Изобретение относится к способам упрочнения поверхности деталей из жаропрочных материалов путем облучения ионами высоких энергий (E > 10 Кэв) с последующей термообработкой, может быть использовано при изготовлении различных изделий, эксплуатируемых при высоких нагрузках и температурах в агрессивной среде, в машиностроительной, приборостроительной, авиационной, судостроительной и других отраслях промышленности.
Известны способы повышения эксплуатационных характеристик изделий посредством ионной имплантации.
1. Азота, углерода, бора, бария (энергия Е = 25 -100 КэВ, плотность тока J= 10-100 мкА/см2, доза облучения D≅5 ˙1017ион/см2), обеспечивающих повышение циклической долговечности в 3-8 раз и износостойкости в 2-4 раза.
2. Бария, стронция, кальция, натрия, калия (Е = 100 КэВ, J = 10 мкА/см2, D = = 1017 ион/см2).
3. Бария и палладия (Е = 40-100 КэВ, J= 10-100 мкА/см2, D≅1017 ион/см2) - для повышения коррозионной стойкости.
Наиболее близким по технической сущности к заявляемому является способ, включающий ионную имплантацию азота или углерода, или бора Е = 40-100 КэВ, J = 10-100 мкА/см2, D≅1017 ион/см2, служащий повышению износостойкости.
Недостатками указанных способов является невозможность обеспечения целого комплекса эксплуатационных характеристик на требуемом уровне (усталостная прочность, жаростойкость, эрозионная стойкость и сопротивление высокотемпературной солевой коррозии), небольшие глубины ионнолегированных слоев до 0,1 мкм, а также их загрязнения примесями углерода и кислорода, внедpяемыми в материал вместе с основным легирующим элементом.
Цель изобретения - увеличение толщины модифицированного слоя и одновременное повышение усталостной прочности сопротивления солевой коррозии и пылевой эрозии, а также жаростойкости.
Это достигается за счет того, что способ включает ионную очистку, имплантацию азота с энергией 40-100 КэВ, высокой плотностью тока 1-5 мА/см2 и дозой 1019-2˙1019 ион/см2, ионное легирование бором или редкоземельными элементами (I, La, Sm, It и т. д. ) с энергией 30-100 КэВ, плотностью тока 20-100 мкА/см2, дозой облучения 5 1016-1017 ион/см2 и стабилизирующий отжиг при 450-650оС в вакууме 1˙10-3 Па в течение 1,5-2 ч.
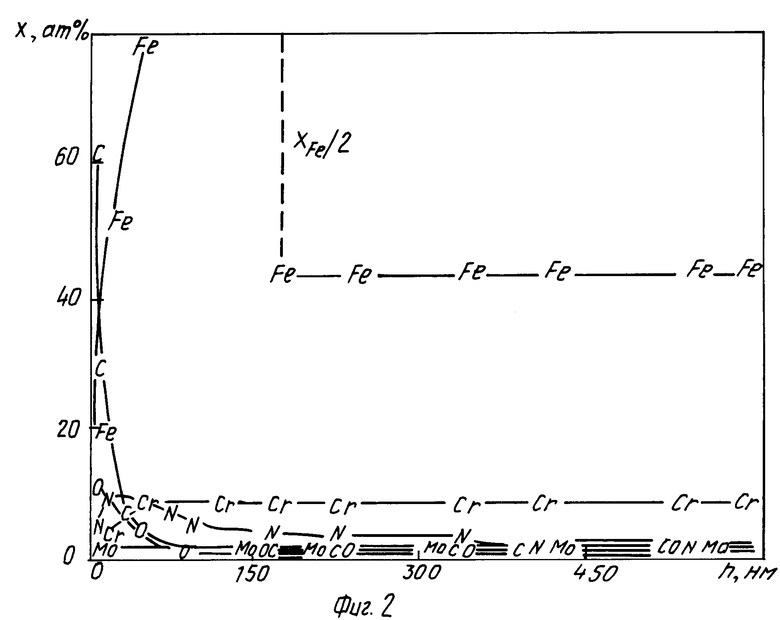
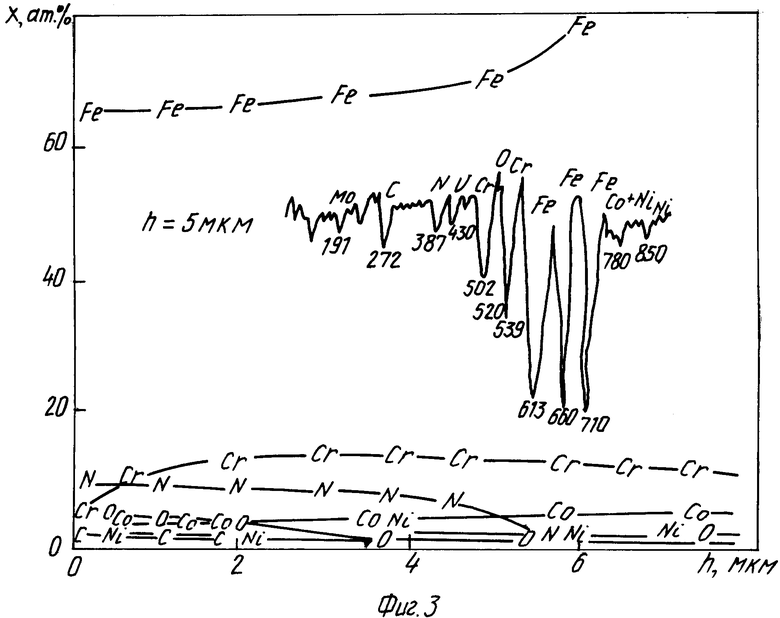
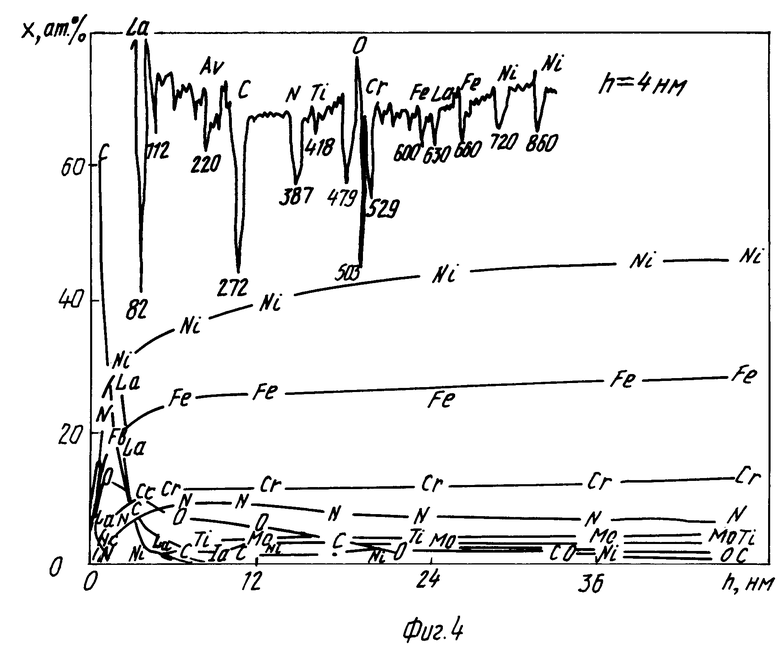
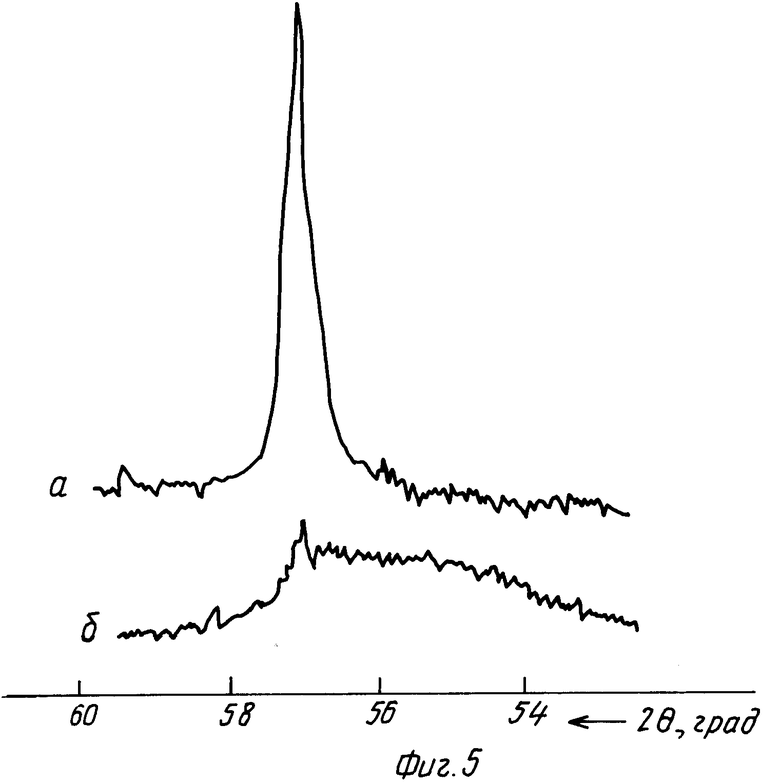
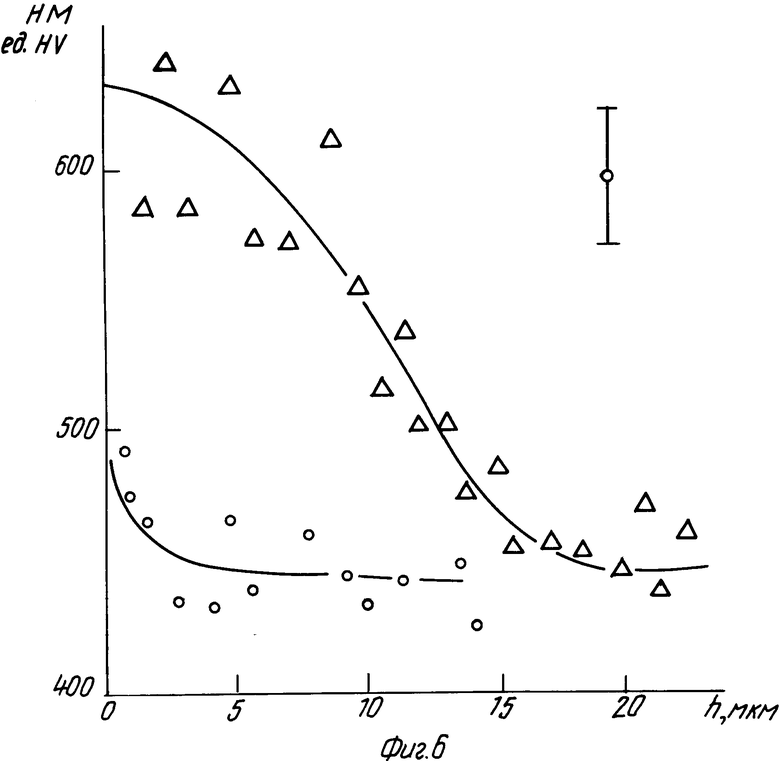
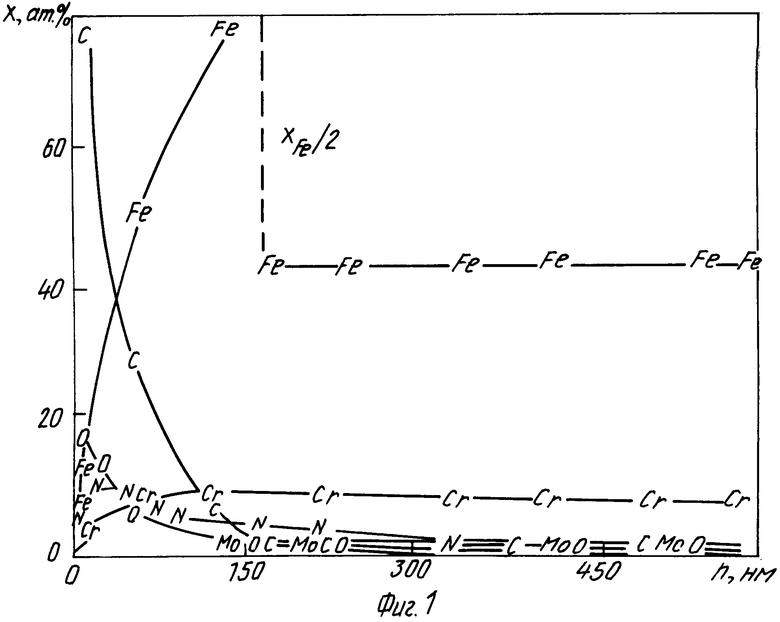
На фиг. 1 показано распределение элементов в поверхностном слое образцов из стали ЭП 866 после облучения ионами N+ без ионной очистки ( Е = 30 КэВ, I = 40 мкА/см2, D = 2˙1018 ион/см2); на фиг. 2 - распределение элементов в поверхностном слое образцов из стали ЭП866Ш после ионной очистки и облучения ионами N+ (Е = = 30 КэВ, I = 40 мкА/см2, D = 2˙1018 ион/cм2; на фиг. 3 - распределение элементов в поверхностном слое образцов из стали ЭП866Ш после облучения ионами N+ (Е = = 40 КэВ, I = 5 мА/см2, D = 2˙1019 ион/см2), съемка с поверхности малоуглового косого шлифа, в центре приведен оже-спектр, зафиксированный на глубине h = 5 мкм; на фиг. 4 - распределение элементов в поверхностном слое образцов из сплава ЭП718ИД после облучения ионами N+ (Е = 40 КэВ, I = = 5 мА/см2, D = 2˙1019 ион19/см2) и La+(Е = = 30 КэВ I = 20 мкА/см2, D = 1017), сверху приведен оже-спектр, зафиксированный на глубине 4 мм; на фиг. 5 - фрагменты дифрактограмм, полученных от исходного (а и облученного азотом б) образцов из стали ЭП866Ш (Е = 40 КэВ, I = 5 мА/см2, D = 2˙1019 ион/см2) и La+(Е = 30 КэВ, I = 20 мкА/см2, D = 1017 ион/см2); на фиг. 6 - распределение микротвердости по толщине поверхностного слоя образцов из стали ЭП866Ш:
Δ - облучение ионами N+(Е = 40 КэВ, I = = 5 мА/см2, D -= 2˙1019 ион/см2 и La+(Е = = 30 КэВ, I = 20 мкА/см2, D = 1017 ион/см2), 0 - исходное состояние.
В результате ионной очистки с поверхности материала удаляются примесные вещества, что предотвращает их имплантацию в поверхностный слой при облучении (фиг. 1 и 2). Ионное легирование азотом N+ с высокой плотностью тока 1-5 мА/см2 и дозой 1019-2˙1019 ион/см2, с энергией 40-100 кэВ позволяет сформировать новое структурно-фазовое состояние в приповерхностной зоне толщиной до 6 мкм, которое характеризуется высокой концентрацией дефектов, а также присутствием атомов азота в количестве 6 - 8 ат. % (фиг. 3,4). Теоретического объяснения этого эффекта (проникновения атомов азота на такие большие глубины) до сих пор сделано не было. Предполагается диффузионный механизм массопереноса в высокодефектном поверхностном слое жаропрочного материала при повышенных температурах или массоперенос, стимулированный коллективными явлениями. Упрочнение материала в приповерхностной зоне обеспечивает повышение усталостных и эрозионных характеристик, одного сопротивление солевой коррозии при этом снижается. Последующее ионное легирование бором (титановые сплавы) или редкоземельными элементами с энергией 30-100 кэВ, I = 20-100 мкА/см2, D = 5˙1016-1017 ион/см2 приводит как к увеличению концентрации дефектов в слое толщиной 0,1 мкм, так и к образованию оксидов (например, La2O3, Y2O3 и др). Это наряду с улучшением усталотных и эрозионных свойств повышает коррозионную стойкость материалов.
Финишная термообработка отжиг при 450-650оС в вакууме 1˙10-3-5˙10-3 Па в течение 1,5-2 ч стабилизирует структурно-фазовое состояние и тем самым повышает жаростойкость изделия.
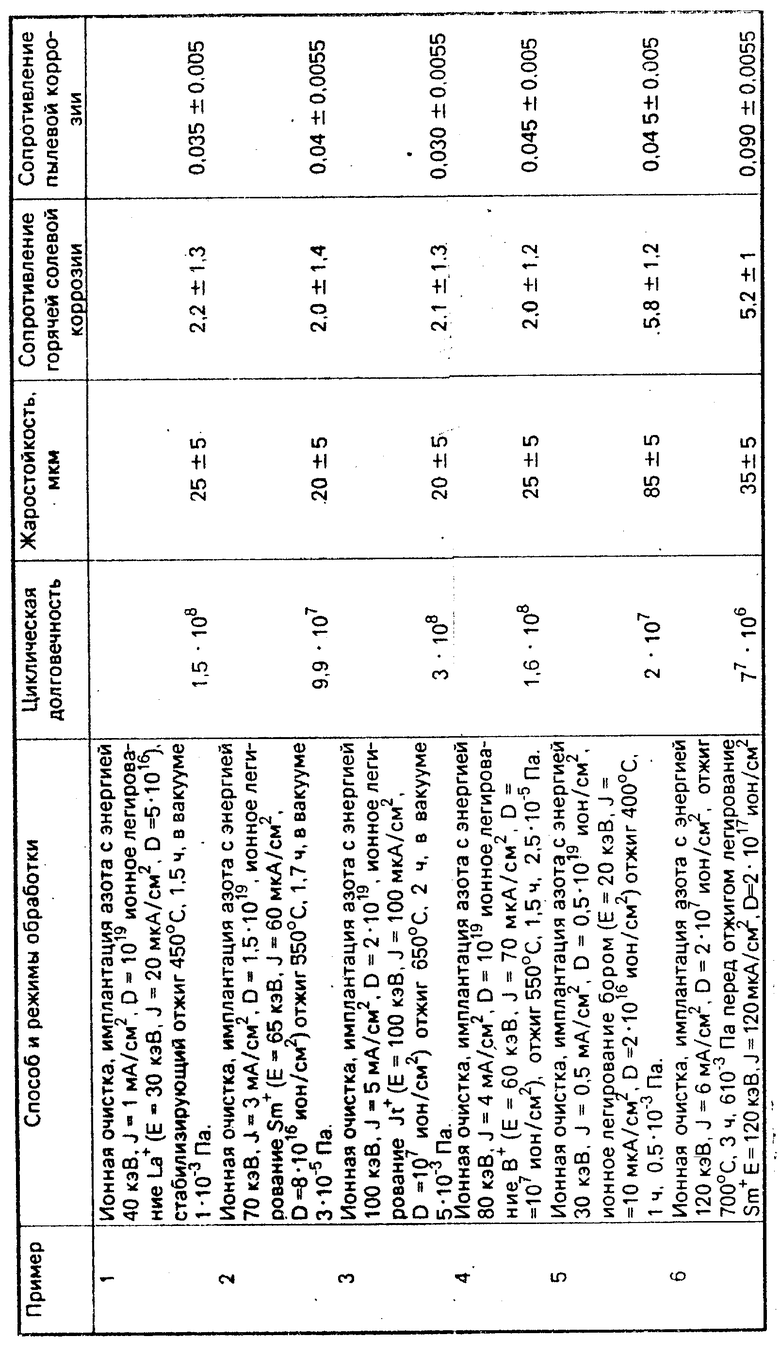
Известные способы упрочнения поверхностных слоев жаропрочных сплавов не предусматривают такой ступенчатой ионно-лучевой обработки при указанных режимах. При реализации описанного способа удается сформировать рентгеноаморфный слой толщиной до 5-10 мкм при глубине проникновения легирующих элементов до 6 мкм, что позволяет увеличить: циклическую долговечность в 8 раз, жаростойкость в условиях усталостного нагружения в 2-3 раза и сопротивление жидкостной солевой коррозии на 30-40% при температуре испытаний 450-650оС (таблица). В комплексе такого высокого уровня эксплуатационных свойств с помощью известных методов обработки не удается.
П р и м е р. Детали из стали ЭП866Ш и ЭП718ИД подвергались ионной очистке пучком ионов азота с целью распыления слоя толщиной 1 мкм, затем осуществлялась ионная имплантация азота, ионное легирование редкоземельными элементами и стабилизирующий отжиг.
Режимы приведены в таблице (примеры 1-3).
Химический состав поверхностного слоя, обработанных таким образом деталей, приведен на фиг. 3 и 4, а результаты рентгено-структурного анализа и измерений микротвердости % % на фиг. 5 и 6. Из данных следует, что толщина ионнолегированных азотом и лантаном слоев достигают 6 и 10 мкм соответственно; на поверхности стали ЭП866Ш сформировано рентгеноаморфное состояние; микротвердость поверхностного слоя толщиной 6 мкм достигает 620 ед. Hμ (для исходного состояния Hμ = 440±30 ед. НV).
Предел усталости таких деталей на базе 2˙107 циклов (высокотемпрературные высокочастотные испытания при 600оС и частоте 3300 Гц) возрастает по сравнению с необработанными изделиями на 15% . Сопротивление эрозионному воздействию (кварцевый песок диаметром 80-12 мкм, скорость эрозирующих частиц 200 м/с) увеличивается в 1,75 раза. Соответственно улучшаются и коррозионные свойства (жаростойкость в условиях циклического нагружения и сопротивление солевой коррозии в условиях термоциклирования). После двухчасовых испытаний на вибростенде (600оС) толщина оксидного слоя составила для исходных деталей 1,5±0,1 мкм, а для облученных изделий - 200±10 нм. Обработка результатов коррозионных испытаний (быстрый нагрев за 3 мин до 600оС на воздухе, закалка в 3% раствор NaCl при 20оС и т. д. ), выполненных на базе 50 циклов показала, что посредством ионного легирования коррозионная стойкость увеличивается в 3,3 раза (привес массы исходных деталей составил Δ m = = 8,3±2,4 мг, а подвергнутых обработке по описанному выше способу - Δ m = 2,5±1,3 мг).
Детали из сплавов ВТ18У и ВТ25 подвергались очистке пучком ионов азота, затем ионная имплантация азота, ионное легирование бором и стабилизирующий отжиг (пример 4).
В результате такой обработки удалось увеличить циклическую долговечность деталей в 8 раз (f = 3300 Гц, Т = 500оС, напряжение σ = 370±20 МПа), жаростойкость в 1,7 раза (Т = 500оС, σ = 370±20 МПа, t = 1,5 ч), сопротивление горячей солевой коррозии в условиях термоциклирования в 1,6 раза (Т = = 500оС, число циклов 240, среда "воздух" - 3% -й раствор NaCl), сопротивление эрозии в 3,2 раза.
Положительные результаты были также получены для сплавов ЭП718ИД, ВТ9, ВТ20 и др.
Таким образом, ресурс и надежность работы деталей машин при эксплуатации в значительной степени определяются физико-химическим состоянием поверхностного слоя. Целенаправленное изменение его химического состава, структурно-фазового состояния и толщины способствует как существенному увеличению срока службы, так и повышению эксплуатационных характеристик изделий. (56) Gournal aurface Engineering, 1987, N 2, v. 3, р. 154.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2117073C1 |
| СПОСОБ ИОННО-ИМПЛАНТАЦИОННОЙ ОБРАБОТКИ ЛОПАТОК РАБОЧЕГО МОНОКОЛЕСА КОМПРЕССОРА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2682741C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗИСТИВНОГО СЛОЯ НА КЕРАМИЧЕСКОЙ ПОДЛОЖКЕ | 1990 |
|
RU2006082C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТНЫХ СЛОЕВ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА ПРИ ПОМОЩИ ЦИКЛА ИОННО-ЛУЧЕВЫХ ОБРАБОТОК | 1997 |
|
RU2132887C1 |
| ЛАТЕРАЛЬНЫЙ БИПОЛЯРНЫЙ ТРАНЗИСТОР НА СТРУКТУРАХ "КРЕМНИЙ НА ИЗОЛЯТОРЕ" И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2767597C1 |
| Способ повышения радиационной стойкости микросхем статических ОЗУ на структурах "кремний на сапфире" | 2019 |
|
RU2727332C1 |
| СПОСОБ ИОННО-ИМПЛАНТАЦИОННОЙ ОБРАБОТКИ ЛОПАТОК МОНОКОЛЕСА КОМПРЕССОРА | 2018 |
|
RU2700228C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЛОПАТОК БЛИСКА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2018 |
|
RU2685890C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2470091C1 |
| СПОСОБ ИОННО-ИМПЛАНТАЦИОННОЙ ОБРАБОТКИ ЛОПАТОК КОМПРЕССОРА ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2017 |
|
RU2669136C1 |
Изобретение относится к способам упрочнения поверхности деталей из жаропрочных материалов, путем облучения ионами высоких энергий с последующей термообработкой и может быть использовано для обработки поверхности изделий, эксплуатируемых при высоких нагрузках и температурах в агрессивной среде. С целью улучшения эксплуатационных характеристик последовательно осуществляют ионную очистку, имплантацию азота с энергией 40 - 100 кэВ, плотностью тока 1-5мA/cм2 и дозой 1019-2·1019ион/cм2, ионное легирование бором или редкоземельными элементами (J, La, Sm, Jt и т. д. ) с энергией 30 - 100 кэВ, плотностью тока 20-100мкA/cм2, дозой 5·1016-1017ион/cм2 и стабилизирующий отжиг при 450 - 650С в вакууме 1·10-3-5·10-3 в течение 1,5 - 2 ч. 6 ил. 1 табл.
СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ЖАРОПРОЧНЫХ СПЛАВОВ, включающий ионную очистку поверхности, имплантацию ионов азота, отличающийся тем, что, с целью улучщения эксплуатационных характеристик, имплантацию ионов азота осуществляют с энергией E = 40 - 100 кэВ, плотностью ионного тока 1 - 5 мА/см2, дозой 1019 - 2 · 1019 ион/см2, затем проводят ионное легирование бором или редкоземельными элементами с энергией 30 - 100 кэВ, плотностью ионного тока 20 - 100 мкА/см2, дозой 5 · 1016 - 1017ион/см2 и стабилизирующий отжиг при t = 450 - 650oС и давлении остаточных газов 10-3 - 5 · 10-3 Па в течение 1,5 - 2 ч.
