Изобретение относится к металлургии и может быть использовано в производстве цветных металлов и сплавов, например ферротитана, жаропрочных и прецизионных сплавов, где применяется очищенная от неметаллических включений сыпучая металлошихта.
Известен способ очистки сыпучего материала - замасленной стружки, включающий ее нагрев до 600-800оС путем продувки через слои стружки с последующим дожиганием горючих компонентов над нижним горячим слоем и фильтрацией отходящих дымовых газов через верхний холодный слой (1).
Недостатком известного способа является сравнительно низкое качество материала из-за невозможности равномерного малоокислительного нагрева сыпучей металлошихты типа мелкой стружки в неподвижном слое шахтной печи, что недопустимо для легкоокисляющихся металлов, замасленная поверхность которых при нагреве обусловливает образование высокотемпературных очагов горения (например, для стружки титановых сплавов), а также высокие эксплуатационные расходы, обусловленные сложностью удаления остатков кусочков стружки, имеющей химический состав металла, отличный от химсостава стружки, загружаемой для тепловой обработки при переходе с одного типа металла на другой.
Известен также способ очистки сыпучего материала от масел, включающий нагрев изделия во вращающемся барабане до температуры испарения масел и подстуживание окружающей материал среды водой с образованием вокруг него парового облака (2).
Однако, этот известный способ характеризуется значительной загрязненностью окружающей среды отходящими дымовыми газами, содержащими смолисто-масляные аэрозоли, которые образуются в результате нагрева замасленного материала.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ парогазового обезжиривания стружки во вращающейся печи, включающий ее увлажнение, нагрев противотоком до 600оС продуктами сгорания топлива, сжигание образующихся горючих компонентов и очистку дымовых газов водой, используемой для увлажнения стружки (3).
Недостатком способа парогазового обезжиривания стружки является сложность осуществления технологического процесса, высокая стоимость оборудования для аппаратурного оформления способа и большие эксплуатационные расходы, что при незначительных объемах изделий, подвергаемых очистке от масел, и их разбросе по химическому составу металла обусловливает нерентабельность производства очищенной металлошихты. На заводах, где годовой объем переработки стружки титановых и жаропрочных сплавов не превышает 8 тыс. тонн, парогазовое обезжиривание по известному способу практически неприемлемо из-за высокой стоимости оборудования и значительных эксплуатационных расходов. В то же время заводы авиапрома, судопрома, машиностроения и цветной металлургии имеют отходы замасленных изделий типа стружки ежегодно не свыше 8 тыс. тонн.
Цель изобретения - сокращение эксплуатационных расходов.
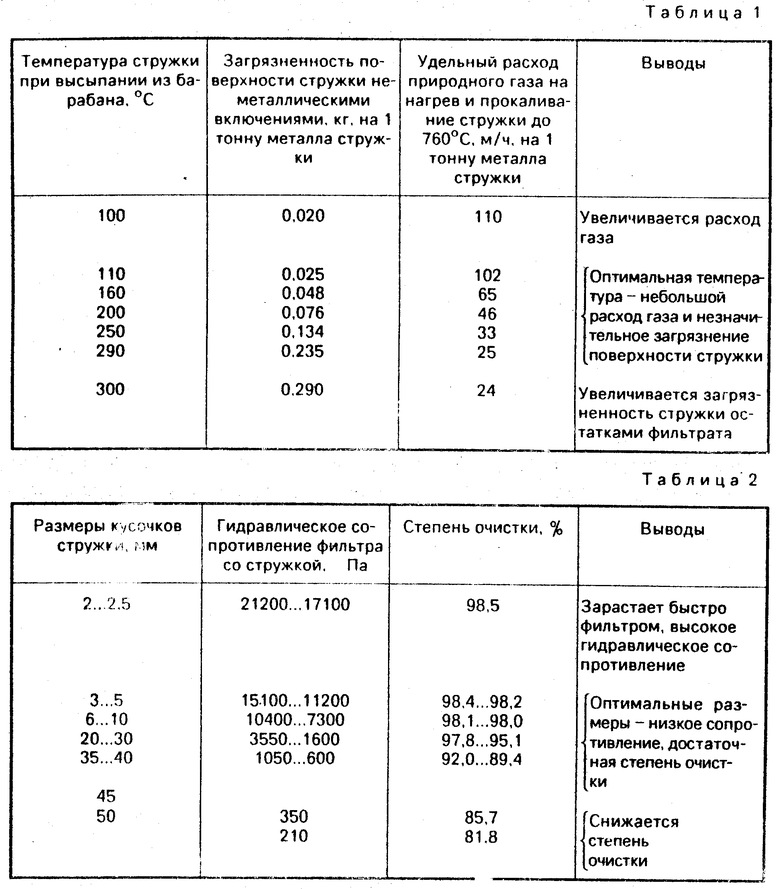
Поставленная цель достигается тем, что в способе очистки сыпучего материала от масел, включающем нагрев материала во вращающемся барабане продуктами сгорания топлива, сжигание образующихся горючих компонентов, охлаждение материала водой и фильтрацию отходящих дымовых газов через слой металлической стружки, согласно изобретению, загрязненную фильтратом стружку помещают во вращающийся барабан, из которого предварительно удаляют очищенный от масел материал, нагревают до температуры воспламенения фильтрата, прокаливают до полного удаления горючих компонентов и обдувают на выходе из барабана струей водяного пара в смеси с распыленной водой при поддержании температуры стружки при высыпании из барабана от 110 до 290оС, при этом для фильтрации отходящих дымовых газов используют стружку жаропрочного сплава.
Сыпучие изделия, подвергаемые очистке от масел, загружают в бункер, откуда небольшими порциями подают во вращающийся барабан, через который противотоком пропускают продукты сгорания топлива, например природного газа, нагревают изделия до температуры выше температуры испарения масел и обдувают на выходе из барабана струей водяного пара в смеси с распыленной водой. Отходящие из барабана дымовые газы фильтруют через слой стружки жаропрочного сплава, размещенный в фильтре с газопроницаемыми стенками, установленном в дымоходе. При этом содержащиеся в отходящих дымовых газах смолисто-масляные и пылесажевые аэрозоли, по мере очистки сыпучих изделий от масел, задерживаются на поверхности кусочков стружки жаропрочного сплава, в результате чего в фильтре происходит накопление смолисто-масляных и пылесажевых аэрозолей (фильтрата) и снижение газопроницаемости фильтрующего слоя. После того, как степень загрязнения стружки жаропрочного сплава фильтратом достигнет предельной величины и газопроницаемость фильтра опуститься до нижней критической отметки, производят операцию замены отработанного фильтра. Для этого прекращают подачу в бункер замасленных сыпучих изделий и продолжают процесс очистки изделий, находящихся в барабане. Освобождают бункер от замасленных сыпучих изделий, очищают от масел находящихся в барабане изделия, высыпают из барабана очищенные изделия и удаляют остатки, освобождая барабан.
Прекращают пропускание через барабан продуктов горения топлива, подачу водяного пара и распыленной воды. Выключают привод вращения барабана. Извлекают из фильтра отработанную, загрязненную фильтратом стружку жаропрочного сплава и загружают ее в бункер. Заполняют фильтр свежей стружкой жаропрочного сплава. При этом используют стружку отходов производства жаропрочного сплава, замасленность которой не превышает 4% , или стружку жаропрочного сплава, очищенную до остаточного содержания в ней горючих компонентов не свыше 4% .
Для фильтрации целесообразно применять стружку с размерами кусочков не менее 3 мм и не более 40 мм, для чего исходную стружку просеивают, например, через перфорированный сортировальный барабан. Применение стружки, размеры кусочков которой составляют менее 3 мм, нерационально из-за значительного гидравлического сопротивления, создаваемого слоем стружки движению отходящих дымовых газов, подвергаемых фильтрации. Применение стружки, размеры кусочков которой составляют свыше 40 мм, также нерационально, так как существенно понижается степень очистки дымовых газов от смолисто-масляных и пылесажевых аэрозолей вследствие недостаточной развитости поверхности крупных кусочков стружки, к которой прилипают аэрозоли, что ухудшает эффективность процесса фильтрации.
Включают привод вращения барабана и возобновляют пропускание через барабан продуктов сгорания топлива, подачу водяного пара и распыленной воды. Подают стружку из бункера в барабан, нагревают стружку в барабане до температуры воспламенения фильтрата, прокаливают до полного удаления горючих компонентов и обдувают на выходе из барабана струей водяного пара в смеси с распыленной водой, поддерживая температуру стружки при высыпании из барабана в пределах от 110 до 290оС. Отходящие из барабана дымовые газы фильтруют через слой свежей стружки жаропрочного сплава. После обработки всей извлеченной из фильтрата стружки жаропрочного сплава и удаления из вращающегося барабана ее остатков производят загрузку в бункер сыпучих изделий для их очистки от масел, откуда сыпучие изделия вновь подают небольшими порциями во вращающийся барабан.
Обработанную стружку жаропрочного сплава, очищенную от масел, фильтрата и углеродсодержащих загрязнений, направляют на выплавку марочного металла или на повторное использование для фильтрации отходящих из барабана дымовых газов.
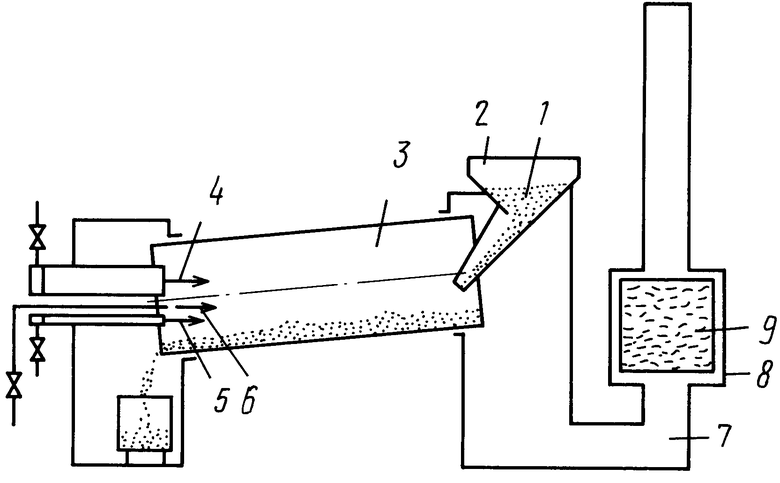
На чертеже показана установка, реализующая предлагаемый способ.
Подвергаемые очистке от масел сыпучие изделия 1 загружают в бункер 2, откуда подают во вращающийся барабан 3, через который пропускают противотоком продукты сгорания топлива 4, нагревают изделия и обдувают на выходе из печи струей водяного пара 5 в смеси с распыленной водой 6. Отходящие из барабана дымовые газы 7 фильтруют через слой стружки жаропрочного сплава 8, размещенной в фильтре 9, и выбрасывают в атмосферу. После значительного загрязнения стружки 8 смолисто-масляными и пылесажевыми отложениями, образующимися в процессе фильтрации отходящих из барабана 3 дымовых газов 7, производят операцию замены стружки 8 в фильтре 9. Для этого освобождают бункер 2 от изделия 1, которые высыпают в барабан 3, очищают от масел и затем удаляют остатки изделий 1 из барабана 3. Извлекают из фильтра 9 загрязненную фильтратом стружку 8 и загружают ее в бункер 2. Заполняют фильтр 9 свежей стружкой жаропрочного сплава, замасленность которой не превышает 4% . Подают загрязненную фильтратом стружку из бункера 2 в барабан 3, где ее нагревают до температуры воспламенения фильтрата, прокаливают до полного удаления горячих компонентов и обдувают на выходе из барабана 3 струей водяного пара 5 в смеси с распыленной водой 6, поддерживая температуру стружки при высыпании из барабана 3 в пределах от 110 до 290оС. Отходящие из барабана 3 дымовые газы фильтруют через слой свежей стружки в фильтре 9. По окончании обработки в барабане 3 стружки жаропрочных сплавов возобновляют процесс очистки изделий 1 от масел.
П р и м е р. В соответствии с заявленным способом производят очистку от масел сыпучих титановых отходов, насыпная плотность которых составляла 385 кг/м3 при загрязненности минеральными маслами 5,2% . Сыпучие титановые отходы загружают в бункер, откуда подают во вращающийся барабан, через который пропускают продукты горения природного газа. Нагревают сыпучие титановые отходы до температуры 600оС и обдувают на выходе из барабана струей водяного пара в смеси с распыленной водой. Отходящие из барабана на дымовые газы фильтруют через слой стружки жаропрочного сплава ЭИ-698, средняя насыпная плотность которой составляет 930 кг/м3 при загрязненности минеральными маслами 3,9% . Стружку, предварительно отсортированную до размеров кусочков в пределах 3. . . 40 мм путем просеивания в перфорированном барабане, засыпают в цилиндрический фильтр диаметром 1000 мм, высотой 2400 мм с газопроницаемым дном, который устанавливают в дымоходе. Масса исходной стружки в фильтре составляет 1610 кг. При очистке от масел в барабане сыпучих титановых отходов фильтруют отходящие дымовые газы, содержащие смолисто-масляные аэрозоли, количество которых согласно замерам составляет 0,612˙10-3 кг на 1 м3 газов, а в дымоходе после фильтра - 0,014˙10-3 кг на 1 м3 газов. Степень очистки 97,7% . По истечении суток, после очистки от масел 12 тонн сыпучих титановых отходов, было зафиксировано значительное ухудшение газопроницаемости фильтра вследствие загрязненности стружки фильтратом. Производят операцию замены стружки сплава ЭИ-698 в фильтре. Для этого загрязненную фильтратом стружку извлекают из фильтра и после взвешивания загружают в освободившийся от сыпучих титановых отходов бункер. Масса стружки при этом составляет 1946 кг (то есть увеличилась на 336 кг). Масса фильтрата (условленных частиц смолы, масел, пыли и сажи) составляет 336 кг.
Освободившийся от загрязненной фильтратом стружки фильтр заполняют свежей стружкой жаропрочного сплава ЭИ-698, также отсортированной до размеров кусочков 3. . . 40 мм. Из бункера загрязненную фильтратом стружку небольшими порциями подают во вращающийся барабан, где ее нагревают продуктами сгорания природного газа до температуры 760оС, прокаливают до полного удаления горючих компонентов из стружки и обдувают на выходе из барабана струей водяного пара с температурой 170оС в смеси с распыленной водой. Температуру стружки при высыпании из барабана поддерживают в пределах 210-240оС. После обработки стружки производят взвешивание и проверку на чистоту поверхности. Масса обработанной стружки составляет 1548 кг. Загрязнение поверхности стружки сплава ЭИ-698, обработанной в соответствии с заявленным способом неметаллическими включениями, не установлено, что было подтверждено результатами спектрального анализа металла слитка, полученного после переплава этой стружки в печи.
В табл. 1 представлены результаты экспериментальных исследований влияния температуры стружки при высыпании из барабана после обработки на удельный расход природного газа для нагрева и прокаливания загрязненной фильтратом стружки жаропрочного сплава ЭИ-698.
В табл. 2 представлены результаты экспериментальных исследований влияния размеров кусочков стружки жаропрочного сплава (фильтрующего тела) на гидравлическое сопротивление и степень очистки отходящих дымовых газов при их фильтрации со скоростью 30 тыс. м3/ч через слой стружки высотой 2400 мм диаметром 1000 мм.
Для повышения эффективности улавливания смолисто-масляных и пылесажевых аэрозолей при очистке сыпучих изделий от масел в соответствии с заявленным способом целесообразно стружку жаропрочного сплава перед засыпкой в фильтр смешивать с пенообразующим поверхностно-активным веществом.
Использование заявленного способа очистки сыпучих изделий от масел позволяет обеспечить по сравнению с существующими способами следующие преимущества:
улучшить качество очистки поверхности кусочков стружки жаропрочного сплава, использованной при фильтрации отходящих дымовых газов;
предотвратить загрязнение окружающей среды смолисто-масляными и пылесажевыми вредностями;
снизить эксплуатационные расходы, совместив очистку поверхности сыпучих титановых отходов от масел с обезвреживанием отходящих дымовых газов и последующей очисткой от масел и горючих компонентов поверхности стружки жаропрочного сплава. (56) Авторское свидетельство СССР N 850677, кл. С 21 С 5/52, 1981.
Авторское свидетельство СССР N 1192870, кл. В 08 В 7/00, 1985.
Авторское свидетельство СССР N 1191720, кл. С 21 С 5/52, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ТЕРМООБЕЗЖИРИВАНИЯ СТРУЖКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2009423C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СМОЛИСТЫХ ПЫЛЕСАЖЕВЫХ ВЫБРОСОВ | 1990 |
|
SU1809947A3 |
| Вращающаяся печь для термообезжиривания стружки жаропрочных сплавов | 1984 |
|
SU1165863A1 |
| Способ парогазового обезжиривания стружки во вращающейся печи | 1984 |
|
SU1191720A1 |
| Способ тепловой обработки замаслен-НОй СТРужКи | 1979 |
|
SU850677A1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ ОТ ОРГАНИЧЕСКИХ ЗАГРЯЗНЕНИЙ | 1991 |
|
RU2033588C1 |
| Способ обработки замасленной стружки альфа-теплоносителем | 1982 |
|
SU1027500A1 |
| Способ тепловой обработки замасленной металлошихты | 1981 |
|
SU1010137A1 |
| Устройство для отсоса выбросов | 1990 |
|
SU1749640A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБЕЗЖИРИВАНИЯ МЕТАЛЛОШИХТЫ ВЫСОКОЛЕГИРОВАННЫХ СПЛАВОВ | 1986 |
|
SU1424435A1 |
Использование: в производстве цветных металлов и сплавов, где применяется очищенная от металлических включений сыпучая металлошихта. Сущность изобретения: стружку нагревают во вращающемся барабане продуктами сгорания топлива. Выделенные горючие компоненты сжигают стружку, охлаждают водой. Отходящие дымовые газы фильтруют через слой металлической стружки. Загрязненную фильтратом стружку помещают во вращающийся барабан, из которого предварительно удаляют очищенные от масел изделия. Нагревают до температуры воспламенения фильтрата. Прокаливают до полного удаления горючих компонентов. На выходе из барабана стружку обдувают струей водяного пара в смеси с распыленной водой. При высыпании из барабана стружки поддерживают ее температуру в пределах от 110 до 290С. Для фильтрации дымовых газов применяют стружку жаропрочного сплава. 2 табл. , 1 ил.
СПОСОБ ОЧИСТКИ СЫПУЧИХ МАТЕРИАЛА ОТ МАСЕЛ, включающий нагрев материала во вращающемся барабане продуктами сгорания топлива, сжигание образующихся горючих компонентов, охлаждение материала водой и фильтрацию отходящих дымовых газов через слой металлической стружки, отличающийся тем, что загрязненную фильтратом стружку помещают во вращающийся барабан, из которого предварительно удаляют очищенный от масел материал, нагревают до температуры воспламенения фильтрата, прокаливают до полного удаления горючих компонентов и обдувают на выходе из барабана струей водяного пара в смеси с распыленной водой при поддержании температуры стружки при высыпании из барабана от 110 до 290oC, при этом для фильтрации отходящих дымовых газов используют стружку жаропрочного сплава.
