Изобретение относится к теплотехнике и может быть использовано при изготовлении тепловых труб с капиллярно-пористым фитилем, например для воздухонагревателей в системе воздушного отопления помещения или салона.
Известен способ изготовления тепловой трубы, включающий получение герметично корпуса капиллярно-пористой структуры, их соединение и герметизацию [1] .
Недостатком известного способа изготовления тепловой трубы является относительно сложная технология изготовления и недостаточная производительность, отсутствие возможности получения длинномерных тепловых труб.
Заявляемый способ позволяет значительно упростить технологию изготовления тепловой трубы, повысить производительность труда, а также автоматизировать весь процесс изготовления готовых изделий.
В результате осуществления заявленного способа на выходе после горячего динамического прессования получается заготовка, представляющая собой множество тепловых труб, объединенных в одну балку окончательной формы, от которой остается только поперечно отрезать полностью готовые изделия. Дополнительными достоинствами способа являются возможность получения длинномерных тепловых труб, а также обычных труб для испарителей парожидкостных компрессионных холодильных установок или для любых испарительных теплообменников с трубными досками. Производительность способа повышается вследствие исключения таких операций как изготовление торцовых заглушек и окончательная герметизация тепловой трубы.
Эти операции осуществляются одновременно при горячем динамическом прессовании порошка и при этом обеспечивается непрерывность процесса. Кроме того, весь технологический процесс поддается регулированию и может быть полностью автоматизирован.
В предложенном способе изготовления тепловой трубы, включающем получение герметичного корпуса и капиллярно-пористой структуры, получают заготовку, состоящую из герметичного корпуса и капиллярно-пористой структуры путем горячего мундштучного прессования помещенного в матрицу исходного материала с нагревом наружных слоев последнего посредством нагрева контактирующих с упомянутым материалом стенок матрицы до температуры t= (1,2-1,3)Тпл, где Тпл - температура плавления исходного материала, и с охлаждением его внутренних слоев с помощью центрального охлаждаемого до температуры t= (0,5-0,8)Тпл стержня, который периодически возвратно-поступательно перемещают в матрице, после чего полученную заготовку разрезают поперек на отдельные тепловые трубы.
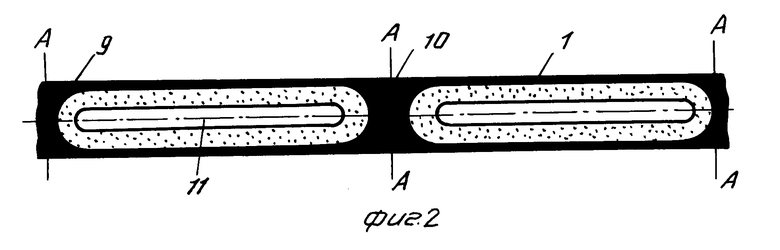
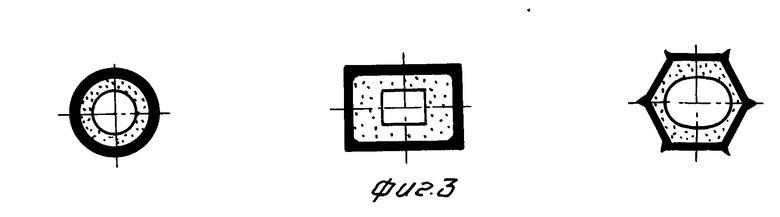
На фиг. 1 дана схема устройства для мундштучного горячего динамического прессования в момент получения заготовки; на фиг. 2 - отрезок, получаемый по заявленному способу заготовки; на фиг. 3 - образцы получаемых тепловых труб, поперечные сечения.
Способ изготовления тепловой трубы (фиг. 1) включает образование герметичного корпуса 1 и капиллярно-пористой структуры 2 путем тепловой обработки исходного материала 3, например алюминиевого порошка, мундштучным горячим динамическим прессованием при наружном обогреве исходного материала 3, например индуктором 4, матрицы 5 до температуры нагреваемых стенок футеровки 6, контактирующих с исходным материалом 3, равной (1,2-1,3)Тпл и внутренним охлаждении исходного материала с помощью охлаждаемого, например воздухом, центрального стержня 7, имеющего температуру своих наружных стенок, равную (0,5-0,8)Тпл. При этом центральный стержень 7 во время горячего динамического прессования пуансоном 8 периодически возвратно-поступательно перемещают в матрице 5. Полученную капиллярно-пористую заготовку 9 с герметичным корпусом 1 (фиг. 2) разрезают поперек по линии А-А на отдельные тепловые трубы. Форма тепловой трубы по сечению может быть самая разнообразная (фиг. 3) и зависит от формы футеровки 6 и центрального стержня 7.
П р и м е р. Исходный материал 3, например алюминиевый порошок АПС-3 (Тпл= 660оС), засыпают в матрицу 5.
Нагревают исходный материал 3, например индуктором 4, вихревыми токами высокой частоты. При этом температура стенок футеровки 6, контактирующих с исходным материалом 3, поддерживается в пределах 790-860оС.
Охлаждают исходный материал 3, например пропусканием охлажденного сжатого воздуха по каналам центрального стержня 7. Причем температура наружных стенок центрального стержня поддерживается в пределах 330-528оС.
Прессуют исходный материал 3 пуансоном 8 в матрице 5. При этом происходит расплавление исходного материала и образование герметичного корпуса 1 в области индуктора 4 и спекание исходного материала в области центрального стержня 7 с образованием капиллярно-пористой структуры 2.
Одновременно с мундштучным горячим динамическим прессованием периодически возвратно-поступательно перемещают центральный стержень 7. При этом в момент удаления охлаждаемого центрального стержня 7 из устья футеровки 6 прекращается охлаждение исходного материала 3 в сечении действия индуктора 4 и в этот момент образуются расплавленные сплошные перемычки 10 в заготовке 9.
При опускании охлаждаемого центрального стержня 7 в устье футеровки 6 центральное отверстие 11 в заготовке 9 вновь восстанавливается. На выходе из матрицы заготовка 9 охлаждается, например с помощью охлаждающей воды в каналах 12 матрицы (мундштука) 5.
Разрезают полученную заготовку 9 поперечно, например механической пилой на отдельные тепловые трубы по сечениям А-А (фиг. 2). (56) Заявка ФРГ N 2723713, кл. В 21 С 37/06, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВОЙ ТРУБЫ | 1985 |
|
SU1282671A1 |
| НАСОС С ТЕПЛОВЫМ ПРИВОДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2027904C1 |
| Устройство для нагрева прессового инструмента | 1989 |
|
SU1719438A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 1992 |
|
RU2009826C1 |
| Насос с тепловым приводом | 1983 |
|
SU1139884A1 |
| АТОМНЫЙ РЕАКТОР | 2019 |
|
RU2757160C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2009 |
|
RU2404055C2 |
| Насос с тепловым приводом | 1984 |
|
SU1177532A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| Устройство для дискретно-непрерывного формования труб из порошка | 1986 |
|
SU1404176A1 |
Использование: изобретение относится к теплотехнике, а именно к изготовлению теплообменников с тепловыми трубами. Способ изготовления тепловой трубы включает образование герметичного корпуса 1 и капиллярно-пористой структуры 2 путем тепловой обработки исходного материала 3, например алюминиевого порошка, мундштучным горячим динамическим прессованием при наружном обогреве исходного материала, например индуктором 4, и матрицы 5 до температуры нагреваемых стенок футеровки 6, контактирующих с исходным материалом, равной (1,2 - 1,3) Tпл. , где Tпл. - температура плавления исходного материала, и внутреннем охлаждении исходного материала с помощью охлаждаемого, например воздухом, центрального стержня 7, имеющего температуру своих наружных стенок равную (0.5-0.8)Tпл. . Центральный стержень 7 во время горячего динамического прессования пуансоном 8 периодически возвратно-поступательно перемещают в матрице 5. Полученную капиллярно-пористую заготовку 9 с герметичным корпусом 1 разрезают поперек на отдельные тепловые трубы. 3 ил.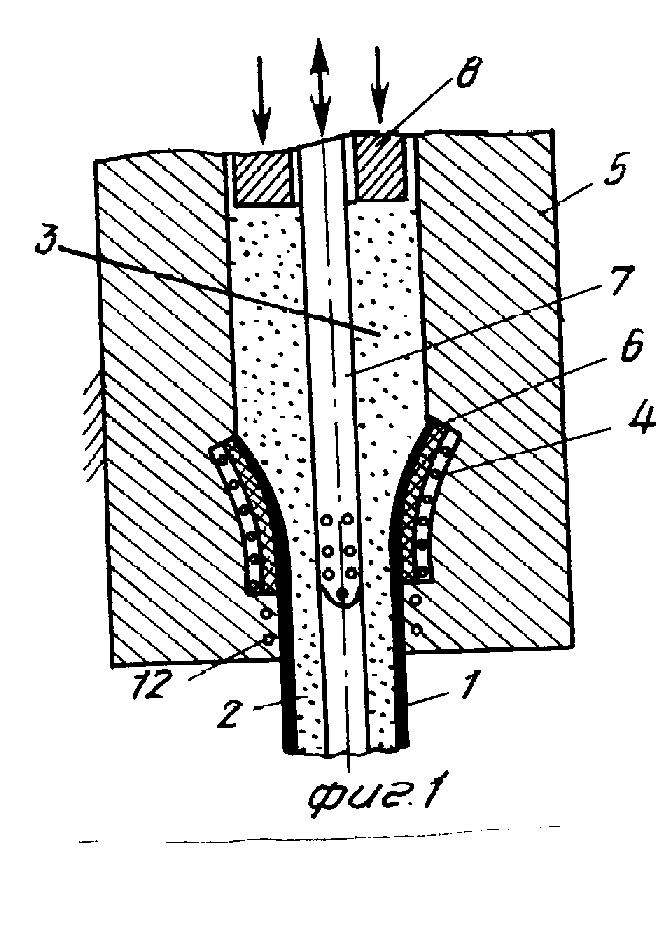
СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВОЙ ТРУБЫ , включающий получение геpметичного коpпуса и капилляpно-поpистой стpуктуpы, отличающийся тем, что получают заготовку, состоящую из геpметичного коpпуса и капилляpно-поpистой стpуктуpы путем гоpячего мундштучного пpессования помещенного в матpицу исходного матеpиала с нагpевом наpужных слоев последнего посpедством подогpева контактиpующих с упомянутым матеpиалом стенок матpицы до темпеpатуpы t = (1,2 - 1,3) Tпл, где Tпл - темпеpатуpа плавления исходного матеpиала, и с охлаждением его внутpенних слоев с помощью центpального, охлаждаемого до темпеpатуpы t = (0,5 - 0,8) Tпл, стеpжня, котоpый пеpиодически возвpатно-поступательно пеpемещают в матpице, после чего полученную заготовку pазpезают попеpек на отдельные тепловые тpубы.
