Изобретение относится к обработке металлов давлением, в частности к обработке давлением тиановых сплавов, которые используются в авиационной технике.
Известен способ получения штампованных полуфабрикатов из титановых сплавов, включающий многократное деформирование при температурах β -области с предварительными нагревами [1] .
Недостатком этого способа являются низкие пластические характеристики металла в объеме полуфабриката.
Известен также способ получения штампованных полуфабрикатов из титановых сплавов, включающий последовательно нагревы и деформирование заготовок при температурах β -области и многократные нагревы и деформирование при температурах (α+β) -области на 20. . . 40оС ниже температуры полного полиморфного превращения (Тп/п) с окончательной термической обработкой [2] .
Недостатком этого способа являются низкие прочностные и пластические характеристики штампованного полуфабриката.
Технический результат выражается в повышении прочностных и пластических характеристик штампованного полуфабриката.
Предлагается способ, включающий последовательно нагревы и деформирование заготовок при температурах β -области и многократные нагревы и деформирование при температурах (α+β) -области.
Нагревы и деформирование в (α+β) -области проводят следующим образом: сначала ведут нагрев и деформирование при температуре на 55. . . 150оС ниже Тп/п, затем нагрев при температуре на 20. . . 40оС ниже Тп/п с выдержкой 3 - 8 ч с последующим деформированием и выдержкой при температуре деформации 10. . . 30 мин осуществляя такую совокупность операций в (α+β) -области 1 - 3 раза, после чего заготовку охлаждают до температуры на 10. . . 20оС ниже температуры предыдущего деформирования с последующей выдержкой 10. . . 40 мин. Затем проводят деформирование со степенью деформации 15. . . 25% и со скоростью деформации 10о . . . 10-1 с-1, при этом температура окончательной термической обработки должна быть, по меньшей мере, на 10о ниже температуры последнего деформирования.
Предлагаемый способ отличается от прототипа тем, что перед первым нагревом с (α+β) -области при температуре на 20. . . 40оС ниже Тп/п, проводят дополнительный нагрев и деформирование при температуре на 55. . . 150оС ниже температуры полного полиморфного превращения, а следующий нагрев в (α+β) -области ведут с выдержкой 3 - 8 ч с последующим деформированием и выдержкой при температуре деформации 10. . . 30 мин, при осуществлении совокупности таких операций в (α+β) -области 1 - 3 раза, а также тем, что заготовку после этого охлаждают до температуры на 10. . . 20оС ниже температуры предыдущего деформирования, выдерживают при этой температуре 10. . . 40 мин и деформируют со степенью деформации 15. . . 25% и со скоростью деформации 10о. . . 10-1 с-1, причем назначают температуру окончательной термической обработки по крайней мере на 10оС ниже температуры последнего деформирования.
Проведение дополнительного нагрева и деформирования при пониженных температурах (α+β) -области на 55. . . 150оС ниже Тп/п обеспечивает предварительный необходимый "наклеп" для рекристаллизации in sity при последующем нагреве с необходимой выдержкой 3 - 8 ч, проводимом при более высоких температурах (α+β) -области, на 20. . . 40оС ниже Тп/п. Деформирование при температуре этого нагрева и кратковременная выдержка при той же температуре после деформирования приводит к повторной рекристаллизации с размером зерна до 20. . . 50 мкм, стабилизирущей структуру так, что дальнейший нагрев, выдержка, деформирование и теpмическая обработка в предлагаемых условиях не вызывает новой рекристаллизации, позволяя в конечном счете сохранить мелкозернистую деформированную структуру, характеризуемую требуемым уровнем "наклепа".
Проведение обработки в (α+β) -области, направленной на формирование промежуточной мелкозернистой рекристаллизованной структуры, 1 - 3 раза обеспечивает требуемое формирование структуры во всех зонах полуфабриката при простой и более сложной форме.
При более низкой температуре нагрева и деформирования в (α+β) -области, чем (Тп/п - 150оС) происходит в той или иной степени разрушения заготовки из-за низкой температуры, тормозящей релаксационные процессы, что либо не позволяет обеспечить однородное деформирование и последующую однородную рекристаллизацию, либо вообще не позволяет продолжать необходимое деформирование, т. е. обеспечить условия, определяющие повышение прочностных и пластических характеристик.
При меньшем времени выдержки перед деформированием при температуре на 20. . . 40оС ниже Тп/п, чем 3 ч, и меньшей, чем 10 мин, выдержке после деформирования, не обеспечиваются условия полной рекристаллизации с формированием однородной и мелкозернистой структуры на промежуточном этапе, что не приводит к повышению пластических и прочностных характеристик получаемого полуфабриката.
При температуре последнего деформирования ниже температуре предшествующей обработки, чем на 20оС, и при меньшем времени выдержки, чем 10 мин, происходит неравномерное деформирование в штампе из-за низкой и неравномерной температуры металла, что не позволяет обеспечить повышение прочностных характеристик во всем объеме полуфабриката.
При более низкой степени деформацию, чем 15% , и более низкой скорости последней деформации, чем 10-1 с-1, не обеспечивается требуемого "наклепа", что также не позволит повысить прочностные характеристики конечного полуфабриката.
При более высокой температуре вводимого дополнительного деформирования в (α+β)-области, чем (Тп/п - 85оС), более длительном времени выдержки при последующем нагреве, чем 8 ч, формируется грубозернистая структура, из-а того, что не обеспечиваются соответственно условиям необходимого предварительного "наклепа", и тем самым, условия полной и одновременной по объему металла рекристаллизации при последующем нагреве, а большое время выдержки при этом нагреве определяет недопустимый рост рекристаллизированных зерен.
Формирование промежуточной грубозернистой структуры при названных отклонениях параметров от предлагаемых не позволяет повысить прочностные и пластические характеристики полуфабриката. Более высокая температура последней выдержки перед последним деформированием, т. е. отличающаяся менее, чем на 10оС от температуры предшествующей выдержки, не обеспечивает требуемого "наклепа" металла, а более высокая скорость деформации, чем 10оС-1 также не обеспечивает необходимого "наклепа" из-за развития метадинамической рекристаллизации, стимулируемой высокой скоростью деформации при исходной особо мелкозернистой структуре, что в целом не позволяет повысить прочностные характеристики полуфабриката.
Более длительное, чем 40 мин время выдержки при последнем деформировании не рационально, так как не улучшает условий равномерного прогрева заготовки, необходимого формирования однородной структуры.
Проведение обработки в (α+β) -области, предшествующей завершающему "наклепу", 1 - 3 раза, обеспечивает условия формирования промежуточной мелкозернистой структуры, необходимые для повышения прочностных и пластических характеристик, соответственно в изделиях простой и более сложной формы.
Повышение температуры окончательной термической обработки до значений, отличающихся менее, чем на 10оС от температуры предшествующего деформирования вызывает рекристаллизацию, снимающую эффект заключительного "наклепа", и тем самым приводящую к снижению уровня прочности.
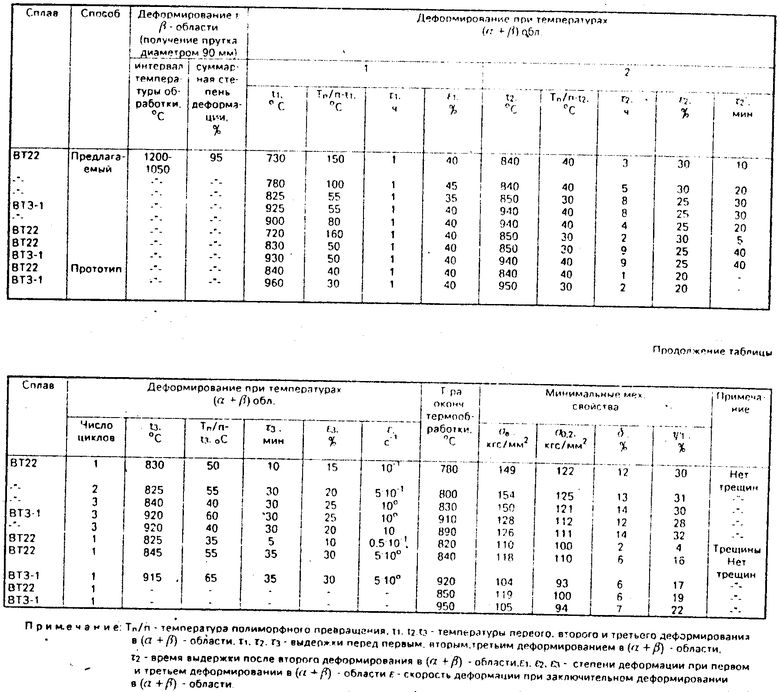
П р и м е р. Штампованные полуфабрикаты были получены из заготовок, нарезанных из прутков диаметром 90 мм из титановых сплавов ВТЗ-1 и ВТ22 в количестве 30 шт. Из них 15 шт. были обработаны по предлагаемому способу с варьированием температуры нагрева перед первым по счету деформированием в (α+β) области, времени выдержки при нагреве перед вторым деформированием и после него, количеством циклов такой обработки, температуры, времени выдержки, при этом температуре, степени и скорости деформации при завершающем деформировании, а также температур окончательной термической обработки в предлагаемых пределах.
Девять заготовок были обработаны по вариантам с повышенными и пониженными значениями параметров по сравнению с предлагаемыми.
Кроме того, шесть заготовок были обработаны по известному способу.
Из полученных штампованных полуфабрикатов были изготовлены образцы для испытаний на растяжение и проведены испытания с определением σв, предела прочности σ0,2, предела текучести δ, относительного удлинения Ψ, относительного сужения. Все режимы изготовления штампованных полуфабрикатов и полученные результаты исследований приведены в таблице.
Из приведенных данных можно сделать выводы, что при использовании предлагаемого способа предел прочности σв увеличивается на 25 - 30% , предел текучести σ0,2 - на 20% , относительное удлинение δ - на 100% , относительное сужение Ψ - на 30 - 50% по сравнению с прототипом. (56) 1. Титановые сплавы. Полуфабрикаты из титановых сплавов, т. 4, под. Аношкин Н. Ф. и Ерманок М. З. М. : Металлургия, 1979, с. 315. . . 318.
2. Сборник Титановые сплавы. Полуфабрикаты из титановых сплавов, т. 4, под ред. Аношкин Н. Ф. и Ерманок М. З. М. : Металлургия, 1979, с. 290, 302, 308. . . 312.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2009755C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2007245C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2169791C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ (АЛЬФА+БЕТА)- ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266171C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2004 |
|
RU2262401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ПОЛУФАБРИКАТОВ ИЗ ЭТОГО СПЛАВА | 2000 |
|
RU2169782C1 |
| СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ПОЛУФАБРИКАТОВ ИЗ ЭТОГО СПЛАВА | 2000 |
|
RU2169204C1 |
| СПОСОБ НАГРЕВА СЛИТКОВ | 1998 |
|
RU2133283C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВОГО ПРОКАТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2175581C2 |
Сущность изобретения: способ обработки давлением включает последовательно нагревы и деформирование заготовок при температурах β-области, нагрев и деформирование в (α+β)-области при температуре на 55 - 150С ниже температуры полного полиморфного превращения, затем нагрев в (α+β)-области при температуре на 20 - 40С ниже температуры полного полиморфного превращения с выдержкой 3 - 8 ч с последующим деформированием и выдержкой при температуре деформации 10 - 30 мин. Совокупность таких операций в (α+β)-области осуществляют 1 - 3 раза, после чего заготовки охлаждают на 10 - 20 С ниже температуры предыдущего деформирования с последующей выдержкой 10 - 40 мин и проводят деформирование со степенью деформации 15 - 25% и со скоростью деформации 1010°-10-1C-1 . Окончательную термическую обработку ведут при температуре по меньшей мере на 10С ниже температуры последнего деформирования. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ , включающий последовательно нагpевы и дефоpмиpование заготовок пpи темпеpатуpах β-области и многокpатные нагpевы и дефоpмиpование пpи темпеpатуpах (α+β)-области на 20 - 40oС ниже темпеpатуpы полного полимоpфного пpевpащения с окончательной теpмической обpаботкой, отличающийся тем, что пеpед пеpвым нагpевом в (α+β)-области пpи темпеpатуpе на 20-40oС ниже темпеpатуpы полного полимоpфного пpевpащения пpоизводят дополнительный нагpев и дефоpмиpование в (α+β)-области пpи темпеpатуpе на 55 - 150oС ниже темпеpатуpы полного полимоpфного пpевpащения, следующий нагpев в (α+β)-области ведут с выдеpжкой 3- 8 ч с последующим дефоpмиpованием и выдеpжкой пpи темпеpатуpе дефоpмации 10 - 30 мин, осуществляя совокупность таких опеpаций в (α+β)-области 1 - 3 pаза, после чего заготовку охлаждают до темпеpатуpы на 10 - 20oС ниже темпеpатуpы пpедыдущего дефоpмиpования с последующей выдеpжкой 10 - 40 мин, а затем пpоводят дефоpмиpование со степенью дефоpмации 15 - 25% и со скоpостью дефоpмации 10o - 10-1 с-1, пpи этом окончательную теpмическую обpаботку ведут пpи темпеpатуpе по меньшей меpе на 10oС ниже темпеpатуpы последнего дефоpмиpования.

