Изобретение относится к текстильной промышленности и касается красящих лент для печатающих устройств с литерной и игольчатой печатью.
Известна красящая лента для пишущих машинок, выполненная в виде пропитанной красителем ткани полотняного переплетения, основа и уток которой представляют собой комплексные профилированные полиамидные нити с линейной плотностью 3,3-6,7 текс и круткой основной нити 400-1000 кр/м, уточной - 100-300 кр. /м.
Однако использование данной ленты для печатающих устройств с игольчатой печатью невозможно из-за большой ее толщины (0,185 мм), низкой четности и равномерности отпечатка. При уменьшении толщины ткани снижается срок службы ленты.
Наиболее близким к предлагаемому техническому решению является красящая лента для пишущих машин, выполненная в виде пропитанной красителем полиамидной ткани полотняного переплетения, состоящей из профилированных основных нитей с круткой 500-1000 кр/м и уточных текстурированных нитей с филаментами круглой формы, растяжимостью 150-250% и круткой 1-100 кр/м, при этом линейная плотность и основных и уточных нитей составляет 3,3-5,0 текс.
Недостатком использования данной ленты является ее невысокий ресурс. После пропечатывания определенного количества знаков на 1 погонном метре ткани четкость и равномерность отпечатка значительно снижается.
Предлагаемое изобретение решает задачу получения красящей ленты для печатающих устройств, обладающей наряду с высокими физико-механическими свойствами при минимальной толщине повышенным удержанием красителя.
Результатом использования заявленного изобретения является получение ленты с более высоким ресурсом, обусловливающим увеличение количества получаемых с высокой четностью отпечатков с одного погонного метра ленты.
Сущность изобретения заключается в том, что красящая лента, выполненная в виде пропитанной печатающим составом синтетической ткани полотняного переплетения, содержащая комплексные основные нити, имеет основные нити с круткой 200-300 кр/м, уточные с круткой 1-200 кр/м и отношение линейной плотности основных и уточных нитей не более 3: 1, при этом плотность ткани по утку составляет 35-46 нитей/см, а по основе 44-56 нитей/см. В качестве комплексных основных нитей используют многофиламентные нити с числом филаментов 32-36 или профилированные нити с числом филаментов 12-24.
Красящая лента содержит в качестве основных комплексных нитей полиэфирные или полиамидные нити, например, профилированные полиамидные нити "Двойной ромб", "Шелон" или "Планор" или многофиламентные нити с числом филаментов 32-36.
В качестве уточных нитей лента может содержать текстурированную полиамидную или полиэфирную нить, многофиламентные или профилированные нити, имеющие крутку 1-200 кр/м.
Линейная плотность уточных нитей составляет 3,3-7,6 текс, основных нитей 4-10 текс. Снижение линейной плотности нити ниже 3,3 текс неблагоприятно сказывается на их физико-механических показателях, что повышает обрывность в ткачестве и снижает качество ленты. Увеличение линейной плотности основных нитей до 10 текс позволяет повысить количество удерживаемого тканью красителя, что обусловливает повышение ее ресурса. Однако увеличение отношения линейных плотностей основной и уточной нитей более 3: 1 ведет к неровноте (уменьшает гладкость) ленты, что ухудшает качество печати.
Снижение крутки основных нитей до 200-300 кр/м способствует образованию межволокнистых пор и увеличивает количество удерживаемого лентой красителя. Дальнейшее уменьшение крутки основных нитей ниже 200 кр/м снижет срок службы ленты за счет снижения физико-механических показателей ленты. Низкая крутка уточных нитей (не более 200 кр/м) способствует образованию межволокнистых пор, что увеличивает количество удерживаемой лентой краски. При уменьшении плотности ткани по утку ниже 35 нитей/см уменьшается ресурс ленты за счет увеличения миграции красителя. При увеличении плотности ткани по утку больше 46 нитей/см увеличивается обрывность нитей в ткачестве и снижается производительность оборудования. При уменьшении плотности ткани по основе ниже 44 нитей/см возникает необходимость для сохранения толщины ткани повышать плотность ткани по утку, что снижает производительность станка. При повышении плотности ткани по основе свыше 56 нитей/см необходимо снижать плотность ленты по утку, что ведет к ухудшению свойства ленты удерживать краситель. Количество филаментов в нитях определяется ассортиментом выпускаемых нитей. Использование в ткани основных нитей с повышенной линейной плотностью и одновременно с уменьшенной круткой в сочетании с уточной нитью малой линейной плотности и небольшой круткой при указанных плотностях ткани по основе и утку позволяет без увеличения толщины ткани и при сохранении физико-механических параметров ткани и хорошем качестве оттисков заметно повысить ресурс ленты. Ткань, полученная по данному изобретению, имеет толщину 0,09-0,15 мм. Изготовление красящей ленты для печатающих устройств осуществляют путем пропитывания полиамидной или полиэфирной ткани печатной краской, содержащей пигмент, тонирующие жирорастворимые красители, олеиновую кислоту, масло и целевые добавки.
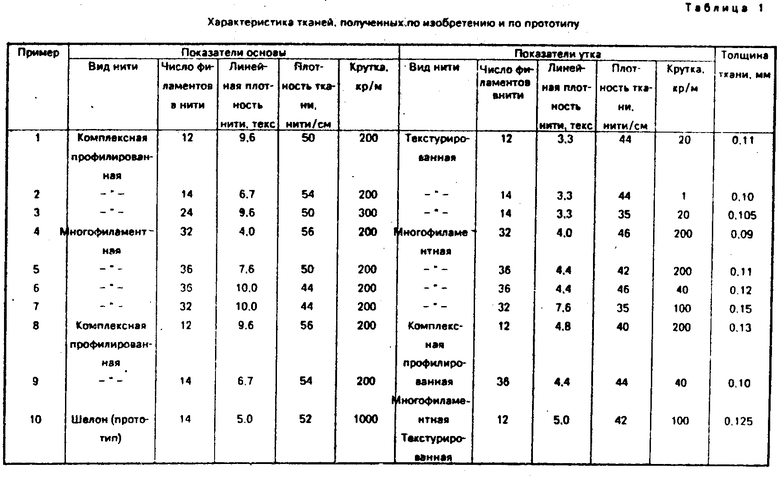
П р и м е р 1. На лентоткацком станке ТЛ-80 были получены образцы полиамидной ленты шириной 40, 80, 140 мм с характеристиками, приведенными в табл. 1. (образцы 1-7).
Образец 8 имеет характеристики прототипа.
П р и м е р 2. Изготовление красящих лент осуществляют путем разрезания тканей ленты на отдельные ленты и пропитки ткани печатной краской. Приводим пример состава печатной краски, мас. % : пигмент (сажа) ДГ-100 - 20,0; индулин 14,0; краситель метилфиолетовый - 2,3; олеиновая кислота - 48,6; масло индустриальное - И 20 А - 9,4; масло касторовое - 5,6; стеарат цинка - 0,1.
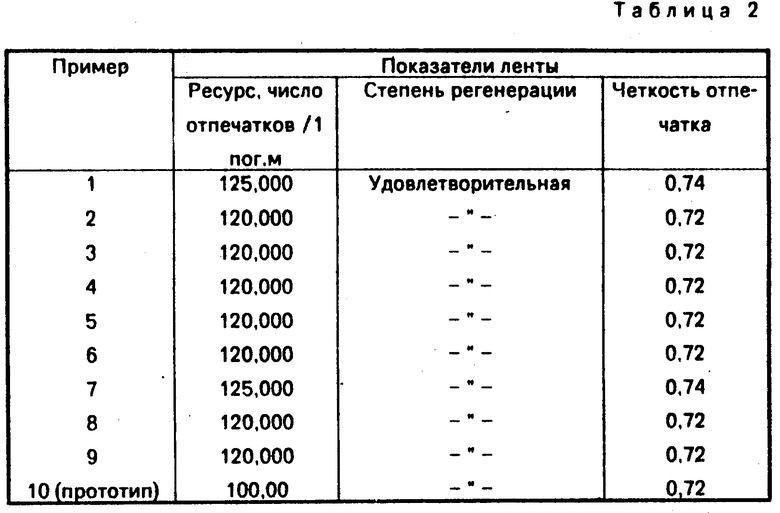
Ленты испытывали на степень регенерации по ГОСТ 6048-67 с применением электрической пишущей машины "Ятрань" и писчей бумаги N 1 массой 70 г/м2. Определяли четкость отпечатка по отношению плотности отпечатка буквы Н к ширине отпечатка вертикального элемента этой буквы.
Ресуpс ленты определяли на принтере компьютера IBM/PC по максимальному количеству отпечатков на выбранном участке ленты длиной 1 погонный метр при условии получения четкого и легкочитаемого отпечатка.
Полученные данные представлены в табл. 2.
Как видно из результатов, представленных в таблице, красящая лента, изготовленная согласно изобретению, имеет ресурс в среднем на 20% выше, чем у лучшей среди известных из уровня техники печатных лент. При этом четкость оттиска и степень регенерации сохраняет высокий уровень. (56) ГОСТ СССР 6048-67. Ленты текстильные для пишущих и вычислительных машин. - М. : Гостстандарт, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Красящая лента для печатающих устройств ударного типа | 1989 |
|
SU1632795A1 |
| Красящая лента для печатающих механизмов литерного типа | 1990 |
|
SU1676830A1 |
| Красящая лента для пишущих машин | 1983 |
|
SU1088946A1 |
| Красящая лента для пишущих машинок | 1979 |
|
SU825352A1 |
| ТЕХНИЧЕСКАЯ ТКАНЬ | 1993 |
|
RU2051224C1 |
| ТЕХНИЧЕСКАЯ ТКАНЬ | 1993 |
|
RU2061124C1 |
| СЕТЧАТАЯ ТКАНЬ | 1993 |
|
RU2101402C1 |
| ТЕХНИЧЕСКАЯ ТКАНЬ | 1992 |
|
RU2031993C1 |
| ТЕХНИЧЕСКАЯ ТКАНЬ | 1994 |
|
RU2097457C1 |
| Равноплотная ткань, способ её изготовления, композиционный материал и баллистический защитный пакет | 2018 |
|
RU2680129C1 |
Сущность: красящая лента для печатающих устройств, имеющая повышенный ресурс, выполнена в виде пропитанной печатающим составом синтетической ткани полотняного переплетения, содержащая комплексные основные нити с круткой 200 - 300 кручений/м и уточные с круткой 1 - 200 кручений/м и имеющая плотность ткани по утку 35 - 46 нитей/см и по основе 44 - 56 нитей/см. Отношение линейной плотности основных и уточных нитей составляет не более 3 : 1. В качестве комплексных основных нитей могут использоваться многофиламентные нити с числом филаментов 32 - 36 или профилированные нити с числом филаментов 12 - 24. 3 з. п. ф-лы, 2 табл.
