Изобретение относится к обработке металлов давлением, в частности к обработке давлением титановых сплавов, которые используются в авиационной технике.
Известен способ получения полуфабрикатов из титановых сплавов, включающий многократное деформирование при температурах (β) -области и многократное деформирование при температурах (α+β)-области [1] .
Недостатками этого способа являются высокие удельные сопротивления деформированию, определяющие большие припуски на штамповках и тем самым повышенные трудоемкость получения деталей из этих штамповок и расход металла, а также низкие значения вязкости разрушения.
Известен также способ получения штампованных полуфабрикатов из титановых сплавов, включающий последовательно нагревы и деформирование заготовок при температурах β -области, нагрев и деформирование при температуре (α+β)-области на 20-40оС ниже температуры полного полиморфного превращения (Т п/п) и нагрев, и деформирование при температуре β-области на 50-80оС выше Т п/п [2] .
Недостатками этого способа являются низкие пластические характеристики штампованного полуфабриката.
Предлагается способ, включающий последовательно нагревы и деформирование заготовок при температурах β -области, нагрев и деформирование в (α+β)-области при температуре на 50-70оС ниже Т п/п, нагрев и выдержку в течение 3-8 ч при температуре на 20-40оС ниже Т п/п с последующими деформированием и выдержкой при температуре деформации 10-30 мин, при проведении совокупности операций в (α+β)-области 1-3 раза, и с проведением после этого нагрева в β -области при температуре на 20-30оС выше Т п/п с последующим деформированием.
Перед нагревом в (α+β)-области при температуре на 20-40оС ниже Т п/п ведут дополнительный нагрев и деформирование при температуре на 50-70оС ниже Т п/п, а следующий нагрев в (α+β)-области ведут с выдержкой 3-8 ч с последующими деформированием и выдержкой при температуре деформации 10-30 мин, при повторении совокупности операций в (α+β)-области 1-3 раза, а также проведением нагрева перед следующим деформированием в β -области при температуре на 20-30оС выше температуры полного полиморфного превращения.
Технический результат, обеспечиваемый изобретением, состоит в повышении пластических характеристик полуфабриката за счет формирования более однородной и мелкозернистой структуры.
Проведение дополнительного нагрева и деформирования при пониженных температурах (α+β)-области обеспечивает необходимый "наклеп" для рекристаллизации in sity при последующем нагреве с необходимой выдержкой, проводимом при более высокой температуре (α+β)-области, а деформирование при температуре этого нагрева и кратковременная выдержка при той же температуре после деформирования приводят к повторной однородной рекристаллизации структуры с размером зерна 20-50 мкм, но с большими углами разориентировок на границах, чем при предшествующей рекристаллизации, последующий нагрев такой однородной рекристаллизованной структуры при относительно низких температурах β -области вызывает собирательную рекристаллизацию, но с образованием достаточно мелкого (для температуры β-области) зерна - до 100-150 мкм, так как ранее сформировавшиеся еще более мелкие зерна растут одновременно и равномерно, мешая друг другу увеличиваться в размерах, чему способствует и относительно низкая температура нагрева beta<N>-области.
Повторение всей обработки при температурах (α+β)-области 1-3 раза обеспечивает требуемую проработку структуры во всех зонах полуфабрикатов простой и сложной формы.
При более низкой температуре нагрева и деформирования в (α+β)-области, чем (Т п/п - 70оС) происходит в той или иной степени разрушение заготовки из-за низкой температуры, тормозящей релаксационные процессы, что либо не позволяет обеспечить однородное деформирование и последующую рекристаллизацию, либо вообще не позволяет продолжать необходимое деформирование, т. е. обеспечить условия, определяющие повышение пластических характеристик штампованного полуфабриката.
При меньшей, чем 3 часа, выдержке при нагреве перед деформированием и меньшей, чем 10 мин, выдержке после деформирования, а также при более низкой температуре последующего нагрева в β -области, чем (Т п/п +20оС) не обеспечиваются последовательно условия: полной рекристаллизации in sity; условия однородной и полной повторной рекристаллизации при выдержке после деформирования с образованием высокоугловых разориентировок на границах и формирование однородной и мелкозернистой структуры при температуре β -нагрева, в этом последнем случае формируется крайне неоднородная локально грубозернистая структура, связанная с опережающим ростом зерен в одних микроучастках по отношению к другим из-за неоднородности предшествующей структуры и из-за низкой температуры β -отжига ( β -нагрева).
При более высокой температуре нагрева и деформировании в (α+β)-области, чем (Т п/п - 50оС), при большей, чем 8 часов, выдержке при дополнительном нагреве и большей, чем 30 мин, выдержке после деформирования, а также при более высокой, чем (Т п/п +30оС) температуре нагрева в β-области не обеспечиваются последовательно условия:
необходимого для последующей однородной рекристаллизации "наклепа";
формирования однородной рекристаллизованной структуры в процессе выдержки (из-за слишком большого времени выдержки происходит огрубление зеренной структуры);
целесообразного увеличения трудоемкости (полная повторная рекристаллизация заканчивается за 30 мин при всех вариантах предлагаемых условий);
формирование мелкозернистой структуры при температуре β -нагрева из-за слишком высокой температуры β -области. Все это в целом определяет формирование неоднородной рекристаллизованной структуры с участками огрубления зерен, что не позволяет повысить пластические характеристики полуфабриката.
Проведение предлагаемой обработки 1-3 раза позволяет при всех формах штамповки обеспечить получение требуемой мелкозернистой структуры равномерно во всех зонах и обеспечить повышение пластических характеристик, что особенно важно при изготовлении изделий сложной формы.
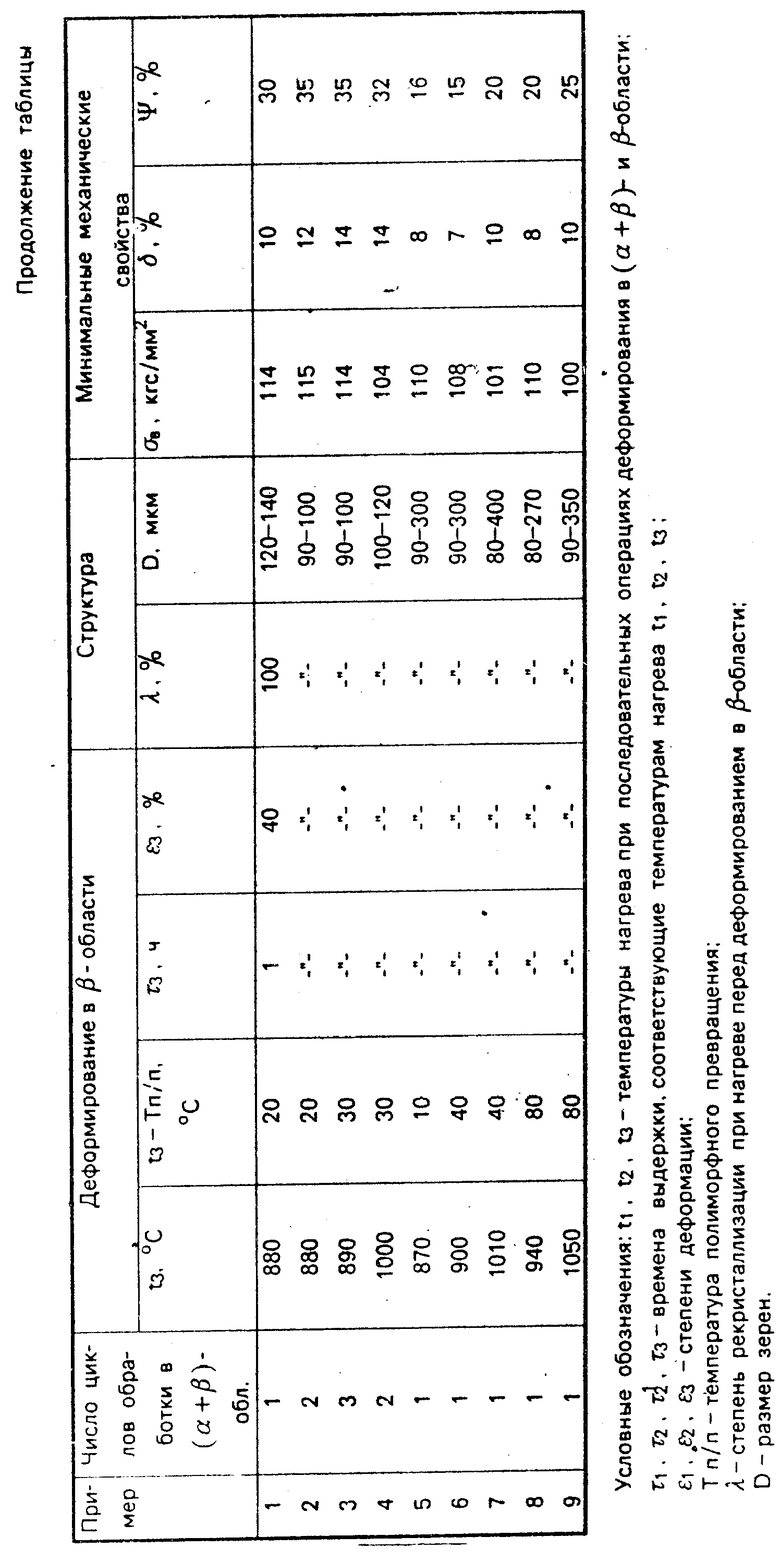
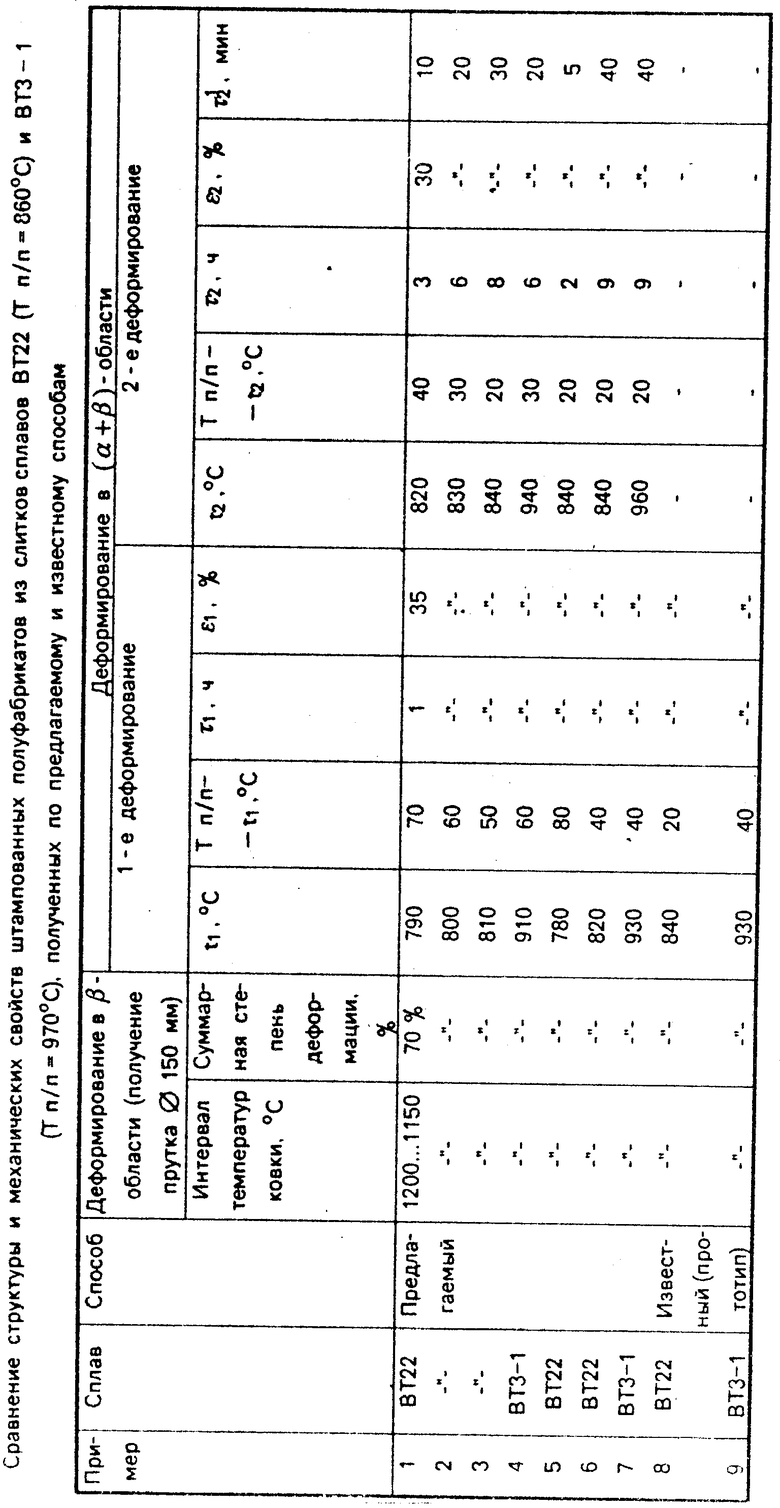
Примеры осуществления способа. Штампованные полуфабрикаты были получены из прутков ⊘ 150 мм, откованных при температурах β -области в количестве 27 шт. Прутки были получены из слитков сплава ВТ22 и ВТ31. Из них 12 шт. были обработаны по предлагаемому способу с варьированием температуры нагрева перед первым деформированием в (α+β)-области и перед деформированием в β -области, времени выдержки при нагреве перед вторым деформированием и после него и числа циклов обработки при температурах (α+β)-области в пределах предлагаемых значений. 9 заготовок были обработаны по вариантам с пониженными и повышенными значениями перечисленных температур и времен выдержки по сравнению с предлагаемыми. Кроме того, 6 заготовок были обработаны по известному способу. Деформирование во всех случаях проводили со скоростью деформации 5˙100 и 5˙10-1 с-1.
Термообработку проводили по стандартным режимам.
Из полученных штампованных полуфабрикатов были изготовлены образцы для испытаний на растяжение и проведены испытания с определением σв (предела прочности), δ (относительного удлинения) и ϑ (относительного сужения). Была исследована структура вырезанных образцов с определением степени рекристаллизации (λ) при нагреве при температуре β -области и размера зерен, D.
Все режимы обработки и результаты исследований приведены в таблице.
На основании данных, приведенных в таблице, можно сделать следующие выводы: за счет более мелкозернистой структуры повышаются характеристики: относительное удлинение δ - на 20-25% ; относительное сужение ϑ - на 50-70% и предел прочности σв - на 4% . (56) Сборник "Титановые сплавы", т. 4, "Полуфабрикаты из титановых сплавов", отв. редактор Н. Ф. Аношкин и М. З. Ерманок. М. , Металлургия, 1979, с. 308-312.
Журнал "Технология легких сплавов". , 1977, N 10, с. 40.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2009755C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2009754C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2169791C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2004 |
|
RU2262401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ (АЛЬФА+БЕТА)- ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ НЕЕ | 2004 |
|
RU2246556C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ РАСПАДА ТВЕРДОГО РАСТВОРА В АЛЮМИНИЕВЫХ СПЛАВАХ ПОСЛЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1996 |
|
RU2093820C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРУТКОВ ИЗ α+β ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2108876C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ВЫСОКОЛЕГИРОВАННОГО ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2569611C1 |
Сущность изобретения: способ включает последовательно нагревы и деформирование при температуре β -области, нагревы и деформирование при температурах (α+β) -области: нагрев и деформирование при температуре на 50. . . 70 С ниже температуры полного полиморфного превращения, нагрев с выдержкой 3-8ч и деформирование при температуре на 20. . . 40 С ниже температуры полного полиморфного превращения с последующей выдержкой при той же температуре в течение 10. . . 30 мин с проведением совокупности операций при температурах (α+β) -области 1-3 раза. После этого проводят нагрев при температуре β -области на 20. . . 30 С выше температуры полного полиморфного превращения с последующим деформированием при этой температуре. Способ позволяет повысить пластические характеристики за счет однородной мелкозернистой структуры. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ, включающий последовательно нагревы и деформирование заготовок при температурах β-области, нагрев и деформирование при температуре (α + β)-области на 20 - 40oС ниже температуры полного полиморфного превращения и нагрев и деформирование при температуре β-области, отличающийся тем, что перед нагревом в (α + β)-области при температуре на 20 - 40oС ниже температуры полного полиморфного превращения ведут дополнительный нагрев и деформирование в (α + β)-области при температуре на 50 - 70oС ниже температуры полного полиморфного превращения, а следующий нагрев в (α + β)-области ведут с выдержкой 3 - 8 ч с последующими деформированием и выдержкой при температуре деформации 10 - 30 мин, проводя совокупность операций в (α + β)-области 1 - 3 раза, после чего нагрев перед следующим деформированием в β-области ведут до температуры на 20 - 30oС выше температуры полного полиморфного превращения.

