Изобретение относится к способам ионной имплантации поверхностей деталей из титановых сплавов путем ионного легирования и может быть использовано при изготовлении изделий в машиностроительной, авиационной и других отраслях промышленности, которые эксплуатируются при высоких нагрузках и температурах.
Титановые сплавы занимают важное место среди современных конструкционных материалов, благодаря удачному сочетанию физических, механических и технологических свойств. Низкая плотность, высокая коррозионная стойкость, высокая удельная прочность и жаропрочность делают эти сплавы незаменимыми для авиационной и космической техники. В последнее время наметилась тенденция расширения области применения титановых сплавов, в частности в медицине для изготовления имплантатов и в автомобилестроении. Однако более широкое их использование сдерживается из-за неудовлетворительных триботехнических характеристик.
Известен ряд способов модификации поверхности деталей из титановых сплавов посредством ионного легирования для решения задачи повышения их износостойкости.
Известен способ поверхностного легирования титана для повышения износостойкости путем ионной имплантации палладия с энергией Е=30-40 кэВ и дозой D=1·1016-5·1017 ион/см2, кроме того, способ, отличающийся тем, что предварительно имплантируют кислород с энергией Е=30-40 кэВ и дозой D=5·1017-1·1018 ион/см2, а затем палладий с энергией Е=30-40 кэВ и дозой D=5·1015-5·1016 ион/см2 (Авторское свидетельство СССР N1086827 МКИ C23C 14/48. Способ поверхностного легирования титана. Опубликовано 15.04.86).
Недостатком отмеченного способа является невозможность обеспечения износостойкости на требуемом уровне из-за малой глубины проникновения ионов и, как следствие, недостаточной степени упрочнения модифицированной поверхности.
Известен способ ионной имплантации поверхностей деталей из титановых сплавов, заключающийся в имплантации ионов азота или углерода с энергией E=25-100 кэВ, плотностью тока I=10-100 мкА/см2, дозой облучения D≥5·1017 ион/см2 (Комаров Ф.Ф. Ионная имплантация в металлы. - М.: Металлургия, 1990. - 216 с.).
Недостатком отмеченного способа является невозможность обеспечения износостойкости на требуемом уровне из-за малой глубины проникновения ионов и недостаточной степени упрочнения модифицированной поверхности. Кроме того, поверхностный упрочненный при ионной имплантации слой достаточно быстро изнашивается при эксплуатации деталей в условиях трения скольжения с приложением значительной внешней нагрузки.
Наиболее близким по технической сущности (прототипом) к заявляемому способу является способ модификации поверхности титановых сплавов (патент РФ №2117073 по кл. C23C 14/48. Способ модификации поверхности деталей из титановых сплавов. / Гусева М.И.; Смыслов A.M.; Сафин Э.В.; Измайлова Н.Ф. Опубл. 10.08.1998), по которому имплантируют ионы азота и проводят стабилизирующий отжиг, отличающийся тем, что производят предварительную обработку ионами аргона с энергией 250-400 эВ, плотностью ионного тока 1-10 мА/см2 и дозой (1-2)·1019 ион/см2, затем имплантируют ионы азота с энергией 250-400 эВ, плотностью ионного тока 10-40 мА/см2 и дозой (1-2)·1019 ион/см2.
Данный способ способствует повышению эксплуатационных свойств изделий из титановых сплавов за счет увеличения степени упрочнения поверхности.
Существенным недостатком прототипа является большая длительность цикла обработки деталей, особенно форма которых отличается от плоской. Это существенно повышает трудоемкость технологического процесса в целом. В то же время, поверхностный упрочненный слой быстро изнашивается при эксплуатации деталей в условиях трения скольжения с приложением значительной внешней нагрузки, что зачастую приводит к схватыванию трущихся деталей.
Заявляемый способ ионной имплантации титановых сплавов обеспечивает повышение износостойкости при высоких показателях усталостной прочности.
Технический результат, на достижение которого направлен заявляемый способ, обеспечивается тем, что перед имплантацией ионами азота проводят поверхностную лазерную обработку деталей лучом, который фокусируют на обрабатываемой поверхности в круговое пятно с удельной мощностью излучения 200-450 Вт/мм2 и перемещают по ней со скоростью 45-70 мм/с, после чего детали имплантируют ионами азота с (2-6)·1017 ион/см2.
Заявляемый способ включает в себя следующую последовательность операций:
- поверхностная лазерная обработка деталей лучом, который фокусируют в круговое пятно с удельной мощностью излучения 200-450 Вт/мм2 и перемещают по ней со скоростью 45-70 мм/с; лазерная обработка поверхности деталей из титановых сплавов на указанных режимах обеспечивает формирование поверхностного слоя, толщина которого составляет 0,01-0,03 от толщины обрабатываемой детали;
- облучение обрабатываемой поверхности детали из титанового сплава ионами азота с дозой имплантирования D(2-6)·1017 ион/см2.
Подробнее сущность заявляемого способа поясняется чертежами:
- на фиг.1 представлен график распределения микротвердости в поверхностном слое после поверхностной лазерной обработки сплава ВТ6 на различных скоростях перемещения пятна нагрева при удельной мощности излучения 350 Вт/мм2: 1-70 мм/с, 2-45 мм/с, 3-30 мм/с;
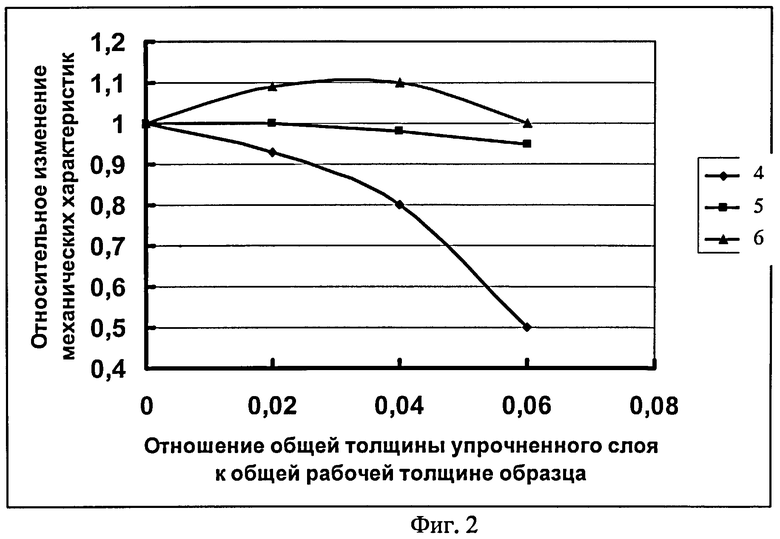
- на фиг.2 представлена зависимость относительного удлинения (4), временного сопротивления разрыву (5) и предела текучести (6) от отношения глубины упрочненного слоя к общей рабочей толщине образца из титанового сплава ВТ6;
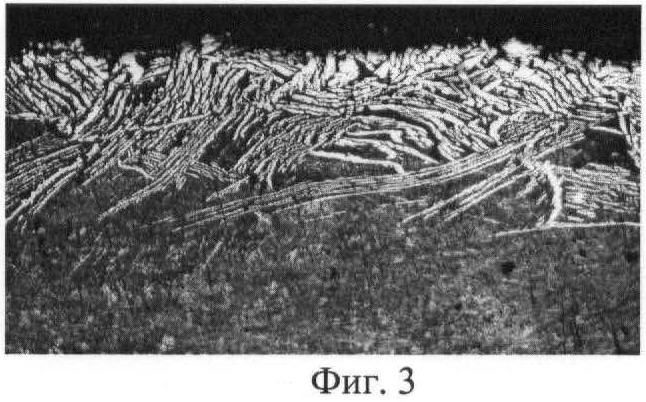
- на фиг.3 - микроструктура поверхностного слоя титанового сплава ВТ6 после лазерной обработки в аргоне с содержанием кислорода 0,2% (альфированный слой, ×100);
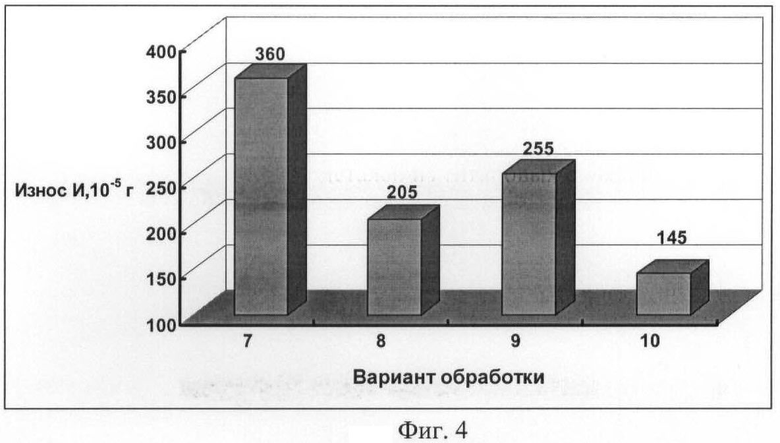
- на фиг.4 - изменение износа имплантированных деталей из сплава ВТ6 без поверхностной лазерной обработки (7), подвергнутых поверхностной лазерной обработке (8), имплантированных ионами азота (9) и имплантированных ионами азота после поверхностной лазерной обработки (10);
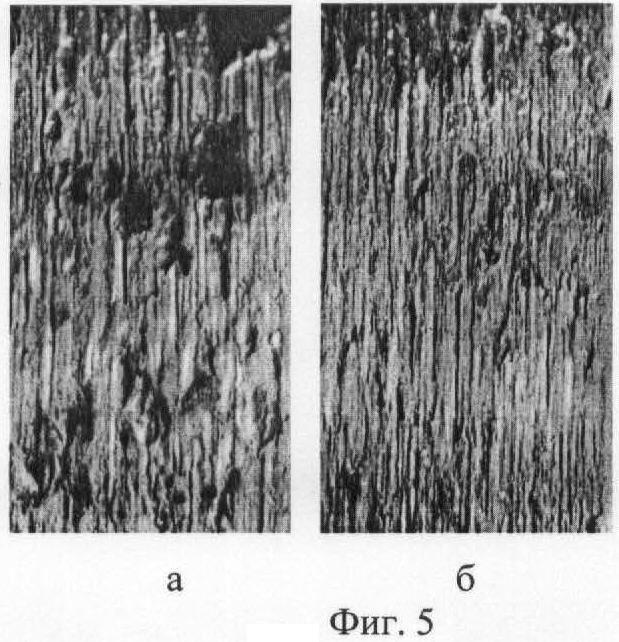
- на фиг.5 - внешний вид дорожки трения образцов сплава ВТ6 после имплантации ионами азота (а) и после лазерной обработки и последующей имплантации ионами азота (б) при пути трения 800 м.
Проведение лазерной поверхностной закалки перед ионной имплантацией способствует созданию на поверхности детали слоя с повышенной микротвердостью и мелкозернистой структурой из-за высоких скоростей охлаждения. На формирование слоя с повышенной микротвердостью большое влияние оказывают параметры фокусирования и перемещения пятна нагрева лазерного луча.
При фокусировании лазерного луча на поверхности обрабатываемой детали в пятно в форме круга с удельной мощностью излучения более 450 Вт/мм2 наблюдается оплавление поверхности деталей. При оплавлении поверхности в поверхностном слое наблюдаются микротрещины, которые при работе деталей в условиях трения скольжения под нагрузкой приводят к повышенному износу. Для предотвращения оплавления поверхности приходится применять высокие скорости перемещения пятна нагрева, что существенно усложняет технологический процесс обработки и конструкцию применяемой технологической оснастки.
В случае использования пятна нагрева с удельной мощностью излучения менее 200 Вт/мм2 (соответствует диаметру пятна более 4 мм при мощности луча 2,5 кВт) практически полностью исключается вероятность оплавления поверхности деталей во всем диапазоне скоростей перемещения пятна по поверхности. Однако в этом случае для обеспечения требуемой глубины упрочненного слоя необходимо снижать скорость обработки (скорость перемещения пятна нагрева по поверхности деталей), что существенно влияет на уровень напряжений в обработанном слое.
Поэтому оптимальным следует считать диапазон значений удельной мощности в пятне нагрева 200-450 Вт/мм2, который соответствует диаметру пятна нагрева 2-3,2 мм. В данном диапазоне значений удельной мощности полностью предотвращается опасность оплавления поверхности обрабатываемых деталей, но сохраняется возможность осуществления процесса обработки с высокой производительностью.
Помимо удельной мощности в пятне нагрева на значения микротвердости и глубину упрочненного слоя существенное влияние оказывает скорость перемещения пятна нагрева по обрабатываемой поверхности.
Так при скорости перемещения пятна нагрева менее 45 мм/с наблюдается увеличение глубины обработанного слоя свыше 300 мкм (фиг.1). При такой глубине упрочненного слоя наблюдается проявление охрупчивающего действия лазерной обработки на механические свойства сплава ВТ6 и, особенно, на его относительное удлинение (фиг.2).
При скорости перемещения пятна нагрева в диапазоне 45-70 мм/с глубина упрочненного слоя не превышает 150 мкм (фиг.1). При такой глубине упрочненного слоя наблюдается рост значения микротвердости в поверхностных областях детали и сохранение на высоком уровне значений механических свойств (фиг.2).
Увеличение скорости перемещения пятна нагрева свыше 70 мм/с приводит к упрочнению поверхностного слоя и выкрошиванию его отдельных частиц при работе деталей в условиях трения скольжения под внешней нагрузкой. Такая высокая скорость перемещения пятна нагрева создает сложности в осуществлении технологического процесса обработки и значительно повышает требования к точности механизмов перемещения деталей.
Поэтому оптимальным диапазоном значений скоростей перемещения пятна нагрева лазерного луча по поверхности обрабатываемой детали является 45-70 мм/с.
Влияние на упрочнение титанового сплава поверхностной лазерной обработки при последующей обработке низкоэнергетичными ионами азота свидетельствует о важной роли наряду с образованием дислокационной структуры в приповерхностном слое, поверхностных эффектов, связанных с сорбционными процессами, которые активирует аргоновая плазма, возникающая в зоне контакта лазерного излучения с поверхностью детали.
На степень упрочнения поверхностного слоя титановых сплавов при лазерной обработке большое влияние оказывает состав газовой среды, в которой она проводится. В качестве основы газовой среды был выбран инертный газ (аргон). В аргон добавляли кислород для формирования в поверхностном слое оксида титана в зоне воздействия лазерного луча. Было установлено, что при содержании кислорода в аргоне до 0,1% наблюдается формирование в поверхностном слое мелкодисперсных оксидов титана и легирующих элементов, которые приводят к повышению микротвердости. При содержании кислорода в аргоне более 0,2% наблюдается интенсивное окисление поверхностного слоя с образованием альфированного подслоя (фиг.3), приводящего к интенсивному выкрошиванию частиц при трении скольжения.
На усталостную прочность и износостойкость деталей из титановых сплавов после лазерной поверхностной обработки существенное влияние оказывают дозы имплантации ионов азота. При имплантации ионов азота с дозой менее 2·1017 ион/см2 наблюдается незначительный рост микротвердости поверхности (1,1…1,2 раза), что, вероятно, обусловлено перестройкой дефектов решетки появлением дополнительных вакансий, пор, межузельных атомов, способствующих аннигиляции несовершенств и разупрочнению, а также проявлением нежелательного эффекта распыления поверхности обрабатываемого образца.
При имплантации ионов азота с дозой более 6·1017 ион/см микротвердость поверхности после обработки увеличивается в 2,5…2,8 раза при нагрузке на индентор, 0,1 H. Такой значительный рост микротвердости приводит к появлению микротрещин в поверхностном слое при испытаниях на износостойкость и выкрошиванию отдельных частиц оксидов и нитридов.
Поэтому, с точки зрения увеличения износостойкости и усталостной прочности, оптимальным является диапазон доз имплантации ионов азота в пределах (2-6)·1017 ион/см2, при котором наряду с образованием дислокационной структуры в приповерхностном слое наблюдается протекание поверхностных эффектов, связанных с сорбционными явлениями.
Для оценки влияния заявляемого способа ионной имплантации на износостойкость титанового сплава ВТ6 была выполнена имплантация плоских деталей толщиной 2 мм. Часть образцов перед имплантированием ионами азота подвергали лазерной поверхностной обработке. На образцах определяли величину коэффициента трения скольжения без смазки. Испытания проводились на специальном стенде, обеспечивающем заданное усилие прижатия контртела к поверхности образца и регистрацию момента страгивания контртела в контакте с исследуемым образцом.
Для определения предела усталости при изгибе были изготовлены плоские образцы толщиной 2 мм в соответствии с ГОСТ 25.502-79.
Помимо механических характеристик сплава ВТ6 после лазерной поверхностной закалки и имплантации был определен весовой износ образцов в зависимости от пути трения при нагрузке.
Результаты испытаний по определению влияния поверхностной лазерной обработки на механические и трибологические свойства сплава ВТ6 представлены в таблице 1.
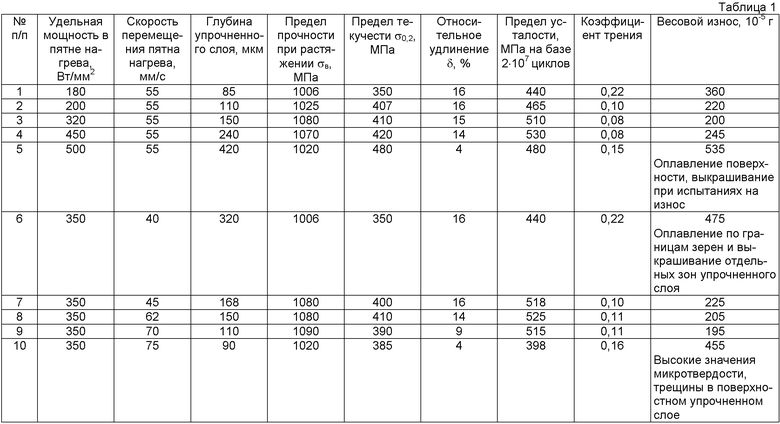
Результаты испытаний, представленные в табл.1, показывают, что осуществление лазерной обработки поверхности титанового сплава ВТ6 в заявляемом диапазоне параметров обеспечивает наиболее высокие механические и трибологические характеристики образцов.
При лазерной обработке деталей из сплава ВТ6 на указанных выше оптимальных параметрах обеспечиваются после имплантации ионами меди и свинца низкие значения коэффициента трения - 0,08-0,10.
В таблице 2 проиллюстрировано влияние содержания кислорода в защитной аргоновой атмосфере при лазерной поверхностной обработке на механические и трибологические свойства образцов сплава ВТ6. Лазерная обработка выполнялась на скорости перемещения пятна нагрева 55 мм/с при удельной мощности энергии в пятне 350 Вт/мм2.
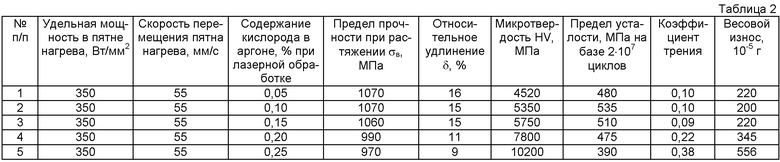
Из полученных результатов испытаний следует, что оптимальное содержание кислорода в защитной атмосфере аргона при лазерной обработке титанового сплава ВТ6 составляет 0,1-0,15%.
В таблице 3 приведены результаты испытаний образцов сплава ВТ6 после лазерной обработки и последующей ионной имплантации азотом. Лазерная обработка выполнялась на скорости перемещения пятна нагрева 55 мм/с при удельной мощности энергии в пятне 350 Вт/мм2 при содержании кислорода в аргоне 0,12%.
Анализ топологии поверхности болтов после определения коэффициента трения показал, что при глубине упрочненного слоя более 0,03 от толщины образца из-за искажений в структуре поверхностного слоя сплава ВТ6, наблюдается выкрошивание поверхности.
Испытания на износостойкость показывают, что весовой износ деталей, прошедших до имплантации поверхностную лазерную обработку, при пути трения 200 м примерно в 1,2-1,8 раза меньше, чем у контрольных образцов.
Из представленных результатов испытаний следует, что использование заявляемого способа ионной имплантации обеспечивает повышение износостойкости, предела усталости и снижение коэффициента трения обработанных деталей из титановых сплавов при их эксплуатации в условиях трения скольжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2011 |
|
RU2482218C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2536843C1 |
| СПОСОБ ИОННО-ИМПЛАНТАЦИОННОЙ ОБРАБОТКИ ЛОПАТОК МОНОКОЛЕСА КОМПРЕССОРА | 2018 |
|
RU2700228C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2117073C1 |
| СПОСОБ НАНЕСЕНИЯ НАНОАЛМАЗНОГО МАТЕРИАЛА КОМБИНИРОВАННОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2013 |
|
RU2530432C2 |
| Способ внедрения в поверхностный слой углеродистых конструкционных сталей карбидов и оксидов тугоплавких металлов комбинированным пластическим деформированием | 2018 |
|
RU2704345C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1992 |
|
RU2039126C1 |
| СПОСОБ ИОННО-ИМПЛАНТАЦИОННОЙ ОБРАБОТКИ ЛОПАТОК РАБОЧЕГО МОНОКОЛЕСА КОМПРЕССОРА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2682741C1 |
| Способ получения многослойной модифицированной поверхности титана | 2017 |
|
RU2686973C1 |
| Способ электроискрового легирования лопаток из титановых сплавов паровых турбин ТЭЦ и АЭС | 2020 |
|
RU2744005C1 |
Изобретение относится к области машиностроения, а именно к способам ионной имплантации поверхностей деталей из титановых сплавов. Способ ионной имплантации поверхностей деталей из титановых сплавов включает обработку поверхности деталей лазерным лучом, который фокусируют в пятно в форму круга с удельной мощностью излучения 200-450 Вт/мм2, после чего пятно перемещают по обрабатываемой поверхности со скоростью 45-70 мм/с, и проведение имплантации ионов азота с дозой (2-6)·1017 ион/см2. Повышаются эксплуатационные свойства изделий из титановых сплавов за счет повышения износостойкости при высоких показателях усталостной прочности. 5 ил., 3 табл.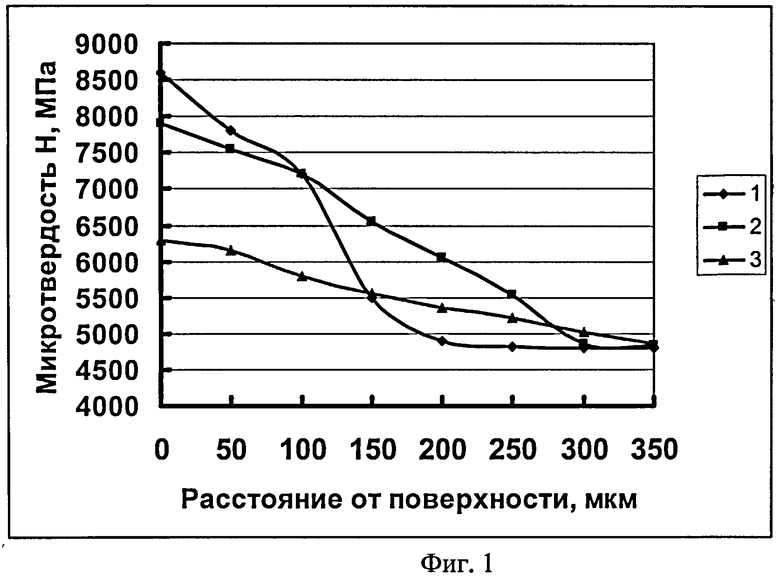
Способ ионной имплантации поверхностей деталей из титановых сплавов, включающий имплантирование ионов азота в поверхность сплава, отличающийся тем, что перед имплантацией поверхность детали обрабатывают лазерным лучом, который фокусируют в пятно формой круга, с удельной мощностью излучения 200-450 Вт/мм2, после чего пятно перемещают по обрабатываемой поверхности со скоростью 45-70 мм/с, а ионы азота имплантируют после лазерной обработки с дозой (2-6)·1017 ион/см2.
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2117073C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2340704C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 1994 |
|
RU2079570C1 |
| US 7666522 B2, 23.02.2010 | |||
| EP 1997930 A1, 03.12.2008. | |||

