Изобретение относится к электротехнике, в частности касается выполнения контактного покрытия на рабочей части контакт-деталей магнитоуправляемых герметизированных контактов (герконов), которые применяются в управляющих устройствах и системах, таких как реле, логические элементы, счетно-решающие устройства.
Контактное покрытие должно обеспечивать большие наработки герконов во всех группах режимов: в режимах коммутирования микротоков, когда аэрозионное разрушение поверхности отсутствует и основным требованием к покрытию является стабильность контактного сопротивления; в режимах коммутирования, сопровождающихся игольчато-кратерной эрозией контактных поверхностей; в режимах коммутирования, которые сопровождаются дуговой эрозией - испарением и разбрызгиванием материала покрытия.
Известные в настоящее время контактные покрытия не обеспечивают одинаковую надежность герконов во всех группах режимов. В зависимости от диапазона коммутируемых токов и напряжений, требований к наработкам для разных типов герконов используются контактные покрытия родием, рутением, сплавами золота. Для получения высоких наработок в режимах, сопровождающихся игольчато-кратерной эрозией контактных поверхностей, используются контактные покрытия сплавами золота.
Известно контактное покрытие для магнитоуправляемых контактов сплавом золото-никель с содержанием никеля 3% , толщиной 1-2 мкм [1] .
Недостатком покрытия является низкая микротвердость из-за небольшого содержания в сплаве легирующего компонента - никеля. При недостаточной упругости контакт-деталей это приводит к отказам герконов по неразмыканию из-за холодного сваривания пары при длительной выдержке в замкнутом состоянии.
Наиболее близким по технической сущности к предлагаемому техническому решению является взятое за прототип контактное покрытие, выполненное из сплава золото-никель с содержанием никеля 8-14% , толщиной 2-3 мкм [2] .
Данное покрытие обеспечивает большие наработки герконов в режимах с игольчато-кратерной эрозией контактных поверхностей, Относительно высокое содержание никеля в сплаве предотвращает холодное сваривание контактов.
Однако, при коммутировании микротоков имеет место рост контактного сопротивления и отказы герконов по незамыканию. Недостатком данного покрытия является также значительный расход золота.
Известен способ электрохимического нанесения контактного покрытия сплавом золото-никель из цитратно-трилонатного электролита состава, г/л: Золото (мет. ) 4-6 Никель (мет. ) 14-25 Лимонная кислота 40-70 Трилон Б 40-60 рН 4,1-4,2
Осаждение ведут при 40-50оС и точности тока 0,7-1,0 А/дм2. Данный способ позволяет получать покрытия хорошего качества при содержании никеля в сплаве золото-никель до 33% [3] .
Однако, высокая концентрация органических соединений в электролите приводит к их соосаждению в покрытие. При работе контактной пары под воздействием выделяющейся энергии идут процессы поликонденсации соосажденных углеродсодержащих соединений с образованием полимерных продуктов, обладающих плохой электрической проводимостью. Следствием является рост контактного сопротивления в процессе работы геркона и отказы по незамыканию.
Известен способ электрохимического нанесения контактного покрытия сплавом золото-никель, выбранный за прототип, из пирофосфатного электролита состава, г/л: Золото (мет. ) 2,6-3,0 Никель (мет. ) 1,2-1,4 Пирофосфат калия 50-100 Сегнетова соль 50-100 рН 6,5-7,5
Осаждение ведут при 18-35оС и плотности тока 0,9-1.1 А/дм2 [4] .
Недостатком этого способа является низкое качество покрытия при содержании никеля в сплаве более 10% (темные, шероховатые осадки) и небольшая производительность процесса. Скорость осаждения составляет 0,07-0,08 мкм/мин. Более высокая плотность тока приводит к получению рыхлых осадков, непригодных для использования в качестве контактного покрытия.
Цель изобретения - повышение надежности магнитоуправляемых контактов, уменьшение расхода золота, повышение производительности процесса нанесения контактного покрытия.
Это достигается тем, что на контакт-детали магнитоуправляемых контактов наносят контактное покрытие сплавом золота, толщиной 0,5-3 мкм, содержащее в качестве легирующих компонентов никель и родий, причем содержание никеля составляет 6-26% , а родия 0,01-1% . Указанное покрытие осаждают электрохимически при 35-60оС и плотности тока 1,5-14 А/дм2 из электролита состава, г/л: Золото (мет. ) 2,7-16 Никель (мет. ) 0,7-8,6 Родий (мет. ) в виде комплекс- ного соединения 0,5-1,5 Пирофосфат калия 50-160 Сегнетова соль 50-100 рН 6,5-8,5
Предлагаемое техническое решение содержит следующие отличительные существенные признаки: в части устройства - наличие двух легирующих компонентов - никеля и родия в контактном покрытии, выполненном из сплава золота; в части способа - наличие в электролите для осаждения сплава комплексного соединения родия с этилендиамином в качестве лигандов и обусловленная составом электролита плотность тока 1,5-14 А/дм2.
Сущность изобретения заключается в том, что предлагаемый состав сплава, а также его структура, формируемая в пpоцессе нанесения по предлагаемому способу, обеспечивают необходимые свойства контактного покрытия: устойчивость против холодного сваривания, стабильность контактного сопротивления, устойчивость против направленного переноса материала покрытия при коммутациии в эрозионных режимах.
Указанные диапазоны толщины покрытия и содержания легирующих компонентов в сплаве являются оптимальными и обеспечивают достижение поставленной цели.
Толщина покрытия менее 0,5 мкм недопустима, так как при маленькой толщине из-за значительной пористости покрытия происходит коррозия материала подложки в процессе изготовления геркона, что приводит к нестабильности контактного сопротивления.
Верхнее допустимое значение толщины покрытия (3 мкм) обусловлено двумя причинами: растрескиванием покрытия при толщинах более 3 мкм из-за больших внутренних напряжений и ограничением величины немагнитного зазора в герконах в замкнутом состоянии, влияющей на такие технические параметры, как магнитодвижущая сила отпускания и коэффициент возврата.
Нижнее значение содержания никеля в сплаве (6% ) определяется той минимальной микротвердостью, которая необходима для обеспечения устойчивости контактного покрытия против холодного сваривания. Верхняя граница содержания никеля в сплаве (26% ) обусловлена технологическим разбросом при массовом производстве контакт-деталей. Герконы с предлагаемым покрытием имеют стабильное сопротивление во всем диапазоне содержания никеля в сплаве, включающая его верхнее значение.
Содержание родия в сплаве не поддается регулированию при нанесении покрытия по предлагаемому способу. Указанный диапазон содержания родия (0,01-1% ) отражает статистический разброс, полученный при проведении экспериментов по осаждению покрытия при различных концентрациях компонентов в электролите.
Предлагаемый способ нанесения контактного покрытия является неотъемлемой частью изобретения, так как именно он формирует необходимые функциональные свойства покрытия.
Так, относительно небольшая концентрация органических соединений в электролите приводит к незначительному включению их в осаждаемое покрытие, что предотвращает образование полимерных пленок на контактных поверхностях в процессе работы контактной пары. За счет этого обеспечивается стабильность контактного сопротивления.
Комплексное соединение родия при электроосаждении играет роль блескообразующей добавки. Его функция - пассивация поверхности растущих кристаллов золота и никеля и за счет этого стимулирование образования новых центров кристаллизации. В результате формируется мелкокристаллическая структура сплава, которая существенно в меньшей степени подвергается игольчато-кратерной эрозии по сравнению со сплавами золото-никель, осажденными из цитратно-трилонатного и пирофосфатного электролитов.
Указанные в изобретении диапазоны концентраций компонентов электролита, температуры и плотности тока являются оптимальными для достижения цели изобретения.
Концентрация золота в электролите менее 2,7 г/л не позволяет достичь требуемой скорости осаждения. Повышение концентрации золота более 16 г/л приводит к чрезмерным его потерям с электролитом, уносимым на деталях.
Диапазон концентраций никеля в электролите 0,7-8,6 г/л обусловлен получением содержания никеля в сплаве 6-26% при выбранной концентрации золота 2,7 - 16 г/л.
При концентрации родия менее 0,5 г/л электролит ведет себя как обычным пирофосфатный электролит для осаждения сплава золото-никель и не позволяет получать качественные покрытия при содержании никеля в сплаве более 10% . При концентрации родия более 1,5 г/л электролит становится неустойчивым, выпадает осадок неустановленного состава, содержащий никель и родий.
Диапазон концентраций пирофосфата калия 50-160 г/л обеспечивает устойчивость электролита против выпадения осадка пирофосфата никеля (нижнее значение) и понижения легирования сплава никелем менее 6% (верхнее значение).
Диапазон концентраций сегнетовой соли 50-100 г/л обеспечивает необходимую буферную емкость электролита.
Указанный диапазон значений рН 6,5-8,5 обеспечивает устойчивость электролита против выпадения осадков и стабильность формы комплексного соединения родия.
Указанный диапазон температуры 35-60оС наряду с концентрациями компонентов обеспечивает заданный состав сплава.
Указанный диапазон плотностей тока 1,5-14 А/дм2 является оптимальным и позволяет получать требуемую скорость осаждения при хорошем качестве покрытия. При плотности тока менее 1,5 А/дм2 скорость осаждения мала, при плотности тока более 14 А/дм2 осаждаются покрытия с "подгаром".
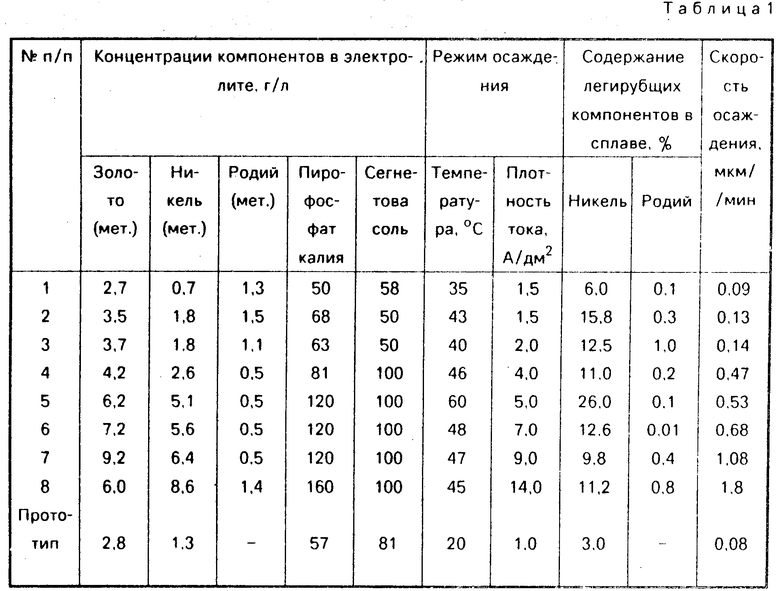
П р и м е р. Приготовление 1 л электролита состава 1 (табл. 1).
В отдельных порциях дистиллированной воды, по 100-150 мл каждая, растворяют 3,95 г дициано-(1)-аурата калия (2,7 г золота мет. ), 33 г сернокислого никеля (0,7 г никеля мет. ), 50 г пирофосфата калия, 58 г калия-натрия виннокислого.
Отдельно готовят раствор комплексного соединения родия, исходя из треххлористого родия, уксусной кислоты и этилендиамина при следующем соотношении реагентов: на 1 г родия мет. 6,1-6,4 мл уксусной кислоты и 3,6-4,5 мл 70% -ного водного раствора этилендиамина. Для получения раствора комплексного соединения, содержащего 1,3 г родия мет. , отмеряют 8,2 мл уксусной кислоты, 5,2 мл 70% -ного раствора этилендиамина, добавляют в них по 35 мл дистиллированной воды; полученные растворы сливают, перемешивают и нагревают до (60±10)оС. В нагретую смесь добавляют раствор 3,8 г треххлористого родия (1,3 г родия мет. ) в 15 мл воды. Нагревают полученную смесь до кипения и кипятят в течение 40-60 ммн до перехода окраски раствора из коричнево-вишневого в желтую. Доводят рН раствора до 6,5-7,5 этилендиамином, а объем - до 87 мл дистиллированной водой.
Для приготовления электролита раствор сернокислого никеля вливают при перемешивании в раствор пирофосфата калия. Затем туда же добавляют приготовленные, как указано выше, растворы калия-натрия виннокислого дициано-(1)-аурата калия, комплексного соединения родия. Объем доводят до 1 л дистиллированной водой.
В табл. 1 приведены условия проведения экспериментов, составы получаемых гальванических сплавов и скорости осаждения.
Электроосаждение контактного покрытия проводят из электролита объемом 0,5 л на пермаллоевые контакт-детали. Содержание никеля и родия в сплаве определяют рентгеноспектральным микроанализом, скорость осаждения - методом привеса.
Как можно видеть из табл. 1 предлагаемый способ позволяет получать контактные покрытия заданного состава.
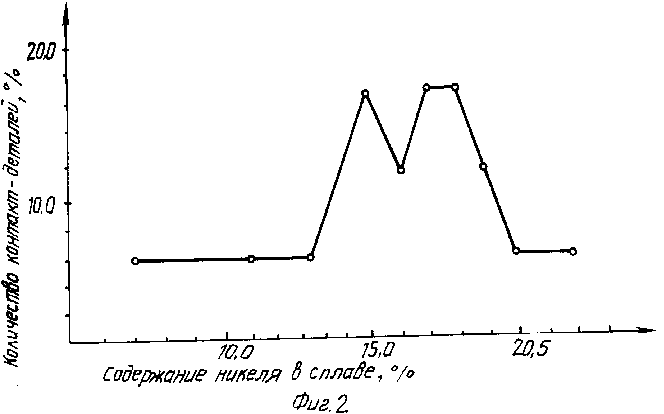
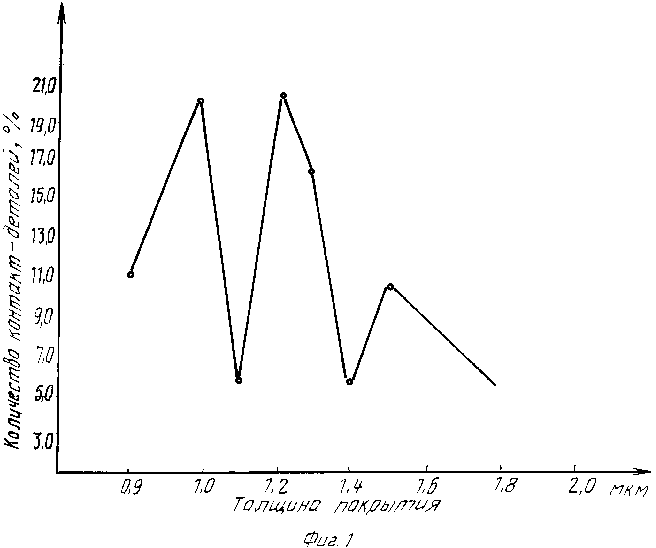
При электроосаждении контактного покрытия в производственных условиях, а именно: из ванны объемом 100 л, одновременно на 2000 деталей, смонтированных на магнитную подвеску, имеет место технологический разброс толщины и состава покрытия.
На фиг. 1 и 2 представлены распределения деталей с одной подвески по толщине контактного покрытия и содержанию никеля в сплаве.
Электроосаждение проводится в производственных условиях при 37оС, плотности тока 1,6 А/дм2 из электролита состава, г/л: Золото (мет. ) 3,5 Никель (мет. ) 1,8 Родий (мет. ) 1,5 Пирофосфат калия 68 Сегнетова соль 51
В приведенном случае разброс по толщине покрытия составляет 0,9 мкм, а по содержанию никеля в сплаве - 15% .
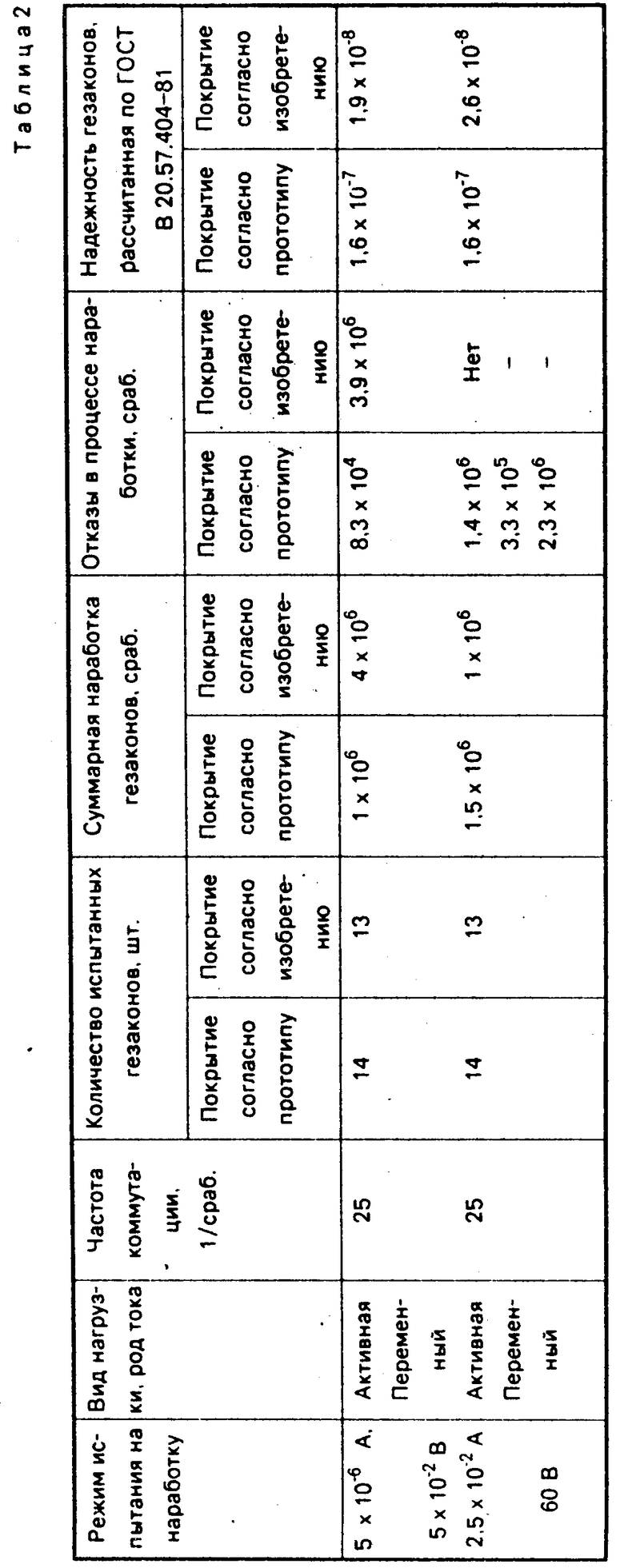
В производственной ванне с электролитом того же состава, при тех же условиях осаждения было нанесено контактное покрытие на контакт-детали гезаконов МКА-27601. Средняя толщина покрытия составляла 2 мкм. Изготовленные затем гезаконы были испытаны на наработку в двух режимах: коммутирования микротоков (5 мкА, 50 мВ) и эрозионом, сопровождающемся игольчато-кратерной эрозией контактных поверхностей (25 мА, 60 В). Возникновением в процессе наработки системы пик-кратер на контакт-деталях и ее заклиниванием обусловлены отказы приборов по неразмыканию в этом режиме. Чем сильнее развивается эрозия, тем при меньших наработках происходят отказы. Испытания экспериментальных гезаконов проводили параллельно с серийно выпускаемыми, имеющими контактное покрытие сплавом золото-никель с содержанием никеля 8-14% . Полученные результаты приведены в табл. 2.
Как видно из табл. 2, надежность гезаконов с контактным покрытием согласно изобретению на порядок превосходит надежность серийно выпускаемых гезаконов.
Предлагаемое контактное покрытие из-за большего среднего содержания никеля в сплаве золота (16% ) по сравнению с прототипом (11% ) позволяет экономить драгоценный металл. (56) 1. Контакт магнитоуправляемый герметизированный МКА-20101. Технические условия ОДО. 360.052. ТУ.
2. Контакт магнитоуправляемый герметизированный МКА-27601. Технические условия АШПК 685.190.002. ТУ.
3. ГОСТ 9.305-84. Покрытия металлические и неметаллические, неорганические, с. 116.
4. Бесталько О. П. и Дрозенко И. Д. Электроосаждение металла и сплавов из тартратных электрометаллов. Киев: Науко-думка, 1971, с. 96-98.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТАКТНОЕ ПОКРЫТИЕ ДЛЯ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТОВ | 1995 |
|
RU2079173C1 |
| КОНТАКТНОЕ ПОКРЫТИЕ ДЛЯ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТОВ | 1993 |
|
RU2076370C1 |
| КОНТАКТНОЕ ПОКРЫТИЕ ДЛЯ МАГНИТОУПРАВЛЯЕМЫХ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ И СПОСОБ НАНЕСЕНИЯ КОНТАКТНОГО ПОКРЫТИЯ | 2001 |
|
RU2218627C2 |
| Контакт-деталь для герметизированногоКОНТАКТА C зАпОМиНАНиЕМ | 1979 |
|
SU834789A1 |
| КОНТАКТНОЕ ПОКРЫТИЕ МОЩНЫХ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТОВ (ВАРИАНТЫ) | 2001 |
|
RU2215342C2 |
| КОНТАКТНОЕ ПОКРЫТИЕ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТОВ | 2004 |
|
RU2279149C1 |
| Контактное покрытие для магнитоуправляемых контактов | 1986 |
|
SU1381614A1 |
| Контактное покрытие магнитоуправляемых контактов | 1990 |
|
SU1718283A1 |
| Способ изготовления контакт-детелей геркона | 1989 |
|
SU1734128A1 |
| СПОСОБ НАНЕСЕНИЯ РУТЕНИЕВОГО ПОКРЫТИЯ | 2001 |
|
RU2202006C2 |
Использование: в электротехнике, в частности касается выполнения контактного покрытия на рабочей части контакт-деталей герконов. Сущность изобретения: состав сплава, его структура формируются в процессе нанесения по предлагаемому способу и обеспечивают необходимые свойства контактного покрытия. Контактное покрытие выполнено из сплава золота и содержит два легирующих компонента: никель и родий, причем содержание никеля составляет 6,0 - 26% , а родия 0,01 - 1% . В предлагаемом способе нанесения контактного покрытия осаждение проводят при 35 - 60С, плотность тока 1.5-14A/дм2 из электролита состава, г/л: золото (мет. ) 2,7 - 16; никель (мет. ) 0,7 - 8,6; родий (мет. ) в виде 0,5 - 1,5 комплексного соединения, содержащего в качестве лигантов, этилендиамин 0,5 - 1,5, пирофосфат калия 50 - 160, сегнетова соль 50 - 100, pH 6,5 - 8,5. 2 с. п. ф-лы, 2 ил. , 2 табл.
Золото 2,7 - 16
Никель 0,7 - 8,6
Родий в виде комплексного соединения, содержащего в качестве лигантов этилендиамин 0,5 - 1,5
Пирофосфат калия 50 - 160
Сегнетова соль 50 - 100
pH 6,5 - 8,5
