в изделии, но и измерять его параметры. Кроме поиска дефектов появляется возможность измерять УЗ способом толщину контролируемого объекта по временному положению донного сигнала (по положению сигнала 26 относительно зондирующего импульса на Фиг. 4).
В зависимости от реализуемой скорости сканирования, размеров и массы каретки, конструкция намагничивающей системы, размеры колес, варианты сочленения осей колес с боковыми элементами (полурамами) могут быть иными, чем изложено выше. Приведенный вариант каретки и намагничивающей системы, как наиболее простая конструкция, в тексте описания заявки и на Фиг. 1-3 приведены лишь для демонстрации сущности заявляемого изобретения и подтверждения возможности его осуществления.
Реализация заявляемого способа и устройства возможна не только при контроле изделий с плоской поверхностью, но и любых других изделий, требующих контроль с высокой производительностью. Например, возможен контроль труб, тавровых балок, узких листовых полотен, металлических канатов и т.п. Естественно, при этом профиль образующей колес 3 каретки 2 должен быть адаптирован под профиль сканируемой поверхности контролируемого изделия.
Таким образом, заявляемые способ и устройство бесконтактного неразрушающего контроля могут быть реализованы, повышают надежность и достоверность обнаружения дефектов при одновременном упрощении конструкции устройства (не требуется подача контактирующей жидкости, узел намагничивания одновременно является носителем измерительных датчиков). Выполнение полюсов электромагнита в виде колес, размещение ЭМА индуктора в специально выполненном пазе колеса позволяет преодолевать неровности поверхности сканирования без появления зазора между полюсами и поверхностью изделия, а значит, и без изменения величины магнитного потока в изделии на значительных скоростях сканирования с одновременной реализацией двух взаимодополняющих методов неразрушающего контроля.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Неразрушающий контроль: Справочник: В 8 т./ Под общ. ред. В.В. Клюева, т. 6 (с. 40-109 магнитная дефектоскопия). Т. 3 (с. 72-80 ЭМА возбуждение УЗ). - М.: Машиностроение, 2004 (Т. 6), 2008 (Т. 3).
2. Потапов А.И., Сясько В.А., Соломенчук П.В. и др. Электромагнитные и магнитные методы неразрушающего контроля материалов и изделий. Т. 2: Электромагнитные и магнитные методы дефектоскопии и контроля свойств материалов: научное справочно-методическое пособие. - СПб.: Нестор-История, 2015. 440 с. (см. с. 11-146).
3. Муравьев В. В., Стрижак В.А., Балобанов Е.Н. К расчету параметров системы намагничивания электромагнитно-акустического преобразователя / Измерительная техника, 2011, №1 (17), с. 197-205.
4. Гобов Ю.Л., Михайлов А.В., Смородинский Я.Г. Намагничивающая система для ЭМА-сканера-дефектоскопа / Дефектоскопия, 2014, №11, с. 48-56.
5. Самокрутов А.А., Бобров В.Т., Шевалдыкин В.Г., Козлов В.Н., Алехин С.Г., Жуков А.В. Исследование анизотропии проката и ее влияния на результаты акустических измерений. // Контроль. Диагностика. 2003, №11, с. 6-8, 13-19.
6. Магнитный сканер дефектоскоп СКМ-1, рекламные документы МНПО «СПЕКТР», 2001 г.
7. Патент RU 2402760.
8. Патент SU 590660.
9. Патент RU 2223487.
10. Патент RU 142323.
11. Патент RU 2489713.
12. Патент SU 953551.
13. Патент RU 1647383.
14. Патент RU 2204129.
15. Патент RU 2257571.
16. Drury J.С. Magnetic flux leakage technology. Available at://www.silveringuk.com/ndt www. technical papers, spx (3/8/2011), (Figure 4).
17. Silverwing.http://silverwingndt.com/magnetic-flux-leakage/pipescan-pipe-corrosion-detection.
18. Колеса Blickle серии SVS. http://www.vserolici.ru/catalog/germaniya.php.
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитная система сканера-дефектоскопа | 2016 |
|
RU2680103C2 |
| Электромагнитно-акустический преобразователь для ультразвукового контроля | 2016 |
|
RU2649636C1 |
| Устройство электромагнитно-акустического контроля рельсов | 2017 |
|
RU2653663C1 |
| Способ высокоскоростной ультразвуковой дефектоскопии с использованием эффекта Доплера | 2019 |
|
RU2720043C1 |
| Способ бесконтактной ультразвуковой дефектоскопии с использованием эффекта Доплера | 2019 |
|
RU2722089C1 |
| Устройство магнитной дефектоскопии ободьев колесной пары | 2018 |
|
RU2680857C1 |
| Намагничивающее устройство дефектоскопа | 2019 |
|
RU2715473C1 |
| Способ скоростной магнитной дефектоскопии длинномерных изделий | 2019 |
|
RU2707977C1 |
| СПОСОБ МАГНИТНОЙ ДЕФЕКТОСКОПИИ ПОДОШВЫ РЕЛЬСОВ | 2020 |
|
RU2736177C1 |
| Способ комплексной диагностики рельсов | 2017 |
|
RU2642687C1 |
Изобретение относится к области неразрушающего контроля при реализации магнитных и ультразвуковых бесконтактных методов дефектоскопии для обнаружения дефектов и определения геометрических размеров изделий на значительных скоростях сканирования. Сущность изобретения заключается в том, что производят намагничивание контролируемого изделия с помощью узла намагничивания, осуществляют измерение параметров магнитного поля в межполюсном пространстве магнитопровода у поверхности контролируемого изделия и по результатам измерений судят о наличии дефектов, узел намагничивания выполняют в виде двухколесной каретки, магнитное поле, создаваемое узлом намагничивания, дополнительно используют для реализации бесконтактного возбуждения и приема ультразвуковых колебаний электромагнитно-акустическим методом, индуктор метода размещают в зоне контактного пятна колеса каретки с изделием, о наличии и типе дефектов судят по результатам совместного анализа сигналов ультразвукового и магнитного методов. Для реализации способа в устройстве узел намагничивания выполнен в виде двухколесной каретки, колеса каретки используются в качестве полюсов узла намагничивания, в колесе каретки выполнен паз по всему периметру колеса, в пазе колеса размещен индуктор электромагнитно-акустического метода, индуктор электромагнитно-акустического метода контроля и измерительный датчик магнитного метода соединены электронным блоком устройства. Технический результат: расширение функциональных возможностей, повышение надежности и достоверности неразрушающего контроля изделий. 2 н.п. ф-лы, 4 ил.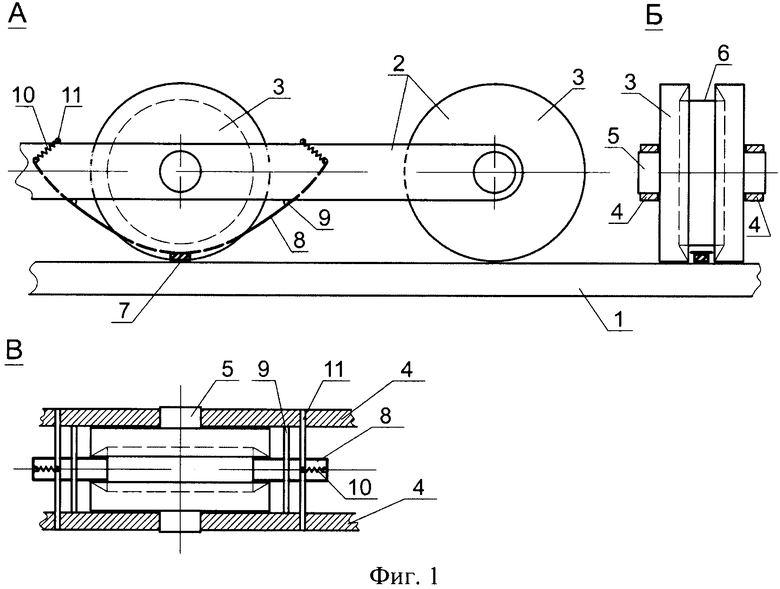
1. Способ бесконтактного неразрушающего контроля изделий, заключающийся в том, что производят намагничивание контролируемого изделия с помощью узла намагничивания, осуществляют измерение параметров магнитного поля в межполюсном пространстве магнитопровода у поверхности контролируемого изделия и по результатам измерений судят о наличии дефектов, отличающийся тем, что узел намагничивания выполняют в виде двухколесной каретки, колеса каретки используют в качестве полюсов узла намагничивания, магнитное поле, создаваемое узлом намагничивания, дополнительно используют для реализации бесконтактного возбуждения и приема ультразвуковых колебаний электромагнитно-акустическим методом, индуктор метода размещают в зоне контактного пятна колеса каретки с изделием, о наличии и типе дефектов судят по результатам совместного анализа сигналов ультразвукового и магнитного методов неразрушающего контроля.
2. Устройство бесконтактного неразрушающего контроля изделий, содержащее узел намагничивания изделий и узел измерительных датчиков, размещенных в межполюсном пространстве у поверхности контролируемого изделия, отличающийся тем, что узел намагничивания выполнен в виде двухколесной каретки, колеса каретки являются полюсами узла намагничивания, хотя бы в одном колесе каретки выполнен паз по всему периметру колеса, в пазе колеса размещен индуктор электромагнитно-акустического метода с возможностью в процессе сканирования постоянного нахождения в пятне контакта колеса с изделием, индуктор электромагнитно-акустического метода контроля и измерительный датчик магнитного метода соединены электронным блоком устройства.
| МОБИЛЬНОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЛЬСОВОГО ПУТИ | 2004 |
|
RU2266225C1 |
| ДЕФЕКТОСКОПНАЯ ТЕЛЕЖКА ДЛЯ СОВМЕЩЕННОГО МАГНИТНОГО И УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВОГО ПУТИ | 2001 |
|
RU2225308C2 |
| СУШИЛКА | 1932 |
|
SU46471A1 |
| JPS 57197412 A, 03.12.1982 | |||
| US 4510447 A, 09.04.1985 | |||
| US 4468966 A, 04.09.1984. | |||

