Изобретение относится к плазменной обработке материалов, в частности к устройству для плазменной наплавки, и может быть использовано для нанесения на поверхность изделия металлических покрытий в качестве присадочного материала металлического порошка.
Наиболее близким к изобретению по технической сущности является устройство для плазменной наплавки металлического порошка на изделие, содержащее соосно установленные центральный стержневой электрод и охватывающий его выходной электрод с расширяющимся внутренним каналом, межэлектродный изолятор и систему ввода рабочего газа с порошком.
Недостатком указанного устройства является неравномерность распределения порошка в области минимального сечения анода, что приводит к нестабильности процесса наплавки. Кроме того, наплавка низкотемпературными порошками указанным устройством производиться не может вследствие перегрева рабочей смеси и оседания капель на стенках расширяющейся части выходного электрода из-за большой длины канала.
Целью изобретения является повышение надежности процесса плазменной наплавки порошками, основу которых составляют металлы с низкой температурой плавления.
На чертеже представлено поперечное сечение устройства для плазменной наплавки. Устройство для плазменной наплавки, металлического порошка на изделие содержит соосно установленные центральный стержневой электрод 1 и охватывающее его сопло 2 с расширяющимся внутренним каналом 3, межэлектродный изолятор 4 и систему 5 ввода рабочего газа с порошком, которая снабжена вставкой 6 с каналами 7.
Устройство работает следующим образом. Включают подачу охлаждающей воды и рабочего газа, подают напряжение между центральным стержневым электродом 1, с одной стороны, соплом 2 и изделием - с другой стороны. Одним из известных способов инициируют дуговой разряд в устройстве. Сначала возбуждается дуга между центральным стержневым электродом и соплом 2, затем между центральным стержневым электродом и изделием. Одновременно с возбуждением дуги включают подачу металлического порошка. Потоком рабочего газа он транспортируется через каналы 7 вставки 6 в область горения электрической дуги, нагревается и в расплавленном виде поступает на поверхность изделия. При этом вследствие того, что сопло и изделие постоянно имеют одинаковый электрический потенциал исключается двойное дугообразование.
При длине расширяющегося внутреннего канала сопла, равной 1 диаметру его минимального сечения, порошки с диаметром 40 и 100 мкм, основу которых составляют металлы с низкой температурой плавления, нагреваются до температуры плавления. При длине более двух диаметров минимального сечения сопла расплавленные частицы порошка осаждаются на холодной поверхности канала и нарушают нормальный режим наплавки.
Дополнительное снабжение устройства вставкой обеспечивает ускорение частиц порошка при прохождении через каналы вставки, а также равномерное распределение газа и порошка по сечению при их поступлении в область дугообразования у минимального сечения расширяющегося внутреннего канала сопла. При указанном расстоянии между осями двух соседних каналов вставки характерным размером, определяющим динамику движения частиц порошка и газа, с большим основанием можно взять диаметр канала вставки. Установка вставки на расстоянии более шести калибров диаметра его каналов от минимального сечения расширяющегося внутреннего канала необходима для получения равномерного распределения газа и порошка по сечению в области дуги. При указанном расстоянии более десяти калибров диаметра, газ, скорость которого уменьшается при выходе из каналов вставки, будет уже тормозить частицы порошка. (56) Донской А. В. и Клубникин В. С. Электроплазменные процессы и установки в машиностроении. Л. : Машиностроение, 1979, с. 88, рис. 44.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменной наплавки | 1991 |
|
SU1797537A3 |
| ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1991 |
|
RU2007675C1 |
| СПОСОБ НАПЛАВКИ ПЛАКИРУЮЩЕГО СЛОЯ НА ПЛОСКУЮ ЗАГОТОВКУ | 1988 |
|
RU1580699C |
| ПРОМЕЖУТОЧНАЯ ОПОРА РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1991 |
|
RU2017572C1 |
| Способ плазменной резки | 1986 |
|
SU1542748A1 |
| ОДНОВАЛКОВАЯ ЗУБЧАТАЯ ДРОБИЛКА ДЛЯ ГОРЯЧЕГО АГЛОМЕРАТА | 1991 |
|
RU2016653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1991 |
|
RU2014165C1 |
| СПОСОБ ЗАГРУЗКИ ДОМЕННОЙ ПЕЧИ | 1991 |
|
RU2022025C1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА | 1995 |
|
RU2113331C1 |
| ГАЗОВАЯ ГОРЕЛКА | 1991 |
|
RU2008561C1 |
Использование: плазменная обработка материалов, в частности плазменная наплавка с использованием для нанесения на поверхность изделия металлических покрытий в качестве присадочного материала металлического порошка. Сущность: устройство состоит из соосно установленных центрального стержневого электрода 1 и охватывающего его сопла 2 с расширяющимся каналом 3, длина которого составляет 1 . . . 2 диаметра его минимального сечения, межэлектродного изолятора 4 и системы 5 ввода рабочего газа с порошком. Система 5 ввода снабжена вставкой 6 с каналами 7 одинакового сечения, оси которых параллельны оси центрального стержневого электрода и расположены на растоянии не более двух их диаметров. Вставка установлена между стержневым электродом и межэлектродным изолятором без зазора на расстоянии 6 . . . 10 диаметров каналов вставки от минимального сечения расширяющегося внутреннего канала. Повышается надежность наплавки порошками с низкой температурой плавления. 1 ил.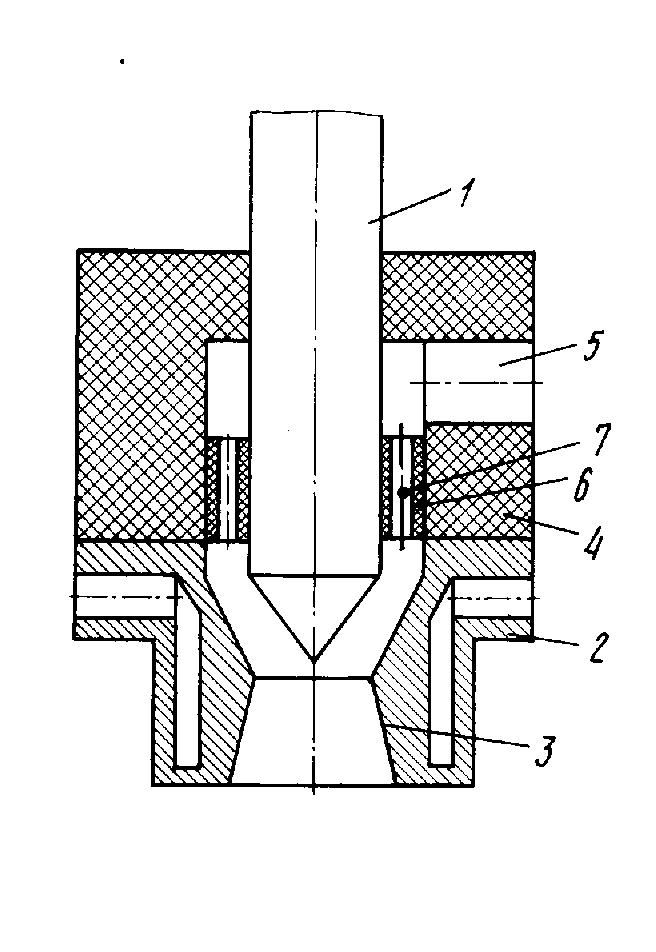
УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ НАПЛАВКИ, содержащее соосно установленные центральный стержневой электрод и охватывающее его сопло с каналом, расширяющимся в сторону рабочего торца устройства, межэлектродный изолятор и систему ввода рабочего газа с порошком, отличающееся тем, что оно снабжено вставкой, выполненной с каналами одинакового сечения с осями, параллельными оси электрода, и с расстоянием между осями каналов не более двух диаметров каналов, расширяющийся канал сопла выполнен длиной, равной 1 - 2 диаметрам его минимального сечения, при этом вставка установлена между электродом и межэлектродным изолятором без зазора на расстоянии 6 - 10 диаметров канала вставки от минимального сечения расширяющегося канала сопла.

