Изобретение относится к цветной металлургии, в частности к термомеханической обработке псевдо-α- и (α+β)-титановых сплавов, и может быть использовано при изготовлении плит из штампованного или кованого в β-области сляба методом горячей продольной или продольно-поперечной прокатки.
Известно, что структура и ее однородность оказывают решающее влияние на уровень и стабильность механических свойств толстых листов и плит. Поэтому при разработке технологического процесса изготовления плит возникает необходимость тщательного изучения особенностей формирования структуры при горячем деформировании титановых сплавов.
Известен способ изготовления плит из α- и (α+β)-титановых сплавов, заключающийся в совмещении горячей и теплой прокатки с одного нагрева сляба путем захолаживания и последующей деформации по режиму теплой прокатки (Бюллетень ВИЛСа "Технология легких сплавов" N 12, 1975, с. 50-52).
Микроструктура плит данного способа улучшается благодаря более высокой степени деформации при низких температурах (α+β)-области и более полной последующей рекристаллизации металла, протекающей в процессе нагрева плит под термообработку.
Однако прокатка с захолаживанием имеет существенные недостатки: нет возможности провести контроль температуры металла при захолаживании и возникает температурный градиент по толщине плиты вследствие низкой теплопроводности.
Типовая схема технологии производства горячекатанных плит включает в себя следующие операции: нагрев сляба, горячую прокатку, резку на мерную длину, отжиг и отделочные операции (Титановые сплавы. Полуфабрикаты из титановых сплавов. Ответств. редакторы: H.Ф.Аношкин, М.З.Ерманок, М., ОНТИ ВИЛС, 1996, с. 207-210).
Недостатком типовой схемы изготовления горячекатанных плит является нестабильность механических свойств с высокой их анизотропией и неоднородность структуры металла.
Прототипом выбран способ изготовления горячекатанных плит из титановых сплавов, включающий два нагрева с охлаждением металла до комнатной температуры, последующий нагрев полосы при температуре (α+β)-области и прокатку металла до требуемых размеров с обжатием не менее 40% (Бюллетень ВИЛСа "Технология легких сплавов" N 12, 1975, с. 52, 53).
Такая технология позволила улучшить микроструктуру плит и повысить уровень таких показателей механических свойств, как относительное удлинение и сужение.
Основным недостатком прототипа является то, что изготовление горячекатанных плит из титановых сплавов по данному способу не обеспечивает получения необходимого уровня механических свойств в продольном и поперечном направлениях при их значительной анизотропии и не позволяет получить однородную структуру металла, что не удовлетворяет требованиям международных стандартов, предъявляемых к изготавливаемой продукции.
Задачей, на решение которой направлено предлагаемое изобретение, является получение высокого стабильного уровня механических свойств при их минимальной анизотропии и обеспечение однородной макро- и микроструктуры плит в соответствии с требованиями международных стандартов.
Поставленная задача решается тем, что в способе изготовления плит из титановых сплавов, включающем нагрев сляба до температуры прокатки, предварительную прокатку, нагрев раската до температуры прокатки и окончательную прокатку, предварительную прокатку осуществляют в две стадии, на первой из которых сляб нагревают до температуры на 30...40oC ниже температуры полиморфного превращения (Тп. п. ) и прокатывают с обжатиями 3...6% до суммарной степени деформации 20...30%, на второй стадии прокатку проводят до суммарной степени деформации 15...90%, нагревая раскат перед началом деформации до температуры на 60...130oC выше температуры полиморфного превращения, а окончательную прокатку осуществляют в (α+β)-области за 2...4 приема с суммарной степенью деформации в одном направлении не более 75% при температуре раската перед каждой прокаткой на 30...200oC ниже температуры полиморфного превращения. Кроме того, перед окончательной прокаткой проводят отжиг раската при температуре на 30...50oC ниже температуры полиморфного превращения.
Плиты изготавливают из штампованного или кованого в β-области сляба.
В процессе предварительной деформации происходит формирование однородной, мелкозернистой макроструктуры. На первой стадии предварительной деформации сляба в (α+β)-области с температуры нагрева на 30...40oC ниже Тп.п. металлу сообщается достаточное количество скрытой энергии, так называемого "полугорячего наклепа", являющейся движущей силой процесса рекристаллизации β-фазы при последующем нагреве до температуры β-области.
При прокатке в (α+β)-области с суммарной степенью деформации менее 20% количество скрытой энергии "полугорячего наклепа" оказывается недостаточной для прохождения процесса рекристаллизации β-фазы при последующем нагреве в β-области, что приводит к образованию полосчатой структуры металла. Увеличение степени деформации выше 30% приводит к появлению поверхностных трещин.
Деформация с частными обжатиями менее 3% не обеспечивает достаточной проработки структуры в центральных областях заготовки и приводит к неоднородности структуры по высоте плиты. Увеличение разовых обжатий более 6% вызывает дополнительную нагрузку на стан.
Деформация с температуры нагрева выше чем (Тп.п. - 30)oC не обеспечивает достаточного наклепа металла и приводит к формированию неоднородной структуры. Деформация с температуры нагрева ниже чем (Тп.п. - 40)oC приводит к росту сопротивления деформации и к появлению трещин.
Нагрев раската до температуры ниже (Тп. п. - 60)oC на второй стадии предварительной прокатки приводит к появлению полосчатой структуры и снижению пластических характеристик сплава. Нагрев выше (Тп.п. + 130)oC вызывает развитие процесса собирательной рекристаллизации и приводит к образованию крупного зерна и появлению трещин в результате образования большого газонасыщенного слоя на поверхности раската. В процессе окончательной деформации в (α+β)-области с температуры ниже Тп.п. на 30...200oC за 2...4 нагрева раската и суммарной степенью деформации в одном направлении не более 75% происходит формирование микроструктуры. Прокатка с суммарной степенью деформации в одном направлении больше 75% увеличивает анизотропию механических свойств, что в свою очередь приводит к снижению показателей механических свойств в одном из направлений.
Нагрев раската выше (Тп. п. - 30)oC приводит к огрублению структуры с возможными случаями перегрева металла и нестабильности механических свойств. Нагрев раската ниже (Тп.п. - 200)oC вызывает захолаживание металла, затрудняет прокатку и может привести к появлению на поверхности раската трещин, возникающих вследствие ограниченной пластичности металла.
Отжиг раската при температуре Тп.п. - (30...50)oC перед окончательной прокаткой благоприятно сказывается на формировании однородной глобулярной микроструктуры плит и получении высоких показателей механических и служебных (вязкость разрушения) свойств.
В предлагаемом способе изготовления плит используют штампованный или кованый в β-области сляб, получаемый по определенным технологиям.
Предлагаемый способ был опробован в условиях листопрокатного цеха предприятия-заявителя при изготовлении опытной партии плит размерами 30х1000х2000 мм и размерами 16х850х3830 мм из титанового сплава TA6V. Температура полного полиморфного превращения сплава Тп.п. = 990oC.
Пример 1.
Сляб нагревали в электрической печи до температуры 950oC (на 40oC ниже Тп. п. ), прокатку проводили на стане кварто 2000 с разовыми обжатиями 5% до суммарной степени деформации 30%. Далее раскат нагревали до 1080oC (на 90oC выше Тп.п.) и прокатывали с суммарной степенью деформации 20%. Окончательную прокатку осуществляли за два приема. Сначала раскат нагревали до 960oC (на 30oC ниже Тп.п.) и прокатывали со степенью деформации 50%, затем раскат нагревали до 950oC (на 40oC ниже Тп.п.) и прокатывали также со степенью деформации 50%.
Пример 2.
Сляб нагревали в электрической печи до температуры 950oC (на 40oC ниже Тп. п. ), прокатку проводили на стане кварто 2000 с разовыми обжатиями 5% до суммарной степени деформации 30%. Далее раскат нагревали до 1090oC (на 100oC выше Тп. п. ) и прокатывали с суммарной степенью деформации 40%. Прокатку в (α+β)-области осуществляли за три приема с промежуточным отжигом перед последней прокаткой. Сначала раскат нагревали до 950oC (на 40oC ниже Тп.п.) и прокатывали со степенью деформации 35%, затем раскат нагревали снова до 950oC и прокатывали в поперечном направлении со степенью деформации 63%. После чего осуществляли отжиг раската по режиму: нагрев до 950oC, выдержка 3 час 30 мин, охлаждение до 800oC, далее охлаждение на воздухе и перед последней прокаткой металл нагревали также при 950oC и прокатывали со степенью деформации 28%.
В том и другом случае прокатка проходила устойчиво, без деформационных разогревов, без макро- и микродефектов. Полученные плиты характеризовались однородной мелкой структурой, высокой точностью геометрических размеров, стабильностью механических свойств и отсутствием поверхностных дефектов.
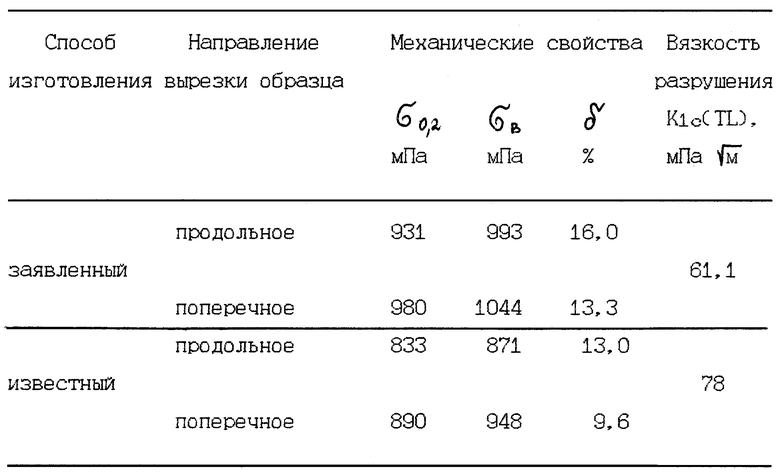
Микроструктура плит показана на фиг. 1, где: а - изготовленных по заявленному способу; б - изготовленных по прототипу.
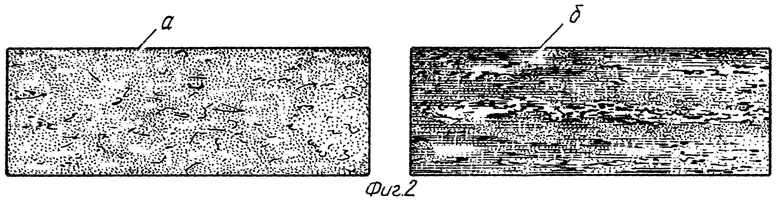
Макроструктура плит приведена на фиг. 2, где: а - изготовленных по заявленному способу: б - изготовленных по прототипу.
Механические и служебные свойства плит приведены в таблице.
Таким образом, предлагаемый способ изготовления плит из титановых сплавов позволяет получать плиты высочайшего качества, которое удовлетворяет всем требованиям международных стандартов. Изготовленные плиты имеют однородную мелкозернистую макро- и микроструктуру, обеспечивающую высокие стабильные показатели механических и служебных свойств, а также их минимальную анизотропию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВОГО ПРОКАТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2175581C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРУТКОВ ИЗ α+β ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2108876C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ ПСЕВДО α И (α+β) ТИТАНОВЫХ СПЛАВОВ | 1998 |
|
RU2127160C1 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2178014C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2243833C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1999 |
|
RU2165808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И ПОЛОС ИЗ ТЕХНИЧЕСКОГО ТИТАНА | 2000 |
|
RU2175994C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2378410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2335571C2 |
Изобретение относится к цветной металлургии, а именно к термомеханической обработке титановых сплавов, и применяется при изготовлении плит из штампованного или кованого в β-области сляба методом горячей продольной или продольно-поперечной прокатки. Сущность изобретения: в способе изготовления плит из титановых сплавов осуществляют предварительную прокатку в две стадии, на первой из которых сляб нагревают до температуры на 30-40°С ниже температуры полиморфного превращения и прокатывают с обжатиями 3-6% до суммарной степени деформации 20-30%, на второй стадии прокатку проводят до суммарной степени деформации 15-90%, нагревая раскат перед началом деформации до температуры на 60-130°С выше температуры полиморфного превращения, а окончательную прокатку осуществляют в (α+β)-области за 2-4 приема с суммарной степенью деформации в одном направлении не более 75% при температуре раската перед каждой прокаткой на 30-200°С ниже температуры полиморфного превращения. Перед окончательной прокаткой проводят отжиг раската при температуре на 30-50°С ниже температуры полиморфного превращения. Технический результат изобретения заключается в возможности получения плит высочайшего качества с однородной мелкозернистой макро- и микроструктурой, обеспечивающей высокие стабильные показатели механических и служебных свойств, а также их минимальную анизотропию. 1 з.п. ф-лы, 1 табл., 2 ил.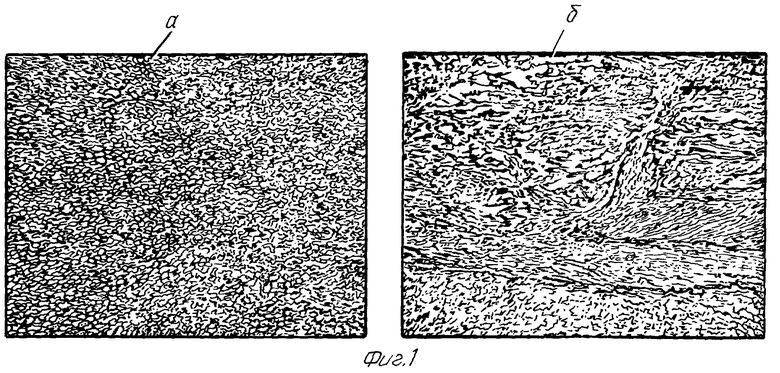
| Технология легких сплавов | |||
| - М.: ВИЛС, 1975, с.52 - 53 | |||
| RU 2052534 С1, 20.01.1996 | |||
| Способ получения листов из титановых сплавов | 1977 |
|
SU730395A1 |
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| EP 0716155 А1, 12.06.1996 | |||
| US 3481799, 15.06.1976. | |||
