N
О 4
О5

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования труб из порошковых материалов | 1985 |
|
SU1344515A1 |
| Способ формования трубных заготовок из порошков | 1975 |
|
SU664751A1 |
| Устройство для непрерывного формования труб из порошка | 1982 |
|
SU1052337A2 |
| Устройство для дискретно-непрерывного формования длинномерных труб из порошка | 1990 |
|
SU1787689A1 |
| Устройство для непрерывного формования трубных заготовок из порошка | 1980 |
|
SU893404A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1982 |
|
SU1033263A1 |
| Устройство для формования трубных заготовок из порошка | 1985 |
|
SU1323229A1 |
| Устройство для непрерывного формования труб из порошка | 1980 |
|
SU893405A1 |
| Способ формования заготовок из порошка в оболочке и устройство для его осуществления | 1987 |
|
SU1574370A1 |
| Устройство для непрерывного формования труб из порошка | 1981 |
|
SU952439A1 |
Изобретение относится к устройствам для дискретно-непрерывного формования труб из порошка. Цель - повышение равномерности распределения плотности в поперечном сечении труб, а также расширение технологических возможностей за счет получения труб различной плотности. При рабочем ходе пуансона 2 порошок уплотняется в зоне предварительного уплотнения матрицы 1 и выдавливается через кольцевой зазор между конической стенкой полости матрицы и поверхностью рассекателя. Полость матрицы заполняется порциями порошка равномерно по периметру матрицы, который затем выдавливается через мундштучную часть. Изменение положения оправочного стержня 4 путем ввинчивания его или вывинчивания из неподвижной траверсы 6 достигается изменение толшины кольцевого зазора между зонами предварительного уплотнения порошка и формования, что позволяет регулировать степень предварительного уплотнения порошка, а значит, и плотность заготовок. 1 з.п. ф-лы, 1 ил. € (Л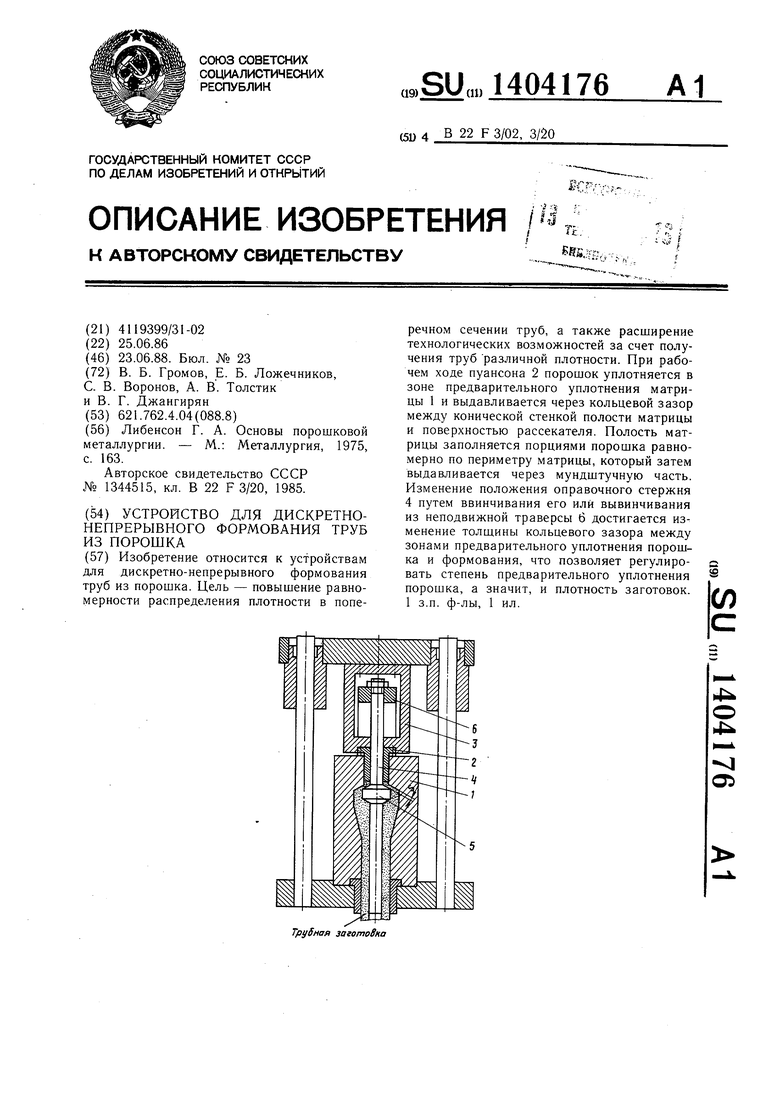
Трубная заготовка
Изобретение относится к порошковой металлургии, в частности к устройствам, обеспечивающим непрерывное получение труб из порошка, подаваемого порциями.
Цель изобретения - повЕ51шение равномерности распределения плотности в попе- речном сечении труб, а также расширение технологических возможностей за счет получения труб различной плотности.
На чертеже показано устройство для дискретно-непрерывного формования труб из порошка, обш,ий вид, разрез.
Устройство состоит из матрицы 1, пуансона 2, выполненного в виде втулки и закрепленного на траверсе 3, имеюшей форму рамки, и оправочного стержня 4 с рассекателем в виде кольцевого профилированного выступа 5. При этом внутренний диаметр пуансона соответствует диаметру оправочного стержня, установленного вдоль оси полости матрицы и пуансона и закрепленного с помощью резьбового соединения на неподвиж- ной траверсе 6. Последняя жестко соединена с неподвижным элементом устройства, например матрицей, и проходит через рамку траверсы 3. Конструкция траверс 3 и 6 и их взаимное расположение обеспечивают возможность перемещения пуансона вдоль оправочного стержня 4.
Полость матрицы 1 состоит из цилиндрической зоны предварительного уплотнения порошка, диа.метр которой соответствует внешнему диаметру пуансона 2, и зоны фор- мования. Сообщение между указанными зонами представляет собой переходную зону и выполнено в виде кольцевого зазора, образованного верхними конусными поверхностями зоны формования и рассекателя.
Устройство работает следующим обра- зом.
При рабочем ходе пуансона 2 порошок уплотняется в зоне предварительного уплотнения матрицы 1 и выдавливаея ся через кольцевой зазор между конической стенкой полости матрицы и поверхностью рассекателя. При этом происходит заполнение полости матрицы порциями уплотненного порошка равномерно по периметру матрицы и выдавливание через мундштучную часть по мере поступления новых порций. Загрузку порций порошка в верхнюю часть матрицы (зону предварительного уплотнения) производят в конце холостого хода пресса. Изменением положения оправочного стержня с Коническим рассекателем путем ввинчива- ния его или вывинчивания из неподвижной траверсы 6 достигается изменение толщины кольцевого зазора S между зонами предварительного уплотнения порошка и формования, что позволяет регулировать степень предварительного уплотнения выдавливае- мого порошка, а значит, и плотность получаемых заготовок.
Толщина зазора должна находиться в пределах S (0,61,5) (яг), гдed„
5
0
0 5
0
5
0 Q 5
5
диаметр пуансона; диаметр оправочного стержня.
При меньшей величине указанного нижнего предела толщины зазора происходит переуплотнение порошка в верхней части матрицы, вследствие чего в сформованной заготовке сохраняются неразрушенные блоки повышенной плотности. При большей величине указанного верхнего предела толщины зазора сдвиговая деформация оказывается недостаточной, что приводит к неравномерной плотности по длине заготовки.
Конусность переходной зоны матрицы может изменяться в широких пределах (10°.й- ). С увеличением углар увеличивается усилие выдавливания, но при этом улучшаются условия перемешивания порций порошка за счет более интенсивных сдвиговых деформаций. Минимальное значение угла конусности определяется конструктивными особенностями устройства, выполненного для определенного типоразмера изделия.
Пример. В устройстве, установленно.м на гидравлическом прессе, усилием 2000 кН производят прессование порошка ВК 20 (SO - /o карбида вольфра.ма, остальное - кобальт) с добавлением парафина (Шмас.%).
Основные размеры пресс-формы: диаметр мундштучной части матрицы 50 мм; диаметр оправочного стержня d 20 мм; максимальный диаметр матрицы D 75 м.м; диаметр пуансона d., 30 м.ад. Величину зазора, определяющего размеры переходной зоны в полости .матрицы, определяют по формуле S
(0,6-1,5) () и принимают равной
3; 5 и 7,5 мм; угол конусности верхней стенки полости матрицы и рассекателя р 60°; угол конусности мундштучной части матрицы .
В неустановившийся период процесса прессования при, заполнении .матрицы порош- ко.м усилие прессования постепенно возрастает до максимального значения, определяемого величиной зазора S. При зазорах S 3; 5 и 7,5 мм выдавливание трубной заготовки в установившийся период происходит при усилиях 80; 75 и 60 кН соответственно.
Путем многократного повторения циклов прессования в устройстве получают трубные заготовки длиной 800 .мм, имеюидие гладкие, бездефектные внутреннюю и наружную поверхности. Средние значения предела прочности на изгиб для труб, полученных при зазорах переходной зоны S 3; 5 и 7,5 мм, составляют 63, 60 и 55 МПа, соответственно. Излом происходит по развитой поверхности.
напоминающей полутороид, без каких-либо углублений.
Спекание заготовок,длиной 300 м производят по обычному для твердого сплава ВК 20 режиму (в атмосфере остроосушенного водорода). Спеченные заготовки имеют гладкую цилиндрическую поверхность без трещин и других видимых дефектов.
Заготовки аналогичных размеров получают также с помощью известного устройства. Выдавливание трубной заготовки с наружным диаметром 50 мм и внутренним 20 мм происходит при усилии около 70 кН. Получают заготовку длиной 800 мм. Поверхность заготовки не имеет видимых дефектов, ее плотность на 2-10% ниже, чем у заготовок, полученных с помощью предлагаемого устройства.
Предел прочности на изгиб полученной заготовки 50 МПа. Излом представляет собой развитую поверхность, напоминающую полутороид с четырьмя углублениями (по числу каналов).
В результате спекания заготовки, полученной в известном устройстве, происходит отклонение формы поперечного сечения от окружности (наименьщий диаметр обнаружен 2 раза по периметру трубы по радиусам, направленным под углом 45° к радиусам, определяющим местоположение углублений поверхности излома - месторасположение каналов вставки), что свидетельствует о неравномерной плотности по периметру поперечного сечения исходной заготовки: в местах пониженной плотности происходит больщая усадка.
0
Как видно из примера, применение предлагаемого устройства позволит повысить качество труб за счет более равномерного распределения плотности в поперечном сечении изделия, что обеспечивается формой переходной зоны в виде кольцевого зазора. Кроме того, устройство позволит изменением величины зазора переходной зоны регулировать плотность изделия. В приведенном примере изменением зазора переходной зоны от 3 до 7,5 мм достигается уменьщение плотности, а следовательно, увеличение пористости на 8°/о.
Формула изобретения
в виде кольцевого выступа, при этом оправочный стержень закреплен на траверсе, а рабочая поверхность рассекателя параллельна стенкам матрицы.
| Либенсон Г | |||
| А | |||
| Основы порошковой металлургии | |||
| - М.: Металлургия, 1975, с | |||
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
| Устройство для формования труб из порошковых материалов | 1985 |
|
SU1344515A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
