резанной емкости 1 находится в откры- д инертного газа, позволяющее достаточ35
том положении. При поступлении жидг кого металла из сталеразливочного ковша он постепенно заполняет футерованную емкость 1, в результате чего примеси из футеровки всплывают на поверхность металла и (при превышении уровня выступающей над футеровкой днища промковша части стакана 3) он поступает через разливочный канал Ь ковшевого стакана 3 и через отверс- до тия в плитах шиберного затвора 8 и погружной стакан 9 в кристаллизатор 10. Регулирование расхода металла производят в процессе разливки шиберным затвором 8. После окончания разливки серии плавок и опорожнения футерованной емкости 1 закрывают шиберный затвор 8 и прекращают подачу инертного газа через подводящий патрубок 7.
Выполнение ковшевого стакана, выступающим над футеровкой днища ковша на величину 0,07-0,09 его высоты, позволяет ограничить поступление в канал ковшевого стакана первых порций холодного металла и примесей из футеровки ковша, тем самым исключить замораживание разливочного канала, необходимость прожигания его
45
50
55
но эффективно обрабатывать массу жидкого металла проходящего в единицу времени через разливочный канал ковшевого стакана и тем самым уменьшить образование отложений глинозема и зарастание проходного сечения разливочного канала ковшевого стакана, отверстий в плитах шиберного затвора, стакана - коллектора затвора и погружного стакана. При этом предотвращается захватывание струей жидкого металла большого количества пузырьков инертного газа, исключаются заплески металла на стенках кристаллизатора и не происходит ухудшения качества поверхности непрерывнолитых заготовок. В то же время над ковшевым стаканом обеспечивается достаточное турбулентное движение жидкого металла, благодаря чему происходит коагуляция большей части мелкодисперсных частиц глинозема, которые за счет действия подъемной силы выносятся вверх в слой шлака.
Пример. Разливку низколегированной стали ответственного назначения производили на двухручьевой МНЛЗ методом плавка на плавку (в среднем было 8 плавок) из сталеразд инертного газа, позволяющее достаточ5
о
5
0
5
но эффективно обрабатывать массу жидкого металла проходящего в единицу времени через разливочный канал ковшевого стакана и тем самым уменьшить образование отложений глинозема и зарастание проходного сечения разливочного канала ковшевого стакана, отверстий в плитах шиберного затвора, стакана - коллектора затвора и погружного стакана. При этом предотвращается захватывание струей жидкого металла большого количества пузырьков инертного газа, исключаются заплески металла на стенках кристаллизатора и не происходит ухудшения качества поверхности непрерывнолитых заготовок. В то же время над ковшевым стаканом обеспечивается достаточное турбулентное движение жидкого металла, благодаря чему происходит коагуляция большей части мелкодисперсных частиц глинозема, которые за счет действия подъемной силы выносятся вверх в слой шлака.
Пример. Разливку низколегированной стали ответственного назначения производили на двухручьевой МНЛЗ методом плавка на плавку (в среднем было 8 плавок) из сталераз 1
лиаочного ковша емкостью 350 т через промежуточный ковш емкостью 17 т и нерешенный по высоте промежуточный ковш емкостью 25 т. Общая высота футерованной части ковшей составляла соответственно 1000 и 1300 мм. Сечение разливочной заготовки - 250 « 1650 мм, средняя рабочая скорость разливки - 0,7 м/мин.
В донное отверстие промежуточного ковша емкостью 17 т установили ковшевой стакан, выступающий над футеровкой днища ковша на 0,08 его высоты, т.е. на 80 мм, в ковш емкостью 25 т установили ковшевой стакан, выступающий на 0,09 его высоты, т.е. на 117 мм. В выступающих частях ковшевых стаканов были выполнены кольцевые газопроницаемые вставки, граничащие с их внутренними кольцевыми полостями.
(До начала поступления жидкого металла из сталеразливочного ковша в промежуточный через подводящий патру бок подавали инертный газ под давлением 0,15-0,25 МПа. Давление газа поддерживали в этих пределах на протяжении разливки всей серии плавок. Запуск установки непрерывной разливки стали осуществляли с открытым шиберным затвором. Прожигание канала затвора кислородом не производили на протяжении разливки всей серии плавок. Процесс разливки был стабильным, колебания уровня металла в кристаллизаторе и его бурления не наблюдалось. После окончания разливки серии плавок и опорожнения промежуточного ковша от жидкой стали подачу инертного газа прекращали.
638406
Использование предлагаемого ковша
(по сравнению с известным) позволит упростить процесс разливки, т.е. надежно производить запуск установки с открытым шиберным затвором, устранить затягивание дозирующих отверстий в ковшевом стакане, шиберном затворе и погружном стакане и тем самым
Q стабилизировать процесс разливки. Использование предлагаемого ковша уменьшает содержание оксидов и оксисульфи- дов в 1,5-1,8 раза и повышает ударную вязкость на поперечных образцах при
)5 отрицательных температурах испытаний (против известного) на .
Формула изобретений
20 1. Промежуточный ковш машины непрерывного литья заготовок, содержащий футерованную емкость с донным отверстием и установленным в нем разливочным стаканом, в газопроницаемых
25 боковых стенках которого выполнена кольцевая полость для подвода инертного газа, отличающийся тем, что, с целью стабилизации начала процесса разливки и повышения каЗс чества металла за счет уменьшения содержания неметаллических включений, верхний торец разливочного стакана расположен с превышением над днищем промежуточного ковша на 0,07-0,09 высоты ковша.
I
2. Ковш по п.1, отличающий с я тем, что он снабжен кольцевой пористой вставкой, установленной в верхнем торце разливочного стакана и примыкающей к кольцевой полости для подвода инертного газа.
3i
40
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2337789C2 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2210457C1 |
| Ковш для продувки металла через шиберный затвор | 1986 |
|
SU1588501A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЗ СТАЛЕРАЗЛИВОЧНОГО КОВША В ЛИТЕЙНЫЕ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2011 |
|
RU2468888C2 |
| СПОСОБ ПОДГОТОВКИ ШИБЕРНОГО ЗАТВОРА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2018 |
|
RU2682062C1 |
| Скользящий ковшевой затвор | 1982 |
|
SU1047587A1 |
| Способ начала разливки стали из бесстопорного ковша | 1987 |
|
SU1424965A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРЧИСТОЙ СТАЛИ, РАСКИСЛЕННОЙ АЛЮМИНИЕМ, ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ МЕТАЛЛОПРОДУКЦИИ | 2019 |
|
RU2740949C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ШЛАКА В ПОТОКЕ РАСПЛАВА МЕТАЛЛА | 2016 |
|
RU2662850C2 |
Изобретение относится к непрерывной разливке металлов. Целью изобретения является стабилизация начала процесса разливки и повышение качества металла за счет уменьшения содержания неметаллических включений. Промежуточный ковш выполнен в виде футерованной емкости (ФЕ) 1 с донным отверстием 2, в котором установлен ковшевой стакан (КС) 3 с разливочным каналом 4, имеющий внутреннюю кольцевую полость 6 с подводящим патрубком (ПП) 7. КС выполнен выступающим над футеровкой днища ковша на величину 0,07...0,09 его высоты, при этом в выступающей части стакана выполнена кольцевая газопроницаемая вставка 5, граничащая с его внутренней кольцевой полостью 6. До начала поступления жидкой стали из сталеразливочного ковша в ФЕ 1 через ПП 7 подают инертный газ под давлением 0,15...0,25 МПа. 1 з.п. ф-лы, 1 ил.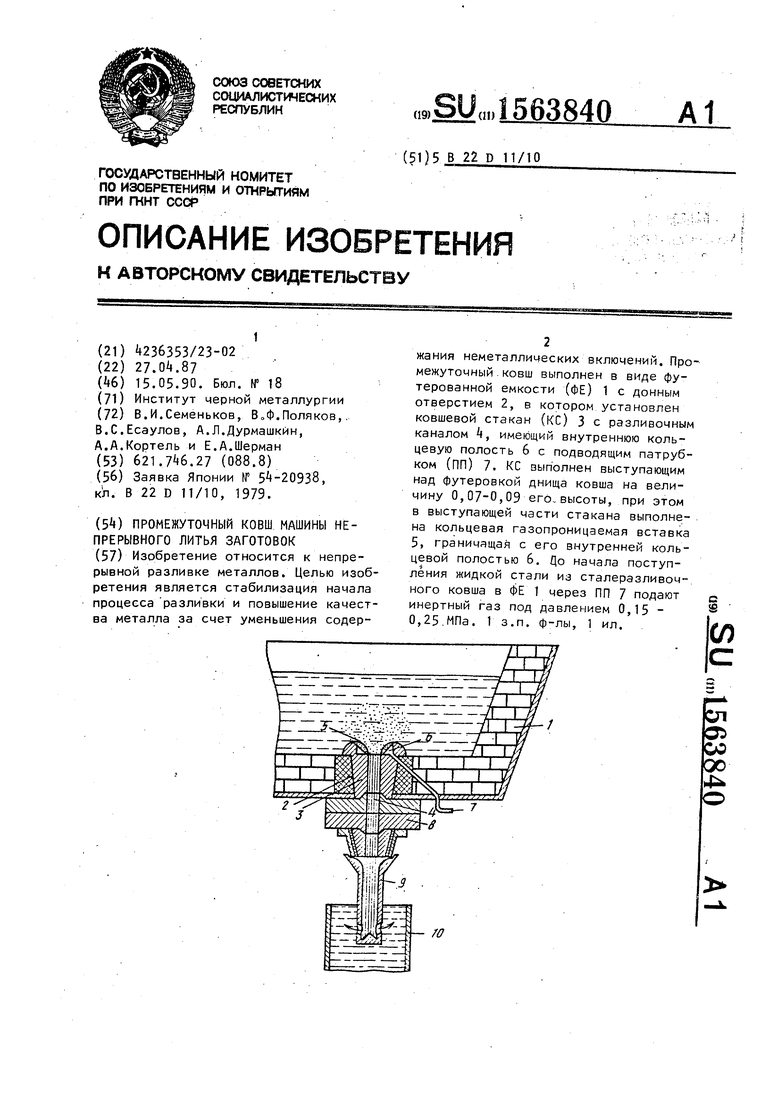
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
