Изобретение относится к производству огнеупорных изделий на основе карбида кремния и/или углерода, например, высокочистых изделий из силицированного графита или карбидкремний-кремниевых изделий для полупроводниковой технологии, в частности, изготовления оснастки для процессов диффузии и окисления в технологии производства ИС.
Известен способ пропитки изделий на основе карбида кремния или изготовления спецтехнологической оснастки (муфели, реакторы, носители и т. д. ) для высокотемпературных процессов производства ИС. Пропитку изделий по данному способу проводят в два этапа. На первом этапе изделие подвергают термообработке в протоке кремнийорганического соединения и водорода, формируя на его поверхности слой кремния. Затем в неокислительной атмосфере изделие нагревают выше температуры плавления кремния, который заполняет межзеренное пространство изделия [1] .
Недостатками такого способа являются низкая производительность и сложность технологического процесса, не позволяющая с достаточной точностью контролировать количество осажденного на поверхность изделия кремния. Это приводит либо к неполному заполнению пор кремнием, либо к образованию капель на поверхности изделия.
Известен также способ пропитки изделий из пористого углеродного материала погружением их в расплав кремния в безокислительной атмосфере с целью их полной пропитки по всему объему [2] . Способ позволяет получать изделия хорошего качества с полным заполнением пор углеродной основы кремнием.
Однако этот способ неприемлем для пропитки тонкостенных изделий. Такие изделия обычно разрушаются или деформируются при погружении или извлечении из расплава. Кроме того, способ сложен в осуществлении, так как в примере установки необходимо иметь резервуар с расплавом кремния большего, чем изделие объема и механические устройства для погружения и извлечения изделий. Трудность аппаратурного оформления способа возрастает с увеличением габаритов пропитываемых изделий.
Наиболее близким по технической сущности является способ пропитки кремнием полых пористых изделий в безокислительной среде путем контактирования нагретого материала с перегретым расплавом кремния. Подачу кремния к изделию производят с помощью питателя, представляющего собой ленту из углеграфитового войлока. При этом температура кремния 1430-1700оС, изделия 1260-1400оС. После окончания пропитки проводят охлаждение изделия и расплава, во время которого происходит кристаллизация кремния в изделии [3] .
Для реализации указанного способа используют устройство для пропитки кремниевых полых изделий из пористого материала, содержащее герметичную камеру, установленные в ней цилиндрический резистивный нагреватель, тигель для расплава кремния, питатель для подачи расплава кремния из тигля, выполненный из материала с капиллярной структурой, и цилиндрический экран, имеющий постоянную толщину стенки [3] .
Недостатком известного способа и устройства является низкое качество поверхности пропитанных кремнием изделий, обусловленное следующими причинами. Поскольку тепловой узел имеет характерный температурный профиль с максимумом температуры в средней части и минимумом по краям нагревателя, то кристаллизация кремния проходит от краев изделия к середине, так как кремний, увеличиваясь в объеме, оттесняется к средней части изделия и на последней стадии выделяется в виде капель как на внешней, так и на внутренней поверхностях изделия.
Для снятия капель используют механическую обработку абразивным инструментом. Обработка внутренней поверхности в средней части, особенно длинномерных изделий, крайне затруднительна, трудоемка и часто приводит к их разрушению. Кроме того, получение изделий сложной формы практически невозможно из-за больших технических сложностей, связанных с мехобработкой внутренней поверхности.
Целью изобретения является улучшение качества поверхности изделий.
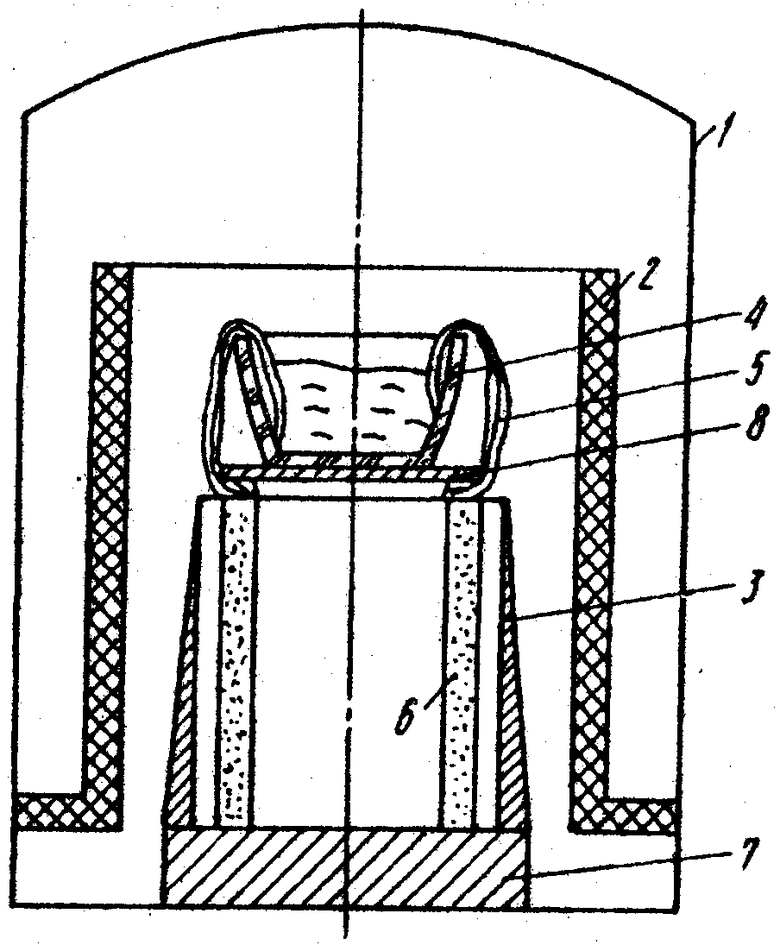
На чертеже показано предлагаемое устройство.
Устройство для пропитки кремниевых полых изделий из пористого материала содержит герметичную камеру 1, внутри которой размещены цилиндрический резистивный нагреватель 2, экран 3 переменной толщины, тигель 4, питатель 5, один конец которого находится внутри тигля 4, а другой между дном тигля и торцом пропитываемого изделия 6, установленного на подставке 7. При расположении тигля 4 над изделием 6 тигель может быть установлен, например, на диске 8, под который и заправляется конец питателя 5, контактирующий с изделием 6.
Способ некритичен к взаимному расположению тигля и пропитываемого изделия. Пропитку можно осуществлять как из тигля, расположенного над изделием (рассматриваемый пример), так и из тигля, расположенного под изделием.
В качестве питателя могут использоваться ленты (не менее двух) из углеграфитового войлока или графитовой ткани.
Применение цилиндрического экрана 3, имеющего высоту не менее высоты изделия и толщину стенки b= 30 [(H-h)/H-0,1] , обеспечивает создание необходимого (25-60оС м-1) осевого градиента температуры в изделии.
[(H-h)/H-0,1] , обеспечивает создание необходимого (25-60оС м-1) осевого градиента температуры в изделии.
Пределы изменения толщины экрана обусловлены следующими причинами:
- при толщине менее 30 [(H-h)/H+0,1] не обеспечивается нижний предел осевого градиента в изделии, т. е. 25оС м-1;
[(H-h)/H+0,1] не обеспечивается нижний предел осевого градиента в изделии, т. е. 25оС м-1;
- при толщине более  [(H-h)/H+0,1] градиент температуры превышает максимально допустимый, т. е. 60оС м-1.
[(H-h)/H+0,1] градиент температуры превышает максимально допустимый, т. е. 60оС м-1.
П р и м е р 1. Пропитывают цилиндрическую трубку длиной 400 мм, диаметром 165 мм, с толщиной стенки 5 мм, изготовленную из спрессованной смеси порошков карбида кремния марки М-28 и КЗ-6 в соотношении 1: 2,5 соответственно, с добавлением 5-6% пульвербакелита ОСТ 6-05-441-78 марки СФП-ОПА и подвергнутого термообработке при 200 и 900оС.
Пропитку осуществляют в вакууме в герметичной камере 1 с резистивным цилиндрическим нагревателем 2. Изделие 6 и экран 3 с переменной толщиной стенки, определяемой формулой b= 35,4[(400-h)/400+0,1] , устанавливают на подставку 7. На верхний торец изделия 6 накладывают пять питателей 5 в виде лент из углеграфитового войлока, имеющего капиллярную структуру. Одни концы лент прижимают диском 8 из силицированного графита, на который устанавливают тигель 4 и заправляют в него противоположные концы лент. В тигель 4 засыпают куски кремния. Печь нагревают при постоянной мощности на нагревателе 2 со скоростью 30 град/мин.
Температура изделия 6 перед пропиткой 1350оС. Температура расплава 1600оС. Пропитку продолжают 18 мин при постоянной мощности на нагревателе 2. После окончания пропитки выключают нагрев печи. В процессе естественного охлаждения в изделии 6 создается осевой градиент температуры ▿ Т= 45о C·м-1. Качество поверхности изделия 6 хорошее. Капли и напрывы как внутри трубы, так и снаружи отсутствуют. На нижнем торце выступило несколько капель, которые легко были удалены абразивным инструментом.
По данному примеру было получено 10 труб. Выход годных после механической обработки составил 95% , что на 25% выше, чем по прототипу после проведения механической обработки (в прототипе в годную часть засчитывались изделия, имеющие на поверхности капли и напрывы кремния, потери на механической обработке изделий при определении процента выхода годных не учитывались).
П р и м е р 2. Пропитку цилиндрической трубы длиной 400 мм, изготовленной по примеру 1, осуществляют аналогично примеру 1. Используют экран 3 с переменной толщиной стенки, определенной по формуле b= 30,6[(400-h)/400 + 0,1] .
Температура изделия 6 перед пропиткой 1400оС. Температура расплава 1430оС. В процессе охлаждения в изделии 6 создают осевой градиент ▿ Т= 25о С˙м-1. После окончания процесса труба имеет капли на расстоянии 7 мм от нижнего торца. После обрезания 7 мм годная часть с хорошим качеством поверхности составила 393 мм.
По данному примеру получено 5 труб диаметром 165 мм. Выход годных составил 92% .
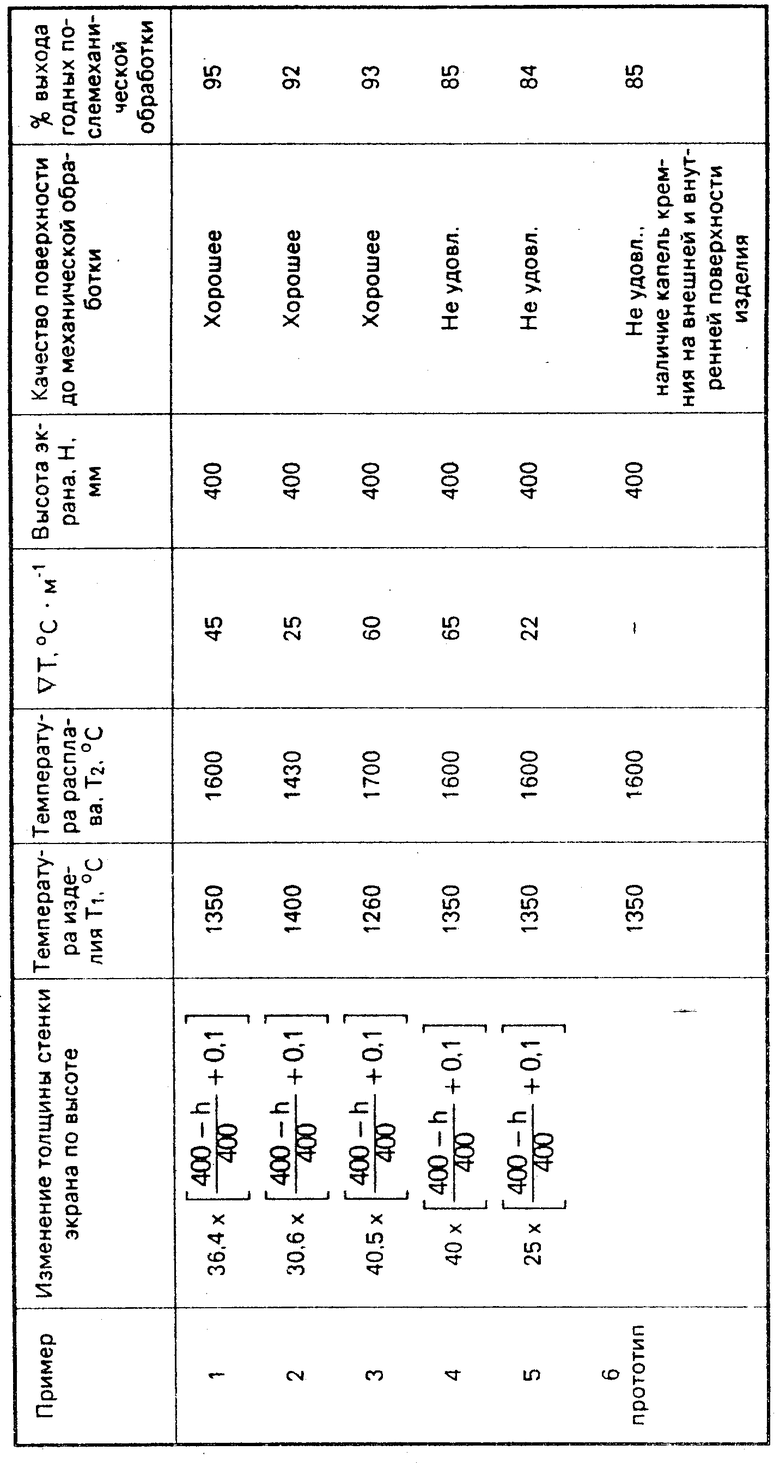
Остальные примеры выполнения представлены в таблице.
Из приведенных примеров видно, что использование изобретения (см. примеры N 1-3) позволяет получать изделия с хорошим качеством поверхности, что обеспечивает высокий выход годных.
При выходе за предельные значения осевого температурного градиента (см. примеры N 4, 5) цель изобретения не достигается. (56) Заявка Японии N 62-22950, кл. С 04 В 35/56, 20.05.87.
Технологический процесс N 4807-72-81 Челябинского электродного завода, утвержденный 11.12.78.
Авторское свидетельство СССР N 1243311, кл. С 04 B 35/56, 1984.
Изобретение относится к производству огнеупорных изделий на основе карбида кремния и/или углерода для полупроводниковой технологии, в частности для оснастки в спецтехнологии. Сущность изобретения: полые пористые изделия, содержащие карбид кремния или углерод, пропитывают расплавом кремния, подаваемым через элемент с капиллярной структурой, при температуре изделия 1260 - 1400 С и температуре расплава 1430 - 1700С и выдерживают, а охлаждения ведут при осевом градиенте температуры в изделии 25-60° С·м-1 . Устройство для пропитки кремнием полых изделий включает герметичную камеру, установленные в ней цилиндрический резистивный нагреватель, тигель, питатель. Питатель выполнен из материала с капиллярной структурой. Устройство также содержит подставку и экран. Последний выполнен переменной толщины b по высоте, определяемой по зависимости представленной в формуле изобретения. 2 с. п. ф - лы, 1 ил. , 1 табл.
b= 30 [(H-h)/H-0,1]
[(H-h)/H-0,1]
где T1 - температура изделия, oС;
T2 - температура расплава, oС;
H - высота экрана, мм;
h - расстояние от основания экрана, мм;
30 - экспериментальный коэффициент, мм.
