Изобретение относится к производству топлива, в частности к способу получения бензиновой фракции.
Известен способ получения бензиновой фракции путем жидкофазного алкилирования алифатических углеводородов олефиновыми углеводородами в присутствии жидкой кислоты, в частности фтористоводородной кислоты или смеси 95% фтористоводородной кислоты и 5% простого метил-трет-бутилового эфира, в реакционной зоне, содержащей неподвижный слой частиц инертного полярного материала, с последующим выделением целевого продукта.
Недостаток известного способа заключается в том, что фтористоводородная кислота является ядовитым веществом, и поэтому при ее использовании требуются определенные меры предосторожности, увеличивающие затраты на технику безопасности. Кроме того, в обычных условиях фтористоводородная кислота имеется в виде летучего газа, и поэтому реакцию необходимо осуществлять при пониженной температуре или при повышенном давлении, что приводит к недостаточной гибкости известного процесса в части условий реакции. И для достижения удовлетворяющего результата относительно выхода и качества целевого продукта фтористоводородную кислоту необходимо использовать в количестве 7 моль на 1 моль агента алкилирования (см. пример и табл. 1).
Наиболее близким изобретению по технической сущности и достигаемому эффекту является способ получения бензиновой фракции путем жидкофазного алкилирования алифатических углеводородов олефиновыми углеводородами на кислотном катализаторе, в частности на фторированной сульфокислоте или смеси фторированных сульфокислот, в присутствии адамантового углеводорода при перемешивании с последующим выделением целевого продукта, прием объемное соотношение катализатора и углеводородного сырья предпочтительно составляет 3: 1-1: 3.
Недостаток известного способа заключается в том, что процесс проводят в среде относительно дорогостоящего адамантового углеводорода, наличие которого усложняет последующее разделение реакционной смеси. Необходимость использования адамантного углеводорода и последующего его отделения от реакционной смеси отрицательно сказывается на определяющих экономичность общих энергозатратах процесса. Дальнейшее увеличение энергозатрат связано с необходимостью осуществления процесса при перемешивании. Кроме того, расход катализатора сравнительно велик, что отрицательно сказывается на экономичности процесса.
Целью изобретения является повышение экономичности процесса.
Поставленная цель достигается в способе получения бензиновой фракции путем жидкофазного алкилирования алифатических углеводородов олефиновыми углеводородами в присутствии катализатора, фторированной сульфокислоты или смеси фторированных сульфокислот, с последующим выделением целевого продукта, за счет того, что реакцию осуществляют в неподвижном слое частиц инертного полярного материала при объемном соотношении катализатора и олефиновых углеводородов, равном 0,004-0,3.
Фторированную сульфокислоту предпочтительно используют в количестве 2-65 мл на см2 площади, занятой частицами инертного полярного материала в реакционной зоне. В качестве фторированной сульфокислоты предпочтительно используют трифторметансульфокислоту или фторсульфокислоту или смесь обеих кислот. В качестве частиц инертного полярного материала можно использовать, напр. , двуокись кремния, окись алюминия, двуокись циркония, двуокись титана, окислы ниобия, окислы олова или их смеси.
В результате взаимодействия полярных групп молекул инертного материала и полярных групп молекулы фторированной сульфокислоты кислота в точно определенной зоне прочно адсорбируется частицами инертного материала и таким образом образуется реакционная зона. При этом процесс в реакционной зоне протекает практически по известным хроматографическим принципам, определяемым числом теоретических тарелок и коэффициентом емкости частиц инертного материала.
Во время алкилирования кислотный катализатор и таким образом и реакционная зона в результате взаимодействия с проходящей через зону реакционной смесью перемещаются в другое место, находящееся ближе к выпуску реактора алкилирования.
В качестве теоретического объяснения для этого можно сказать, что вынос фторированной сульфокислоты вызван реакцией в реакционной смеси кислотного катализатора с олефинами, с получением сложного эфира сульфокислоты, который является менее полярным чем исходная кислота и в реакционной зоне менее прочно адсорбирован к инертному материалу. Сложный эфир перемещается вместе с реакционной смесью до расщепления с получением свободной кислоты и карбониевого иона, который реагирует с углеводородным сырьем с получением алкилированных углеводородов.
Скорость перемещения кислотного катализатора в реакторе вместе с частицами инертного материала намного меньше скорости перемещения углеводородов в реакционной смеси и целевого продукта, что приводит к более длинному сроку выноса кислотного катализатора по сравнению со сроком выноса углеводородов.
Во время перемещения кислотного катализатора и реакционной зоны на частицах инертного материала каталитическое действие фторированной сульфокислоты в основном сохраняется, и кислота еще каталитически активна, когда реакционная зона достигает выпуска реактора.
При достижении кислотой выпускного конца реактора алкилирования ее можно повторно использовать для осуществления последующего процесса, без ее рекуперации. Таким образом переменяют направление потока реакционной смеси, подаваемой в реактор алкилирования, и в результате описанного взаимодействия с реакционной смесью реакционная зона перемещается в направлении противоположного конца реактора.
Путем описанной периодической перемены направления реакционной смеси и перемещения реакционной зоны в реакторе с одного до другого конца слоя частиц инертного материала можно даже при использовании небольшого количества кислотного катализатора обеспечить большой выход алкилированного продукта без восстановления рекуперации используемого катализатора на долгое время.
При перемене направления потока реакционной смеси маленькая часть подаваемой непосредственно перед этим смеси еще не находится в реакционной зоне и поэтому покидает реактор в непрореагировавшей форме.
Поэтому та часть реакционной смеси, которая отводится из реактора алкилирования во время перемены направления потока реакционной смеси, рециркулируется к впуску реактора.
Вместо рециркуляции части реакционной смеси во время перемены направления потока смесь, покидающую реактор непосредственно после перемены направления реакционной смеси, можно подавать в установленный за первым реактором второй реактор алкилирования и обрабатывать подобным осуществляемому в первом реакторе путем.
На фиг. 1 изображена технологическая схема первого варианта осуществления предлагаемого способа, согласно которому катализатор рекуперируют, восстанавливают и рециркулируют; на фиг. 2 - технологическая схема второго варианта осуществления предлагаемого способа, согласно которому направление потока реакционной смеси переменяют.
Согласно фиг. 1 углеводородное сырье, содержащее парафины, напр. , изоалканы с 3-10 атомами углерода, по линии 1 подают в реактор 2 вместе с олефином с 2-10 атомами углерода в качестве агента алкилирования и катализатором. Реакционная смесь проходит через неподвижный слой 3 частиц инертного полярного материала, размещенный в реакторе 2.
Алкилирование можно осуществлять при _50-100оС, однако, предпочтительно при температуре ниже 40оС. При этом давление может составлять 1-100 бар абс. , в зависимости от температуры реакции и состава реакционной смеси.
По истечении времени реакции примерно 0,1-60 мин поток целевого продукта, содержащий небольшое количество кислотного катализатора, отводят из реактора 2 и по линии 4 подают в скруббер 5. В скруббере 5 целевой продукт подвергают противоточной промывке водой, подаваемой по линиям 6 и 7.
Во время промывки отработанную трифторметансульфокислоту рекуперируют в нижней части скруббера 5, и ее подают по линии 8 в дистилляционный аппарат 9.
Промытый целевой продукт отводят на верхнем конце скруббера 5 по линии 10.
В дистилляционном аппарате 9 трифторметансульфокислоту сгущают путем перегонки при температуре кипения гидрированной кислоты, составляющей примерно 215оС. Отгоняемую в аппарате 9 воду по линии 6 рециркулируют в скруббер 5. К остатку от перегонки, в основном состоящему из гидрата трифторметансульфокислоты, в линии 11 по линии 12 подают концентрированную сульфокислоту с тем, чтобы дегидрировать кислоту.
Смесь дегидрированной кислоты и сульфокислоты разделяют в дистилляционном аппарате 13, в котором дегидрированную кислоту отгоняют при температуре примерно 167оС. Рекуперированную и восстановленную трифторметансульфокислоту затем рециркулируют по линии 14 в реактор 2. Используемую сульфокислоту по линии 15 отводят из аппарата 13, и ее можно подвергать перегонке в не изображенном на чертеже аппарате.
Согласно фиг. 2 реакционную смесь, содержащую углеводородный субстрат и олефиновый агент алкилирования, по линии 1 подают в четырехходовой клапан 16, откуда она в соответствии с установкой клапана 16 регулируемо подается в реактор 2. В реакторе 2 размещен неподвижный слой 3 частиц инертного полярного материала, на котором находится реакционная зона 17, образуемая подачей фторированной сульфокислоты по линии 18.
На чертеже видно, что реакционная зона 17 в начале процесса алкилирования находится вблизи конца 19 реактора 2, и реакционную смесь целесообразно по линии 20 подавать в реактор 2 на конце 19, причем с помощью клапана 16 освобождается путь с линии 1 на линию 20. При этом поток реакционной смеси движется от конца 19 через реакционную зону 17 до конца 21 реактора 2. В реакционной зоне 17 углеводородный субстрат реагирует с олефиновым агентом алкилирования, причем адсорбированная к частицам инертного материала сульфокислота действует в качестве катализатора. Содержащую алкилированные продукты смесь отводят по линии 4 на конце 21 реактора 2. При представленном на чертеже положении клапана 16 линия 4 связана с линиями 22 и 23, по которым смесь подается в не изображенную емкость на хранение или на последующую обработку.
Во время начальной стадии процесса реакционная зона 17 в результате вышеописанного взаимодействия с углеводородами в реакционной смеси перемещается от конца 19 до конца 21 реактора 2. По достижении положения вблизи конца 21 направление потока реакционной смеси в реакторе 2 переменяется путем переключения клапана 16, причем связываются линии 1 и 4. При этом осуществляется дальнейшая стадия процесса. При таком положении клапана 16 поступающая по линии 4 реакционная смесь подается в реактор 2 на конце 21, и реакционная зона перемещается в направление конца 19 реактора 2. При этом целевой продукт отводят из реактора 2 на конце 19, а именно по линии 20, которая в этой ситуации через клапан 16 связана с линией 22.
Та часть исходной смеси, которую подают в реактор 2 непосредственно перед переменой направления потока и которая еще не проходила через реакционную зону 17, будет отводиться из реактора 2 в непрореагировавшей форме. Данную непрореагировавшую часть смеси непосредственно после перемены направления потока реакционной смеси рециркулируют из линии 22 по линии 24 в линию 1.
П р и м е р 1. Согласно данному примеру изобутановое сырье подвергают взаимодействию с 1-бутеном, используемым в качестве агента алкилирования. При этом смесь изобутана и 1-бутена в объемном соотношении 9: 1 вместе с трифторметансульфокислотой (CF3SO3H) в качестве катализатора при давлении примерно 10 бар пропускают через реактор с неподвижным слоем, содержащим 7 мл двуокиси кремния (продукт силикагель 60 величиной частиц 0,063-0,200 мм инофирмы Э. Мерк, DE), предварительно кальцинированной при 500оС в течение 1 ч.
Осуществляют шесть опытов при разных температурах и с разным объемным соотношением кислотного катализатора и взятого в качестве агента алкилирования 1-бутена, подаваемого в реактор. На см2 площади, занятой частицами двуокиси кремния в реакционной зоне, имеется 7,5 мл трифторметансульфокислоты. Каждый раз примерно 10 мл целевого продукта, отводимого из реактора и содержащего алкилированные продукты и небольшое количество отработанного кислотного катализатора, промывают примерно 10 мл водой при комнатной температуре. Определяемый с помощью газовой хроматографии состав целевого продукта приведен в таблице 1.
Пробу водной промывочной фазы подвергают анализу 19F-ЯМР. ЯМР-спектр показывает лишь один резонанс, идентичный с резонансом чистой трифторметансульфокислоты, установленным в дополнительном анализе. Анализ ЯМР показывает, что путем промывки водой возможны рекуперация и восстановление трифторметансульфокислоты из содержащей алкилированные продукты смеси.
Приведенные в табл. 1 результаты показывают, что даже небольшие количества трифторметансульфокислотного катализатора обеспечивают значительный выход целевого продукта с большим содержанием углеводородов с 8 атомами углерода.
П р и м е р 2. В этом примере алкилированию 1-бутеном подвергают изобутановое сырье, причем массовое соотношение изобутана и 1-бутена составляет 9: 1. Процесс осуществляют в трубчатом реакторе в присутствии трифторметансульфокислоты в качестве катализатора в качестве подвижной реакционной зоны.
Согласно первому варианту используют трубчатый реактор из тефлона (торговый продукт: тетрафторэтилен), с внутренним диаметром 3,2 мм и длиной 1000 мм. Реактор содержит 8 мл двуокиси кремния (продукт силика 60 величиной частиц 70-230 меш, инофирмы Э. Мерк, DE), которую перед подачей в реактор подвергают кальцинации при температуре 500оС в течение 1 ч.
1 мл кислотного катализатора подают на двуокись кремния со стороны впускного конца реактора. При этом см2 площади, занятой частицами двуокиси кремния в реакционной зоне, имеется 6,21 мл трифторметансульфокислоты.
Осуществляют семь опытов, причем каждый раз реакционную смесь пропускают через реактор раз при разных температурах.
Подачу реакционной смеси прекращают после обнаружения в отводимой из реактора смеси трифторметансульфокислоты. Каждый раз после осуществления опыта примерно 10 мл целевого продукта, который больше не содержит бутана, подвергают газовой хроматографии. Условия опыта и результаты данного примера приведены в табл. 2.
Согласно второму варианту используют трубчатый реактор из тефлона, имеющий внутренний диаметр 1,6 мм и длину 4 м и содержащий 8 мл указанного кальцинированного материала. При этом на см2 площади, занятой частицами двуокиси кремния в реакционной зоне, имеется 2 мл трифторметансульфокислоты. Осуществляют четыре опыта. При этом на находящийся на впускном конце реактора материал подают разные количества кислотного катализатора. Так же как и согласно первому варианту реакционную смесь пропускают через реактор раз до обнаружения в отводимой смеси трифторметансульфокислоты. Условия опыта и результаты данного примера приведены в табл. 3.
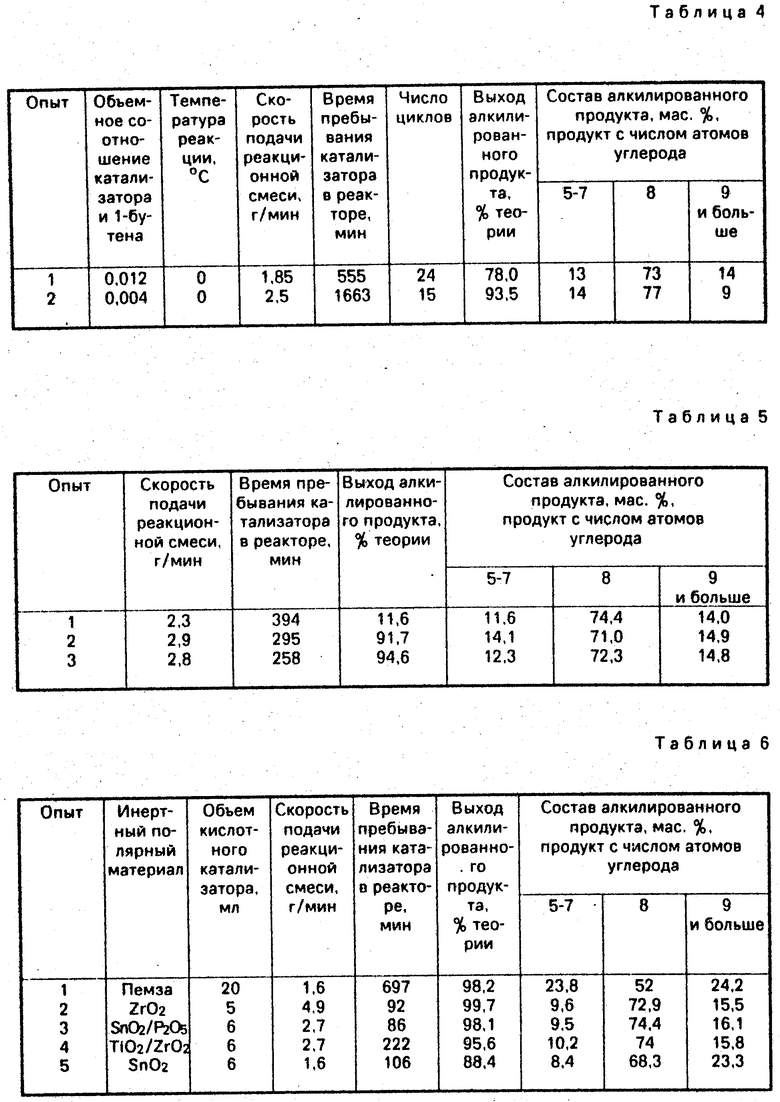
П р и м е р 3. Согласно данному примеру процесс алкилирования осуществляют с помощью показанной на фиг. 2 установки.
Согласно первому опыту в реактор 2 из нержавеющей стали внутренним диаметром 5,4 мм и длиной 0,5 м подают 8 мл двуокиси кремния (продукт силика 60 величиной частиц 70-230 меш, инофирмы Э. Мерк, DE), предварительно кальциниpованной при температуре 500оС в течение 1 ч. На впускном конце 19 в реактор 2 подают 2,0 мл трифторметансульфокислоты в качестве катализатора. При этом на см2 площади, занятой частицами двуокиси кремния в реакционной зоне, имеется 4,35 мл трифторметансульфокислоты.
Реакционную смесь изобутана и 1-бутена в соотношении 9: 1 пропускают через реактор со скоростью 1,85 г/мин. Каждые 23 минуты направление потока реакционной смеси переменяют описанным образом.
При перемене направления потока примерно 10 мл отводимого целевого продукта рециркулируют во впускной конец реактора.
Перемену направления потока осуществляют 24 раза, т. е. , осуществляют 24 цикла процесса алкилирования, и отводимую из реактора смесь, содержащую алкилированный продукт, который больше не содержит бутана, подвергают анализу путем газовой хроматографии.
Условия опыта и его результаты приведены в табл. 4.
Согласно второму опыту вместо используемого согласно первому опыту реактора употребляют реактор из нержавеющей стали внутренним диаметром 5,4 мм и длиной 2 м. В реактор размещают 32 мл вышеназванной кальцинированной двуокиси кремния, и на впускном конце 19 в реактор подают 3,0 мл трифторметасульфокислоты. При этом на см2, занятой частицами двуокиси кpемния в реакционной зоне, имеется6,52 мл трифторметансульфокислоты. Реакционную смесь пропускают через реактор со скоростью 2,5 г/мин. Согласно данному варианту направление потока реакционной смеси переменяют каждые 110 минут, в 15 циклах. В начале каждого цикла рециркулируют 40 мл содержащей алкилированные продукты смеси.
Условия опыта и его результаты приведены в табл. 4.
В описанных опытах кислота устойчива по меньшей мере в течение 24 циклов, во время которых кислота перемещается на частицах инертного материала с одного конца реактора к другому и назад.
Таким образом, путем периодической перемены направления потока реакционной смеси в реакторе также с небольшим количеством катализатора можно достичь большого выхода целевого продукта, имеющего состав, сравнимый с приведенным в таблицах 1-3 составом целевого продукта, получаемого при разовом пропускании реакционной смеси через зону алкилирования.
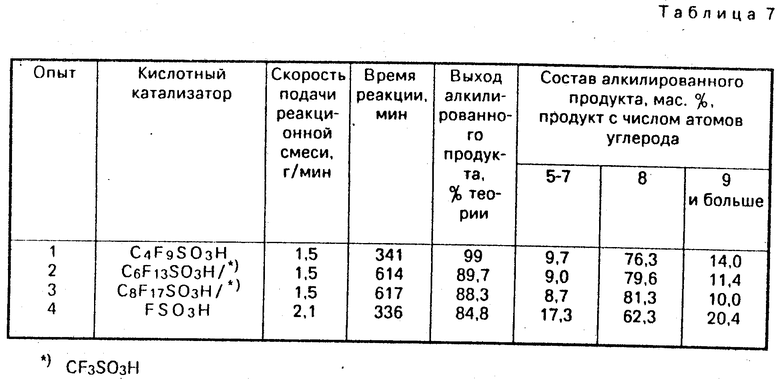
П р и м е р 4. В этом примере алкилированию 2-бутеном подвергают изобутановое сырье, причем массовое соотношение изобутана и 2-бутена составляет 9: 1. Процесс осуществляют в трубчатом реакторе из нержавеющей стали, имеющем внутренний диаметр 4,5 и длину 6000 мм, в присутствии трифторметансульфокислоты в качестве катализатора, имеющего в реакционной зоне, содержащей неподвижный слой двуокиси кремния (продукт силика 100 величиной 70-230 меш, инофирмы Э. Мерк, DE), которую перед подачей в реактор подвергают одночасовой кальцинации при температуре 200оC (опыт N 1), 500 (опыт N 2) и 700оС (опыт N 3) соответственно. 10 мл кислотного катализатора подают на двуокись кремния со стороны впускного конца реактора. При этом на см2 площади, занятой частицами двуокиси кремния в реакционной зоне, имеется 31,45 мл трифторметансульфокислоты. В каждом опыте реакционную смесь пропускают через реактор раз при температуре - 10оС. Во всех трех опытах объемное соотношение катализатора и 2-бутена составляет 0,05. Подачу реакцоинной смеси прекращают после обнаружения в отводимой из реактора смеси трифторметансульфокислоты. После осуществления каждого опыта примерно 10 мл целевого продукта, который больше не содержит бутана, подвергают газовой хроматографии. Условия опытов и результаты данного примера приведены в табл. 5.
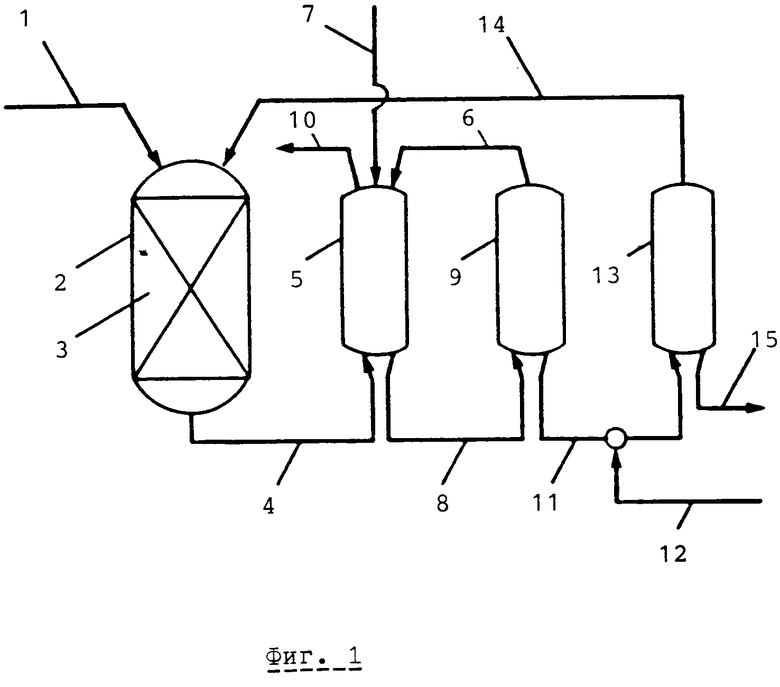
П р и м е р 5. В этом примере алкилированию 2-бутеном подвергают изобутановое сырье, причем массовое соотношение изобутана и 2-бутена составляет 9: 1. Процесс осуществляют в трубчатом реакторе из нержавеющей стали, имеющем внутренний диаметр 4,5 мм и длину 6000 мм, в присутствии трифторметансульфокислоты в качестве катализатора, имеющегося в реакционной зоне, содержащей неподвижный слой частиц инертного полярного материала, представляющего собой
а) предварительно кальцинированную при 550оС в течение 1 ч пемзу (величиной частиц 03, -1,0 мм) (Опыт N 1)
или
б) предварительно кальцинированную при 550оС в течение 1 ч двуокись циркония (величиной частиц 03, -1,0 мм) (опыт N 2)
или
в) предварительно кальцинированную при 550оС в течение 1 ч смесь двуокиси олова и пятиокиси фосфора (мольное соотношение олова и фосфора 2: 1, величина частиц 0,3-1,0 мм) (опыт N 3)
или
г) предварительно кальцинированную при 550оС в течение 1 ч смесь двуокиси титана и двуокиси циркония (мольное соотношение титана и циркония 7,4: 1; величина частиц 1-1,7 мм) (опыт N 4)
или
д) предварительно кальцинированную при 550оС в течение 1 ч двуокись олова (величиной частиц 0,3-1,0 мм) (опыт N 5).
При этом в опыте N 1 объемное соотношение катализатора и 2-бутена составляет 0,3, а в опытах 2-5 - 0,05. В начале каждого опыта кислотный катализатор вводят со стороны впускного конца реактора. При этом на см2 площади, занятой частицами двуокиси кремния в реакционной зоне, в опыте N 1 имеется 62,9 мл трифторметансульфокислоты, в опыте N 2 - 13,2 мл трифторметансульфокислоты, а в опытах 3 - 5-15 мл трифторметансульфокислоты. В каждом опыте реакционную смесь пропускают через реактор при температуре _10оС.
Подачу реакционной смеси прекращают после обнаруживания в отводимой из реактора смеси трифторметансульфокислоты. После осуществления каждого опыта примеpно 10 мл целевого продукта, который не содержит бутана, подвергают газовой хроматографии. Условия опыта и результаты данного примера приведены в табл. 6.
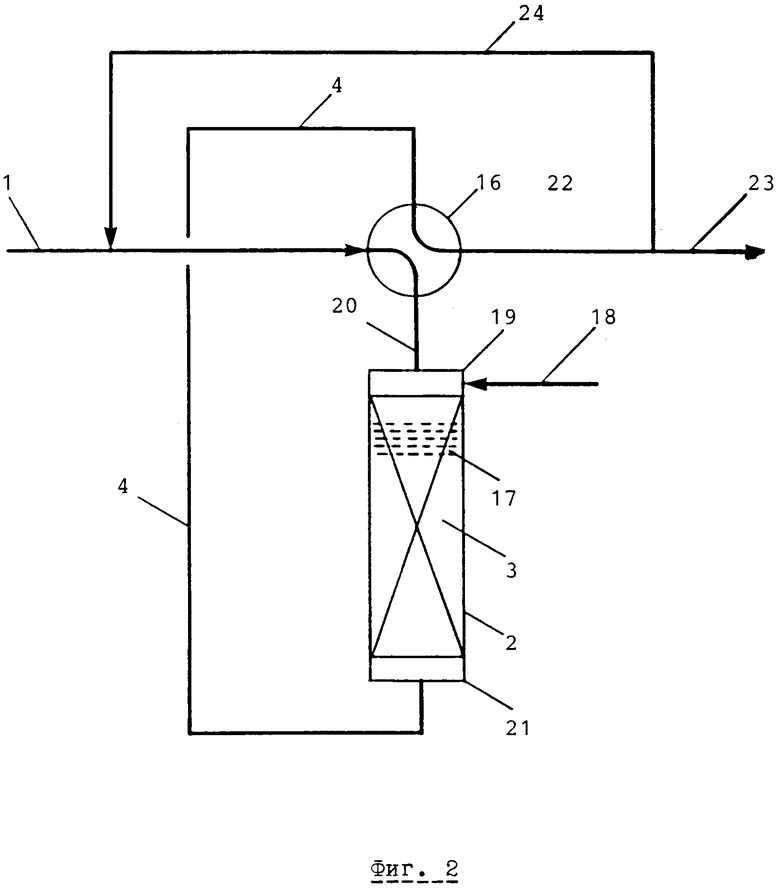
П р и м е р 6. В этом примере алкилированию 2-бутеном подвергают изобутановое сырье, причем весовое соотношение изобутана и 2-бутена составляет 9: 1. Процесс осуществляют в трубчатом реакторе из нержавеющей стали, имеющем внутренний диаметр 4,5 мм и длину 6000 мм в присутствии фторированной сульфокислоты в качестве катализатора, имеющегося в реакционной зоне, содержащей неподвижный слой двуокиси кремния (продукт силика 100 величиной частиц 35-70 меш, инофирмы Э. Мерк, DE), которую перед подачей в реактор подвергают кальцинации при температуре 500оС в течение 1 ч.
В первом опыте в качестве катализатора используют C4F9SO3H, во втором опыте - смесь C6F13SO3H и CF3SO3H в массовом соотношении 1: 9, в третьем опыте - смесь C8F17SO3H и CF3SO3H в массовом соотношении 1: 9, а в четвертом опыте - FSO3H.
В начале каждого опыта кислотный катализатор вводят на впускном конце реактора. При этом на см2 площади, занятой частицами двуокиси кремния в реакционной зоне, имеется 31,45 мл катализатора. В каждом опыте реакционную смесь пропускают через реактор раз при температуре - 10оС. Во всех опытах объемное соотношение катализатора и 2-бутена составляет 0,05. Подачу реакционной смеси прекращают после обнаружения в отводимой из реактора смеси фторированной сульфокислоты. После осуществления каждого опыта примерно 10 мл целевого продукта, который больше не содержит бутана, подвергают газовой громатографии. Условия опыта и результаты данного примера приведены в табл. 7. (56) Патент США N 4783567, кл. C 07 C 2/68, 1988.
Патент США N 4357481, кл. C 07 C 2/58, 1982.

Сущность изобретения: осуществляют жидкофазное алкилирование алифатических углеводородов олефиновыми углеводородами в присутствии в качестве катализатора фторированной сульфокислоты или смеси фторированных сульфокислот при пропускании потока реакционной смеси через реакционную зону, содержащую неподвижный слой частиц инертного полярного материала при объемном отношении катализатора и олефиновых углеводородов, равном 0,004-0,3. 3 з. п. ф-лы, 7 табл.
Приоритет по пунктам:
18.12.89 по п. 1.

