Изобретение относится к устройствам для загрузки и уплотнения угольной шихты в вертикальные коксовые печи непрерывного слоевого коксования и может быть использовано в коксохимической промышленности.
Известно устройство для загрузки и уплотнения двухкамерной вертикальной коксовой печи непрерывного действия, включающее загрузочный бункер для угольной шихты, общий для двух смежных камер термообработки, и расположенную над каждой из камер наклонную течку, приемник, траверсу с пресс-толкателем и двумя гидроцилиндрами для сообщения пресс-толкателю возвратно-поступательного движения. Траверсы с пресс-толкателями и гидроцилиндрами, установленные над смежными камерами термообработки и питаемые одним загрузочным бункером, размещены соответственно слева и справа относительно этого бункера.
Наличие в описанном устройстве над каждыми двумя камерами термообработки загрузочного бункера и перечисленного оборудования над каждой из камер приводит к высокой металлоемкости агрегата и значительному нагромождению оборудования на верху камер термообработки, что ухудшает условия обслуживания этого оборудования из-за плохого доступа к нему, намного удлиняет время на проведение ремонтов и других профилактических мероприятий.
Наиболее близким по конструктивным признакам к заявляемому является устройство для загрузки угля в коксовую печь, включающее передвижную тележку, расположенные на ней два бункера для исходной угольной шихты, снабженные в нижней части наклонными течками, два пресс-толкателя с приспособлениями для их возвратно-поступательного перемещения, приемники шихты. Исходную угольную шихту спрессовывают в приемнике с помощью пресс-толкателя и подают в камеру термообработки, поддерживая в ней заданную плотность заполнения регулированием количества исходной и спрессованной шихты.
Это устройство имеет следующие недостатки при использовании его для загрузки вертикальных многокамерных печей непрерывного действия:
повышенную металлоемкость передвижной тележки, связанную с тем, что все оборудование, необходимое для уплотнения и загрузки угольной шихты в камеры термообработки, размещено непосредственно на тележке;
трудность в обслуживании и ремонте оборудования на передвижной тележке, так как комплекты оборудования для загрузки установлены над двумя соседними камерами термообработки, и все оборудование размещено на этой тележке.
Целью изобретения является сокращение металлоемкости и упрощение обслуживания оборудования на верху печи.
Поставленная цель достигается тем, что в устройстве, включающем передвижную тележку, на которой закреплены два бункера, приемники шихты, два пресс-толкателя с приспособлениями для их вертикального возвратно-поступательного перемещения, бункеры снабжены средствами дозирования порций угольной шихты и закреплены на тележке на расстоянии, равном двум расстояниям между осями смежных камер термообработки, течки снабжены телескопическим элементом для их возвратно-поступательного перемещения, каждый пресс-толкатель в нижней части имеет съемный элемент, а приемники шихты размещены стационарно на верху каждой камеры термообработки и снабжены сверху окнами для ввода течки и съемного элемента пресс-толкателя, причем высота приемника шихты равна 0,7-0,8 высоты съемного элемента пресс-толкателя.
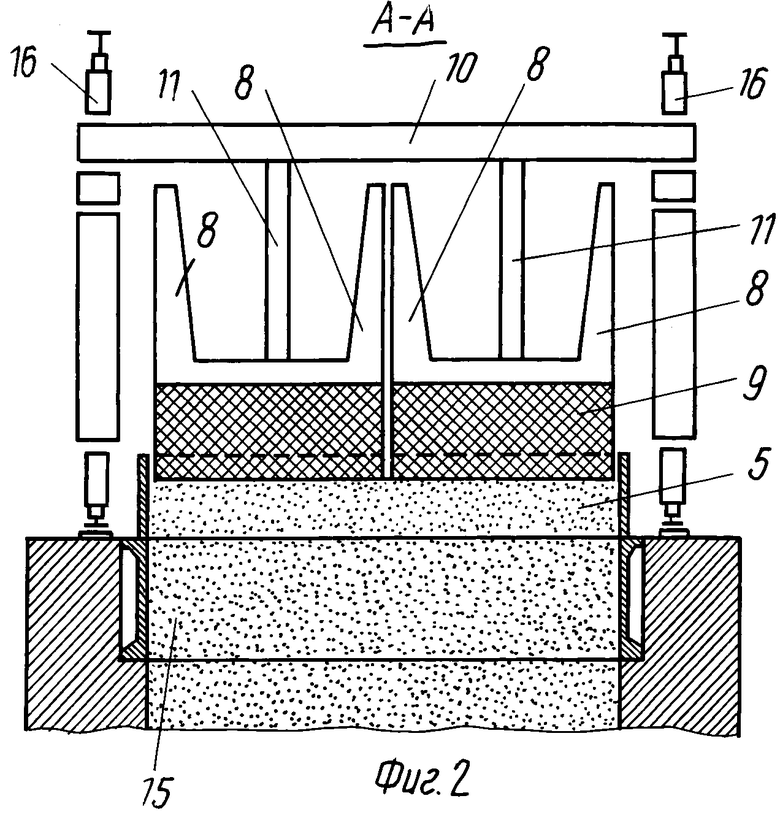
Предлагаемое устройство изображено на фиг. 1 и 2.
На фиг. 1 изображен вертикальный поперечный разрез по загрузочному устройству; на фиг. 2 - вертикальный продольный разрез по элементам устройства.
Устройство для уплотнения и загрузки угольной шихты в вертикальную многокамерную коксовую печь непрерывного действия включает передвижную тележку 13, на которой установлены два бункера 1 и расположенные под каждым из них дозировочные приспособления 2 и течки 3 с телескопическими элементами 4. На тележке 13 установлены также пресс-толкатели 8, закрепленные на траверсах 10 совместно с гидроцилиндрами 11, гидростанция 12 и электропривод 14.
Над загрузочной секцией 15 каждой из камер термообработки стационарно закреплен приемник шихты 5 с размещенным в нем съемным элементом 9 пресс-толкателя 8.
Бункеры 1 с течками 3 и пресс-толкатели 8 закреплены на тележке на расстоянии, равном двум расстояниям между осями смежных камер термообработки.
На фиг. 1 изображен момент, когда один комплект оборудования, состоящий из бункера 1 с дозировочным приспособлением 2, течки 3 с телескопическим элементом 4, пресс-толкателя 8 с траверсой 10 и гидроцилиндром 11, расположен над одной из нечетных камер термообработки, а второй комплект - над соседней нечетной камерой. В промежутке между этими камерами расположен приемник шихты 5 четной камеры с опущенным в него съемным элементом пресс-толкателя 8. Здесь же, на фиг. 1, изображено телескопическое соединение течки 3 с окном 6 приемника шихты 5, при котором обеспечивают необходимый подъем погруженной части течки 3 в верхнюю часть приемника перед переездом тележки 13 к очередным камерам термообработки.
Над траверсами 10 по концам их установлены упорные приспособления 16 для обеспечения необходимого противодавления в периоды уплотнения порций шихты и проталкивания их в камеры термообработки. Передвижная тележка 1 приводится в действие с помощью электроприводного устройства 14, расположенного в одном из торцов тележки 13. Управление передвижением тележки 13 осуществляют автоматически. Передвижная тележка 1 снабжена грузоподъемным устройством для проведения ремонтов оборудования, размещенного над камерами термообработки (на рис. не показано), а также для замены металлоконструкций загрузочных секций 15 и металлических греющих стенок камер термообработки по высоте верхних горизонтальных обогревательных каналов.
Устройство работает следующим образом.
Угольную шихту из бункеров 1, расположенных, например, над нечетными камерами термообработки, подают дозировочными приспособлениями 2. После отсечения заданных порций шихты последние через течки 3 с телескопическими элементами 4 поступают в приемные емкости 5 и из них в загрузочные секции 15 над этими камерами. После поступления порций шихты в загрузочные секции 15 опускают пресс-толкатели 8 со съемными элементами 9 через окно до уровня низа приемной емкости 5 (на фиг. 1 обозначено пунктирными линиями), уплотняют шихту до заданной плотности, продвигая при этом также весь шихто-коксовый пирог в камере термообработки на шаг загрузки.
Перед загрузкой осуществляют выгрузку из указанных нечетных камер соответствующих объемов кокса.
По окончании загрузки очередных порций уплотненной шихты в нечетные камеры съемные элементы 9 пресс-толкателей 8 оставляют погруженными в приемных емкостях 5 над этими камерами. Затем осуществляют подъем телескопических элементов 4 из окон приемных емкостей 5 и передвигают тележку 13 к смежным двум четным камерам термообработки, сцепляют пресс-толкатели 8 со съемными элементами 9, ранее погруженными в приемные емкости 5 над этими камерами, и поднимают пресс-толкатели 8 вместе со съемными элементами 9 до уровня, который изображен на фиг. 1, при расположении их над нечетными камерами, и выполняют все указанные выше аналогичные операции в такой же последовательности, как и при работе над нечетными камерами.
Погружение съемных элементов 9 пресс-толкателей в приемные емкости 5 осуществляют в целях отключения камер термообработки от окружающей среды для предотвращения выделения газов из камер.
Все технологические операции по загрузке и уплотнению угольной шихты и подаче ее в камеры термообработки выполняются по заданному графику в автоматическом режиме.
Высоту приемника шихты 5 выполняют равной 0,7-0,8 высоты Н съемного элемента 9 пресс-толкателя.
Увеличение высоты h приемника шихты более 0,8 высоты Н съемного элемента пресс-толкателя приводит к повышению металлоемкости и ухудшает условия подъема съемного элемента из приемника шихты, а уменьшение высоты h приемника шихты менее 0,7 высоты Н съемного элемента пресс-толкателя не позволяет вместить в приемник необходимое количество порций шихты, т. е. снижает, наряду с металлоемкостью, и производительность печи.
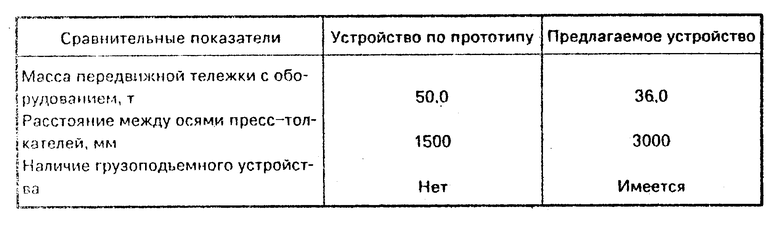
В таблице приведены сравнительные показатели известного по прототипу и предлагаемого устройств применительно к установке непрерывного коксования с десятью камерами термообработки.
Как видно из таблицы, предлагаемое устройство позволяет уменьшить металлоемкость передвижной тележки на 28% за счет того, что съемные элементы пресс-толкателя и приемники угольной шихты установлены непосредственно над камерами термообработки. Сокращение металлоемкости тележки обеспечивает снижение расхода электроэнергии на ее перемещение, т. е. приводит к уменьшению эксплуатационных затрат.
Благодаря увеличению вдвое расстояния между осями пресс-толкателей и бункеров значительно улучшаются условия обслуживания оборудования, установленного как на тележке, так и над камерами термообработки, так как существенно облегчается доступ к нему. Этому способствует также оснащение передвижной тележки грузоподъемным устройством, наличие которого облегчает проведение профилактических ремонтов оборудования и кладки печи, связанных с монтажом и демонтажом оборудования. (56) Обработка технологического режима непрерывного слоевого коксования шихт разного состава на установке ХОКХЗа с промышленной шириной камеры и разработка проекта опытного модуля производительностью 10 тыс. т кокса в год. Пояснительная записка, Харьков, УХИН, 1989, НИР-1024СИ, с. 14, 22-24.
Заявка Японии N 63-14031, кл. С 10 В 37/00, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНАЯ КОКСОВАЯ ПЕЧЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1991 |
|
RU2007434C1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ НЕПРЕРЫВНОГО СЛОЕВОГО КОКСОВАНИЯ | 1990 |
|
SU1835830A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОГО СЛОЕВОГО КОКСОВАНИЯ В ВЕРТИКАЛЬНОЙ КОКСОВОЙ ПЕЧИ | 1991 |
|
RU2026877C1 |
| Батарея коксовых печей | 1990 |
|
SU1726492A1 |
| Устройство для загрузки коксовых печей | 1985 |
|
SU1307833A1 |
| ВЕРТИКАЛЬНАЯ КОКСОВАЯ ПЕЧЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1988 |
|
SU1522730A1 |
| Коксовая батарея | 1981 |
|
SU1013455A1 |
| ВЕРТИКАЛЬНАЯ МНОГОКАМЕРНАЯ КОКСОВАЯ ПЕЧЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1987 |
|
SU1505003A1 |
| Горизонтальная коксовая печь | 1987 |
|
SU1490131A1 |
| СПОСОБ КОКСОВАНИЯ УГОЛЬНОЙ ШИХТЫ | 2006 |
|
RU2311440C1 |
Сущность изобретения: устройство включает передвижную тележку 13, на которой на расстоянии, равном двум расстояниям между осями смежных камер термообработки, установлены два бункера 1 и расположенные над каждым из них дозировочные приспособления с течками 3 и телескопическими элементами 4, два пресс-толкателя 8 со съемными элементами 9, траверсы 10, два гидроцилиндра 11, гидростанцию 12 с электроприводом 14. Над загрузочной секцией 15 каждой камеры термообработки стационарно установлен приемник шихты 5, высота которого равна 0,7 - 0,8 высоты съемного элемента 9 пресс-толкателя 8. 2 ил. , 1 табл.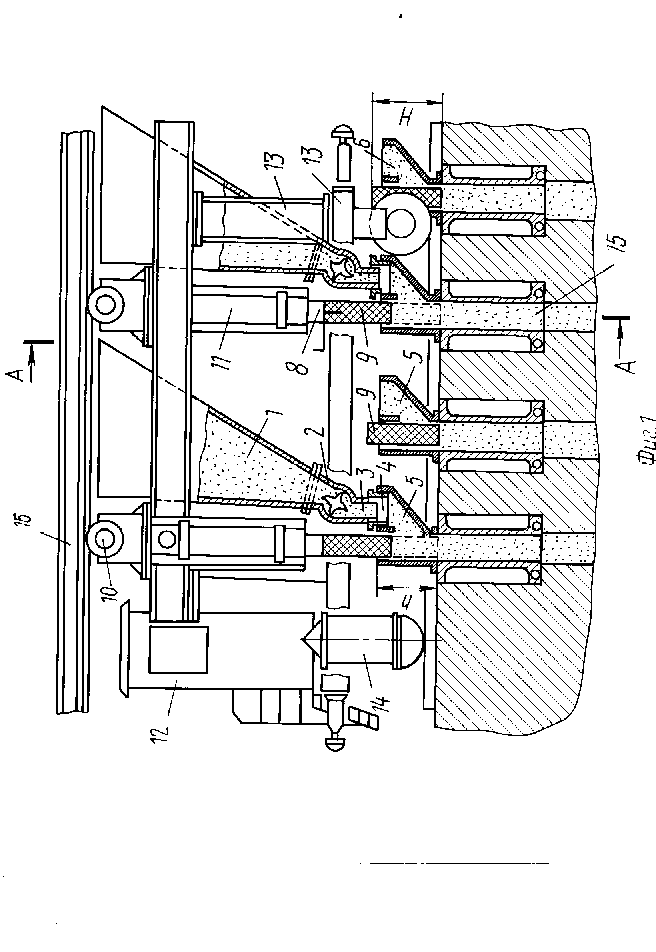
УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ И ЗАГРУЗКИ УГОЛЬНОЙ ШИХТЫ В ВЕРТИКАЛЬНУЮ МНОГОКАМЕРНУЮ КОКСОВУЮ ПЕЧЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ включающее передвижную тележку, на которой закреплены два бункера, приемники шихты, два пресс-толкателя с приспособлениями для их вертикального, возвратно-поступательного перемещения, отличающееся тем, что бункеры снабжены средствами дозирования порций угольной шихты и закреплены на тележке на расстоянии, равном двум расстояниям между осями смежных камер термообработки, течки снабжены телескопическим элементом для их возвратно-поступательного перемещения, каждый пресс-толкатель в нижней части имеет съемный элемент, а приемники шихты размещены стационарно на верху каждой камеры термообработки и снабжены сверху окнами для ввода течки и съемного элемента пресс-толкателя, причем высота приемника шихты равна 0,7 - 0,8 высоты съемного элемента пресс-толкателя.
