Изобретение относится к очистке и разделению жидких и газообразных сред при помощи полупроницаемых перегородок, в частности к способам изготовления патронных элементов, используемых в электронной, химической, пищевой, фармацевтической и других отраслях промышленности.
Известен способ изготовления патронного фильтрующего элемента, включающий укладку фильтрующего материала между подложками, гофрирование полученного пакета с последующим свертыванием в цилиндр и осуществление термической обработки цилиндра с использованием материала подложек, у которых коэффициент усадки больше аналогичного коэффициента фильтрующего материала [1]
Недостатками этого способа являются ограниченность минимального радиуса закругления гофра в его вершинах и определенные трудности в его уменьшении, связанные с тем, что разность в коэффициентах термоусадки материалов приводит к зависимости радиуса закругления от усадки применяемого материала, что уменьшает количество гофр в одном фильтровальном элементе и его производительность.
Наиболее близким к изобретению является способ изготовления патронного фильтрующего элемента, включающий гофрирование пакета, содержащего фильтрующую мембрану, размещенную между опорными слоями конструкционного материала, формирование заготовок гофрированного пакета, снятие внутреннего слоя на половину ширины гофра по всей его длине с последующей сваркой кромок внутреннего слоя и герметизацией продольного шва мембраны путем сварки крайних гофр пакета [2]
Недостатком такого способа является небольшая, не превышающая 0,3-0,4 м2, площадь фильтрации патрона, что снижает производительность фильтрующего элемента. Это обусловлено тем, что гофрирование пакета осуществляют без одновременного сжатия каждого гофра и последующей термостабилизации в вершинах каждого сжатого гофра.
Минимальный радиус закругления, при котором достигается максимальная площадь фильтрации и, следовательно, производительность фильтрующего элемента, соответствует толщине пакета, а по известному способу радиус закругления превышает эту величину в 3-4 раза. Это связано с тем, что при гофрировании пакета без термофиксации в сжатом состоянии вершины гофра в них возникают упругие силы, препятствующие получению минимального радиуса перегиба, что снижает площадь фильтрования и, следовательно, производительность фильтрующего элемента.
Цель изобретения повышение производительности элемента при сохранении геометрических размеров и эффективности способа.
Цель достигается тем, что гофрирование пакета осуществляют одновременно со сжатием каждого гофра в направлении гофрирования, а в вершинах каждого сжатого гофра выполняют термостабилизацию при температуре, равной температуре размягчения материала подложек.
П р и м е р 1. Укладывают слой фильтровального материала между двумя подложками. В качестве фильтровального материала выбирают лавсановую пленку толщиной 10 мкм, в качестве подложки нетканый материал на основе полипропиленовых волокон толщиной по 0,5 мм. При укладке получают пакет в виде ленты толщиной 1,1 мм. Затем полученный пакет материалов направляют непрерывной лентой в гофратор "ножевого" типа, в котором осуществляют гофрирование полученного пакета. При этом гофрирование осуществляют каждого гофра, который одновременно сжимают в направлении гофрирования. После сжатия и фиксации гофра в прижимном устройстве гофратора, осуществляют термофиксацию каждого гофра при температуре 110оС, соответствующей температуре размягчения полипропилена.
После сжатия и фиксации гофра в прижимном устройстве гофратора осуществляют термофиксацию каждого гофра при температуре размягчения полипропилена. Усилие прижима приложенного в зоне перегиба по всей длине вершины гофра составляет 2 кг/см2. После термостабилизации в течение времени, равного 1 с, производят охлаждение гофра в сжатом состоянии в течении 3 с, после чего усилие сжатия снимается и процесс осуществляется аналогично со смежным гофром. Полученный радиус закругления составил 1,1 мм. После образования необходимого количества гофр формируется заготовка, которую обрезают под гостированный размер, сворачивают в цилиндр, и герметизируют известным способом торцы элемента.
П р и м е р 2 (сравнительный). Изготавливают фильтровальный элемент по способу, предложенному в прототипе с использованием фильтровального пакета, применяемого в предлагаемом изобретении. Пакет гофрируют в гофраторе "ножевого" типа без сжатия и термофиксации каждого гофра. Полученный радиус закругления составил 3,6 мм. Затем полученную заготовку сворачивают в цилиндр и герметизируют торцы.
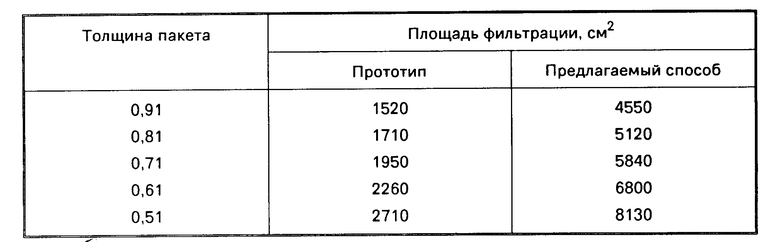
В таблице приведен сравнительный анализ преимуществ предлагаемого способа.
Таким образом, предлагаемый способ позволяет увеличить производительность фильтровального элемента в три раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 1992 |
|
RU2008226C1 |
| ФИЛЬТРОВАЛЬНЫЙ ЭЛЕМЕНТ | 1992 |
|
RU2050929C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ВОЗДУХООЧИСТИТЕЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2006653C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЖИДКОСТЕЙ | 1993 |
|
RU2060782C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО МЕМБРАННОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ПАТРОННОГО ТИПА | 1998 |
|
RU2135259C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОЙ СЕТКИ ИЗ РАСПЛАВА ПОЛИМЕРА | 1991 |
|
RU2010897C1 |
| ПАТРОННЫЙ ФИЛЬТР | 1995 |
|
RU2112581C1 |
| ФИЛЬТРОВАЛЬНЫЙ ЭЛЕМЕНТ | 1991 |
|
RU2040305C1 |
| ФИЛЬТРОВАЛЬНОЕ УСТРОЙСТВО | 1992 |
|
RU2040318C1 |
| КАСКАДНЫЙ ФИЛЬТР | 1992 |
|
RU2069073C1 |
Использование: для фильтрования с помощью полупроницаемых мембран, в частности в способах производства мембранных патронных фильтрующих элементов. Сущность изобретения: способ изготовления патронного фильтрующего элемента включает укладку фильтровального материала между подложками, гофрирование полученного пакета, термостабилизацию в сжатом состоянии, свертывание заготовки в цилиндр, герметизацию продольного шва и торцов. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННОГО ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА, включающий укладку фильтрующей мембраны между подложками, гофрирование полученного пакета, отличающийся тем, что гофрирование пакета осуществляют одновременно со сжатием каждого гофра в направлении гофрирования, а в вершинах каждого сжатого гофра выполняют термостабилизацию при температуре, равной температуре размягчения материала подложек.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления патронного фильтрующего элемента | 1990 |
|
SU1761200A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
