Изобретение относится к металлургии, а именно к плавильному производству, и может быть использовано при разливке металла, например при разливке стали из ковша в изложницы сверху, а также в УНРС при разливке из стальковша в промковш и из промковша в кристаллизатор.
Целью изобретения является повышение качества металла путем стабилизации его струи при разливке и естественной ее дегазации.
Это достигается тем, что в процессе разливки стали между стаканом и защитной трубой поддерживают кольцевую щель в зоне их примыкания с отношением площади живого сечения к площади живого сечения трубы равным 1/18-5/18.
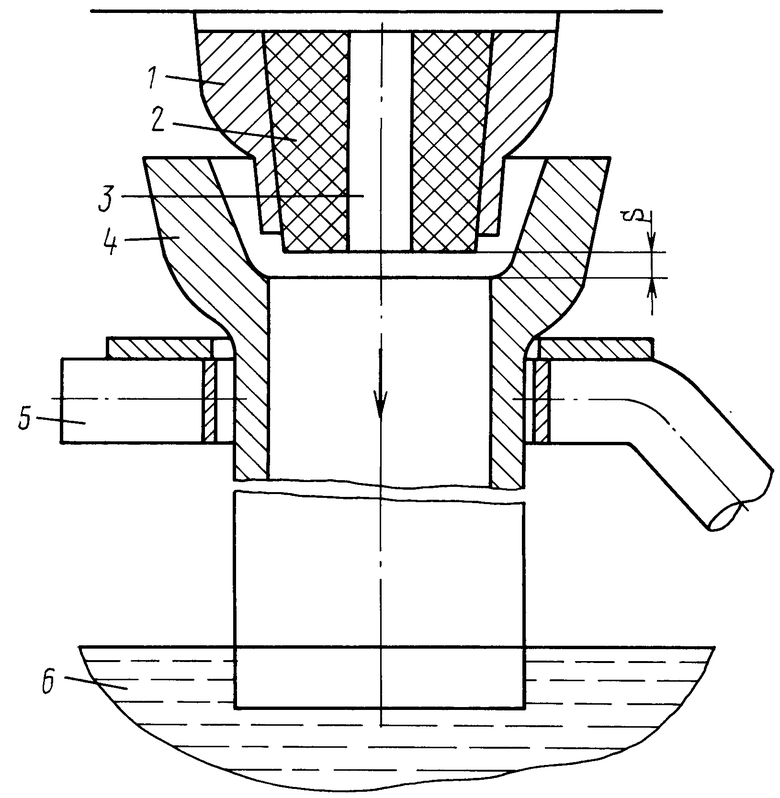
На чертеже графически показана схема разливки стали.
Согласно способу разливку жидкого металла осуществляют из стальковша после открытия шиберного затвора 1 и выпуска стали в виде струи, формируемой стаканом 2 в процессе истечения из его сливного отверстия 3. Для уменьшения вредного воздействия окружающей атмосферы струю металла после выпуска изолируют от пространства защитной огнеупорной трубой 4, устанавливаемой манипулятором 5 таким образом, чтобы выходная часть сталеразливочного стакана 2 равномерно и соосно была погружена во входную часть защитной трубы 4, а выходная часть трубы погружена в расплав 6, находящийся в металлоприемнике, например в промковше или иной емкости.
В процессе разливки металла между стаканом 2 и трубой 4 в зоне их примыкания поддерживают кольцевую щель 3, например, путем установки ограничителя на шиберном затворе 1 или путем механического прижима манипулятором 5 трубы 4 к стакану 2 и установки их с обеспечением кольцевой щели в указанных пределах. Следует также отметить, что шиберный затвор 1 может быть снабжен как защитным газовым устройством, так и без него, в зависимости от марки разливаемой стали или вида обработки струи в процессе разливки. Экспериментально установлено, что оптимальная величина отношения площади живого сечения щели к площади живого сечения защитной трубы находится в пределах 1/18-5/18.
В этом случае полость трубы 4 будет сообщена с окружающей атмосферой тем оптимальным кольцевым трактом между трубой и стаканом в зоне выпуска металла, посредством которого устанавливается оптимальный газодинамический режим вокруг струи в процессе ее разливки. Это приводит к выделению газов из стали при истечении ее из стакана в защитную трубу за счет эффекта расширения площади живого сечения трубы 4 против площади живого сечения выпускаемого отверстия 3 сталеразливочного стакана 2 (практическое отношение площадей составляет 6-8 раз). В результате в верхней части полости трубы суммируются газы, выделившиеся из струи при ее диспергировании, с газами, поступающими через выходное сечение трубы из металлоприемника. Эти газы удаляются из трубы через вышеупомянутый кольцевой тракт, создаваемый кольцевой щелью между трубой и стаканом, в окружающее пространство, препятствуя при этом подсосу воздуха в полость трубы. Выпуск металла в разгерметизированное пространство приводит к уменьшению деформации профиля и снижению взаимодействия с огнеупорной поверхностью стенки защитной трубы, а это в свою очередь не способствует зарастанию полости трубы и формированию "наплывов" на ее входной части, т. е. снижаются возможность сколов при разъеме трубы и попадание их в металлоприемник.
При разливке со щелью с отношением, равным 1/18, газоудаление из трубы происходит в достаточной cтепени, однако при сильных вибрациях в процессе разливки наблюдается поглощение части газа струей металла. При нормальной разливке газ в верхней части трубы практически полностью удаляется черезь кольцевую щель. При разливке со щелью с отношением менее нижнего заявляемого предела, например при величине 1/19, газоудаление из трубы практически нарушается и газ в виде возврата втягивается и поглощается струей металла, при этом чаще наблюдается деформация профиля струи, что увеличивает зарастание стенки трубы и активизирует величину "наплывов".
При разливке со щелью с отношением, равным 5/18, истечение металла происходит устойчивой слабодеформированной струей при практическом отсутствии подсоса окружающего воздуха в полости трубы за счет активного газоудаления через кольцевую щель во внешнее пространство.
При разливке со щелью с отношением более верхнего заявляемого предела, например при величине 6/18, происходит подсос окружающего воздуха в полости трубы, т. к. гидравлическое сопротивление кольцевого тракта сокращается на 10-12% при работе с защитным газовым устройством подсос воздуха пропадает.
Таким образом, поддержание кольцевой щели между стаканом и трубой в зоне их примыкания с отношением площади живого сечения щели к площади живого сечения трубы, равным 1/18-5/18, приводит к повышению качества слитка путем стабилизации струи металла при разливке и естественной ее дегазацией за счет снижения дефорсации профиля струи, уменьшения взаимодействия с поверхностью стенки защитной трубы и возможности металлизации ее и стыка стакана с трубой, снижения возможности зарастания выпускного отверстия стакана, активного выделения газов из полости трубы.
П р и м е р. Исходные данные:
cопоставление предложения производили в сравнении с решением, взятым в качестве прототипа и используемым на установках непрерывной разливки стали электросталеплавильного цеха ОХМК;
разливочный ковш , емкостью 130 тн;
диаметр выпускного отверстия 60 мм;
наружный диаметр стакана на выходе 160 мм;
разливку осуществляют посредством использования шамотно-графитовой трубы по ТУ 14-8-387-90.
Размер трубы следующий, мм: диаметр внутренний 150-160 -"- наружный 200 -"- наружный (входной части) 280 высота трубы 1060 глубина погружения в расплав 200
Согласно предлагаемому способу в процессе разливки стали между стаканом и трубой поддерживают кольцевую щель в зоне их примыкания с отношением площади живого сечения щели к площади сечения трубы 1/18-5/18.
Результаты испытаний приведены в таблице.
Использование изобретения позволяет производить дегазацию металла естественным образом и повысить качество металла. (56) Авторское свидетельство СССР N 1362562, кл. В 22 D 7/12, 1984.
Заявка Франции N 2328536, кл. В 22 D 11/10, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| Способ обработки струи металла при разливке | 1990 |
|
SU1764780A1 |
| Способ обработки струи металла при разливке | 1990 |
|
SU1806036A3 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| СКОЛЬЗЯЩИЙ ЗАТВОР СТАЛЕРАЗЛИВОЧНОГО ИЛИ ПРОМЕЖУТОЧНОГО КОВША | 1991 |
|
RU2007269C1 |
| СПОСОБ ЗАЩИТЫ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 2008 |
|
RU2391179C2 |
| СПОСОБ ЗАЩИТЫ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1994 |
|
RU2086345C1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| Способ производства непрерывно-литой подшипниковой стали | 1988 |
|
SU1696492A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СТРУИ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 2003 |
|
RU2229955C1 |
Использование: в металлургии и может быть использовано при разливке металла. Сущность изобретения: в процессе разливки стали между стаканом и защитной трубой поддерживают кольцевую щель в зоне их примыкания с отношением живого сечения щели к площади живого сечения защитной трубы 1/18 5/18. 1 ил. , 1 табл.
СПОСОБ РАЗЛИВКИ СТАЛИ, включающий выпуск металла из ковша в виде струи из отверстия сталеразливочного стакана в металлоприемник посредством защитной огнеупорной трубы, примыкающей входной частью к стакану и погруженной выходной частью в расплав, находящийся в металлоприемнике, отличающийся тем, что, с целью повышения качества металла путем стабилизации струи при разливке и естественной ее дегазации, в процессе разливки стали между стаканом и защитной трубой поддерживают кольцевую щель в зоне их примыкания с отношением площади живого сечения щели к площади живого сечения защитной трубы, равным 1/18 - 5/18.

