Изобретение относится к производству гофрированных полимерных материалов, в частности к устройствам для гофрирования рулонного материала, и может быть использовано в производстве гофрированных патронных элементов, содержащих полупроницаемые полимерные мембраны.
Основной технической характеристикой патронных фильтровальных элементов, в основе конструкции которых используется гофрированный рулонный материал, является производительность (пропускная способность), обусловленная суммарной площадью фильтрующей поверхности мембран, собранной в гофры. При стандартных геометрических размерах патронного элемента увеличение площади мембран осуществляется обычно путем уменьшения радиуса закругления гофр в местах перегибов рулонного материала, а также за счет уменьшения толщины используемых мембран, подложек и предфильтрационных слоев, набранных в многослойный рулон. При этом уменьшение толщины используемых материалов приводит к применению новых принципов гофрирования, при которых характеристики гофрируемого материала, такие как эластичность, отсутствие фиксированной складки при одноразовом перегибе, не оказывали бы существенного влияния на процессы непрерывного гофрирования. Таким образом, на достигнутом уровне развития техники возникает техническая задача в разработке и создании принципиально новых устройств для гофрирования рулонного материала, позволяющих осуществить процессы гофрирования на тонких и гибких полимерных материалах с минимальными радиусами закруглений гофр, а также совмещающих процессы формирования гофр и их термофиксацию, конструктивно объединенных в одном механизме.
Известно устройство для гофрирования полотна, содержащее механизм гофрирования, выполненный в виде барабанов с зубчатым профилем, и средство для перемещения полотна, выполненное в виде дисков с винтовыми поверхностями, направленными в противоположные стороны.
Недостатком этого устройства является невозможность уменьшения радиуса закругления гофр в местах перегиба, обусловленная тем, что механизм гофрирования выполнен в виде зубчатых барабанов. Кроме того, в устройстве отсутствует механизм термофиксации гофр, что снижает надежность устройства при гофрировании тонких материалов.
Известен механизм гофрирования, содержащий ножи, поворотные рычаги, кулачки для взаимодействия с рычагами и средство возврата ножей в исходное рабочее положение, в котором кулачки установлены на осях поворотных рычагов и выполнены пазовыми, поворотные рычаги снабжены установленными на их концах роликами, контактирующими с пазами кулачков, при этом ножи жестко соединены с поворотными рычагами, средство возврата ножей включает установленные на поворотных рычагах втулки с бобышками и расположенные попарно соответственно над и под втулками пружины, одни концы которых опираются на бобышки каждой втулки [2] .
Недостатком этого устройства является низкое качество получаемого гофрированного полотна, обусловленное большим радиусом закругления, увеличивающегося с уменьшением толщины рулонного материала, вследствие того, что гофрирующие ножи формуют гофры методом перегиба и не производят фиксирования складки гофра в его вершинной части. Кроме того, надежность в работе устройства уменьшается с уменьшением толщины рулонного материала и с повышением его гибкости вследствие отсутствия механизма термофиксации гофр.
Известно устройство для гофрированного рулонного материала, содержащее укладывающие штанги с валиками, изгибающие пластины, установленные в подпружиненных направляющих, укладывающие штанги снабжены расположенными по обе стороны кассеты направляющими и установлены в них с возможностью возвратно-поступательного перемещения параллельно изгибающими пластинами [3] .
Недостатком устройства, принятого за прототип, является низкое качество гофрированного материала, обусловленное тем, что гофрирование осуществляется методом простого перегиба с большим радиусом закругления в вершинах гофра. Кроме того, отсутствуют узлы термофиксации вершин гофр, что снижает надежность гофрирования при использовании тонкого рулонного материала.
Цель изобретения - повышение качества и надежности гофрирования.
Поставленная цель достигается тем, что в устройстве каждый гофрообразующий нож снабжен прижимом, причем ножи и прижимы выполнены с пазами и ответными выступами, выступы каждого прижима расположены напротив соответствующих пазов ответного ножа, а выступы ножей расположены напротив соответствующих пазов каждого ответного прижима. Кроме того, прижимы снабжены термоимпульсным нагревателем.
Введение нового существенного признака, а именно: каждый гофрообразующий нож снабжен прижимом - позволяет в устройстве уменьшить радиус закругления гофра во время его формирования путем воздействия усилием прижатия в зоне перегиба. При этом за счет регулирования усилия прижатия радиус закругления регулируется в зависимости от материала. Таким образом, прижимы обеспечивают качество гофрирования при изменении характеристик рулонного материала и повышают надежность формирования гофр путем уменьшения радиусов закругления или сведения их практически к минимальному, т. е. к толщине фильтровального пакета.
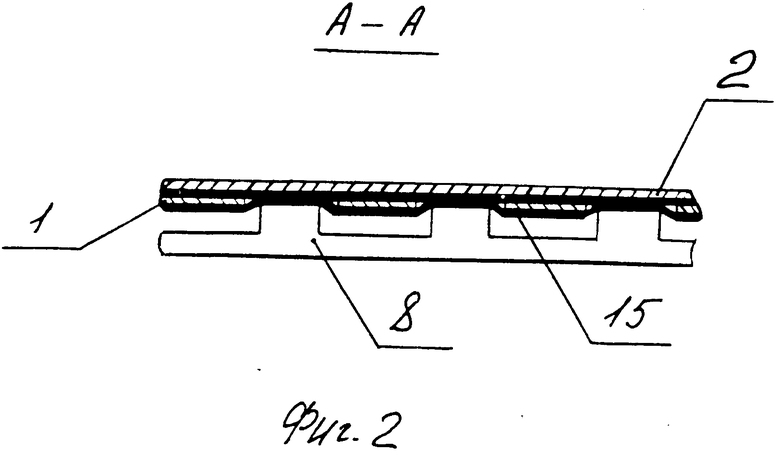
Введение второго существенного признака, а именно: ножи и прижимы выполнены с пазами и ответными выступами, выступы каждого прижима расположены напротив соответствующих пазов ответного ножа, а выступы ножей установлены напротив соответствующих пазов каждого ответного прижима - обеспечивает качество и надежность гофрирования за счет точности фиксации вершин гофр и повышения усилия контактного прижима в момент образования и фиксирования гофра. Кроме того, прижатие рулонного материала в пазах предотвращает "утягивание" рулонного материала в момент выхода противоположного ножа, что обеспечивает надежность и качество гофрирования.
Введение третьего нового признака, а именно: каждый прижим снабжен термоимпульсным нагревателем - обуславливает совмещение в устройстве операции гофрирования и термофиксации образуемых гофр, причем термофиксация производится только в вершинах каждого гофра, что повышает качество гофрирования и надежность и позволяет иметь на выходе из устройства гофрированный материал с фиксированными гофрами, имеющими минимальный радиус закругления.
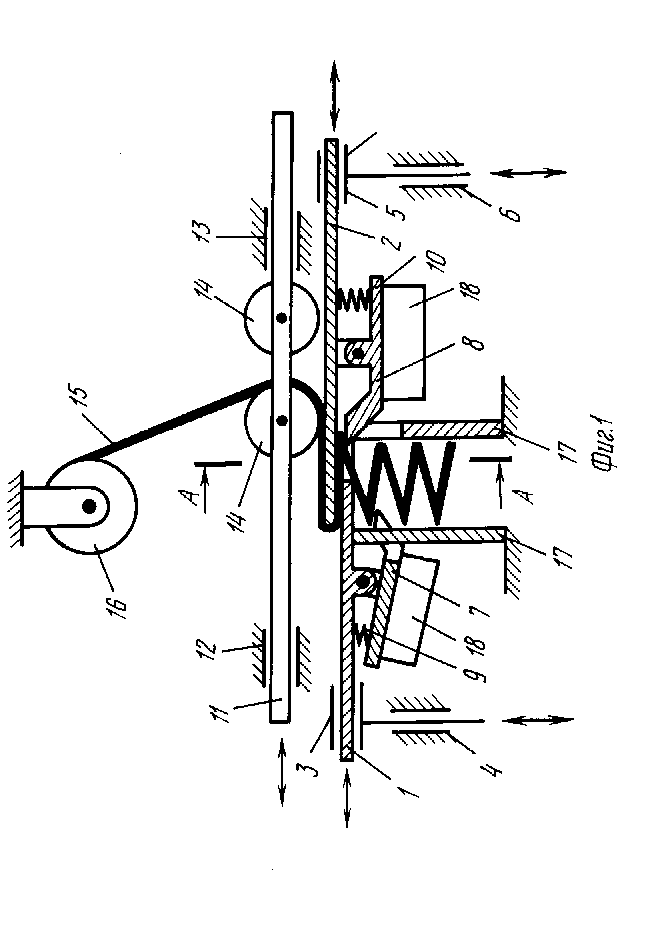
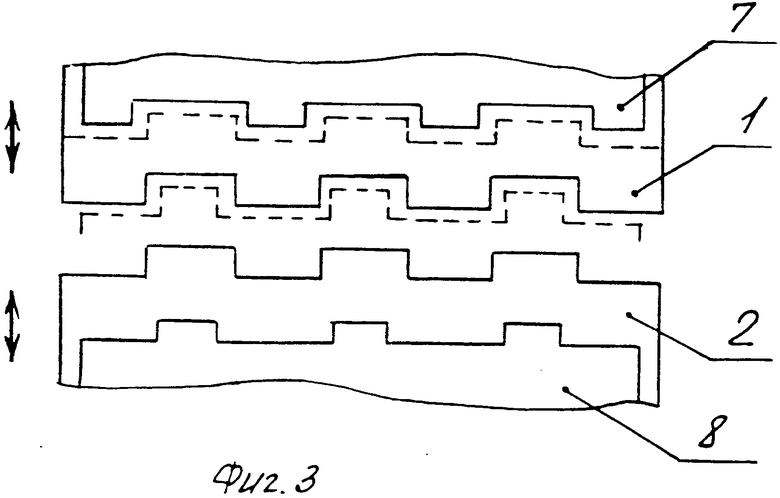
На фиг. 1 представлена принципиальная схема предлагаемого устройства, на фиг. 2 - разрез А-А на фиг. 1 (процесс фиксации гофров); на фиг. 3 - взаимное расположение пазов и выступов на ножах и прижимах.
Механизм гофрирования рулонного материала содержит два гофрообразующих ножа 1 и 2 с выполненными на кромках пазами и выступами, имеющих возможность вертикального и горизонтального перемещения в направляющих 3-6. С ножами связаны прижимы 7 и 8, поджимающиеся к ножам пружинами 9 и 10. Укладывающий узел 11, установленный с возможностью совершать возвратно-поступательное перемещение в направляющих 12 и 13, содержит два укладывающих валика 14, смонтированных с возможностью свободного вращения. Гофрируемый материал 15 намотан в рулон 16. Для подачи гофрированного материала установлены направляющие стенки 17, имеющие пазы для прохождения выступов прижимов 7 и 8.
Для осуществления термофиксации прижимы 7 и 8 снабжены термоимпульсным нагревателем 18.
Устройство работает следующим образом.
Материал 15 подается с рулона 16 и направляется в зазор между валиками 14 укладывающего узла 11. При движении узла 11 по направляющим 12 и 13 в крайнее правое положение (фиг. 1) валики 14 перемещают материал 15 и укладывают его поверх ножа 2, одновременно вытягивая материал с рулона 16. После этого нож 1 с раскрытым прижимом 7 по направляющей 3 перемещается в крайнее левое положение и по направляющей 4 перемещается по вертикали вверх. Гофрообразующий нож 2 по направляющей 6 перемещается по вертикали вниз и контактирует своей нижней плоскостью со стенкой 17. Затем нож 1 из крайнего левого положения переводится по направляющей 3 в крайнее правое положение и размещается поверх ножа 2, после чего прижим 7, попадая своими выступами в пазы ножа 2, под действием пружины 9 поджимает материал 15 к нижней плоскости ножа 1 и фиксирует полученную гофру. Одновременно нагревается прижим 7 под действием термоимпульсного нагревателя 18 и происходит термофиксация образованного гофры. Укладывающий узел 11 по направляющим 12 и 13 перемещается в крайнее левое положение, укладывая материал 15 поверх ножа 1. Далее раскрывается прижим 8 и нож 2 перемещается по направляющей 5 в крайнее правое положение и по направляющей 6 - вверх, при этом исключена возможность увлечения сгофрированного и термофиксированного материала вслед за ножом 2, так как материал держится прижимом 7. Нож 1 перемещается вниз и ложится своей нижней плоскостью на стенку 17. Затем нож 2 переводится в крайнее левое положение и ложится поверх ножа 1, после чего прижим 8, попадая своими выступами в пазы ножа 1, под действием пружины 10 поджимает материал 15 к нижней плоскости ножа 2, фиксируя полученную гофру с одновременным воздействием термоимпульсным нагревателем 18. Цикл повторяется.
Сгофрированный материал 15 проходит между стенками 17 и по мере изготовления необходимого количества гофр обрезается. При гофрировании термопластичного материала прижимы 7 и 8 нагреваются термоимпульсным нагревателем 18 до температуры термостабилизации материала, обеспечивая при прижиме качественную термофиксацию полученных гофр.
Таким образом, механизм гофрирования обеспечивает глубокое, практически неограниченное по высоте гофрирование одно- и многослойного тонкого эластичного материала, а введение в конструкцию механизма прижимов способствует повышению качества образования гофр и надежности в работе всего механизма.
(56) Авторское свидетельство СССР N 1546273, кл. В 31 F 1/26, 1990.
Авторское свидетельство СССР N 1630911, кл. В 31 F 1/24, 1991.
Авторское свидетельство СССР N 1440742, кл. В 31 F 1/24, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННОГО ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА | 1992 |
|
RU2050930C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ВОЗДУХООЧИСТИТЕЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2006653C1 |
| ФИЛЬТРОВАЛЬНЫЙ ЭЛЕМЕНТ | 1992 |
|
RU2050929C1 |
| Способ гофрирования | 2024 |
|
RU2841402C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОЙ СЕТКИ ИЗ РАСПЛАВА ПОЛИМЕРА | 1991 |
|
RU2010897C1 |
| КАСКАДНЫЙ ФИЛЬТР | 1992 |
|
RU2069073C1 |
| БЫТОВОЙ ФИЛЬТР-НАСАДКА | 1992 |
|
RU2040302C1 |
| ПАТРОННЫЙ ФИЛЬТР | 1995 |
|
RU2112581C1 |
| ФИЛЬТРОВАЛЬНОЕ УСТРОЙСТВО | 1992 |
|
RU2040318C1 |
| ФИЛЬТРОВАЛЬНЫЙ ЭЛЕМЕНТ | 1991 |
|
RU2040305C1 |
Использование: в легкой промышленности: в частности в механизмах гофрирования материалов. Сущность изобретения: механизм гофрирования состоит из двух гофрообразующих ножей 1 и 2, снабженных прижимами 7 и 8, и укладывающего узла 11 с валиками 14. Прижимы обеспечивают в процессе гофрирования сжатие каждой гофры по отдельности и препятствуют выскальзыванию материала вслед за перемещением ножей, что повышает качество гофрирования и надежность в работе механизма. 3 ил.