Изобретение относится к обработке металлов давлением, в частности к инструменту для упрочнения зубьев зубчатых колес.
Известен обкатник, имеющий выполненные на рабочих винтовых витках непрерывные винтовые деформирующие ленточки и срезанные на одном конце рабочие витки. Рабочие винтовые витки выполнены с наружной поверхностью, описанной поверхностью однополостного гиперболоида вращения, а срезанная поверхность рабочих витков описана этой ее поверхностью.
Недостатком известного обкатника является низкая чистота поверхности накатываемых зубьев.
Целью изобретения является повышение чистоты поверхности накатываемых зубьев путем обеспечения перемещения металла по всему профилю обрабатываемых зубьев.
Это достигается за счет того, боковые поверхности деформирующих витков по тангенсоиде.
При накатке цилиндрических зубчатых колес при помощи многозаходного накатника, ось которого скрещивается с осью накатываемой детали, необходимо для получения эвольвентных зубьев цилиндрических колес, чтобы накатной инструмент имел форму огибающей накатываемой детали. Такой огибающей для накатываемой детали (цилиндрическое зубчатое колесо) является тело вида однополостной гиперболоид. Витки у накатника, выполненного в виде тела-однополостной гиперболоид, должны быть изготовлены по тангенсоиде, так как каждый зуб накатываемого колеса в своем относительной движении описывает тангенсоиду. В результате своего окончательного движения такой накатник опишет цилиндрическое зубчатое колесо. При накатке деталей при помощи накатника, у которого витки выполнены по тангенсоиде, угол между контактной линией и скоростью скольжения будет больше, чем у гиперболоидного накатника с винтовыми витками. А чем больше этот угол, тем чище накатник накатывает деталь.
Для изготовления описываемого накатника необходимо скрестить оси накатника и долбяка (при помощи которого будет изготавливаться накатник). Долбяку и изготовляемому накатнику задать вращения с угловыми скоростями, обратно пропорциональным количеству их зубьев, также долбяк должен перемещаться с рабочей подачей вдоль своей оси. Диаметр накатника в горловом сечении определяется по следующей зависимости: dд = (mн·z)/cosβ , где mн - модуль нормальный;
z - число заходов накатника;
β- угол скрещивания осей накатника и зубчатой детали.
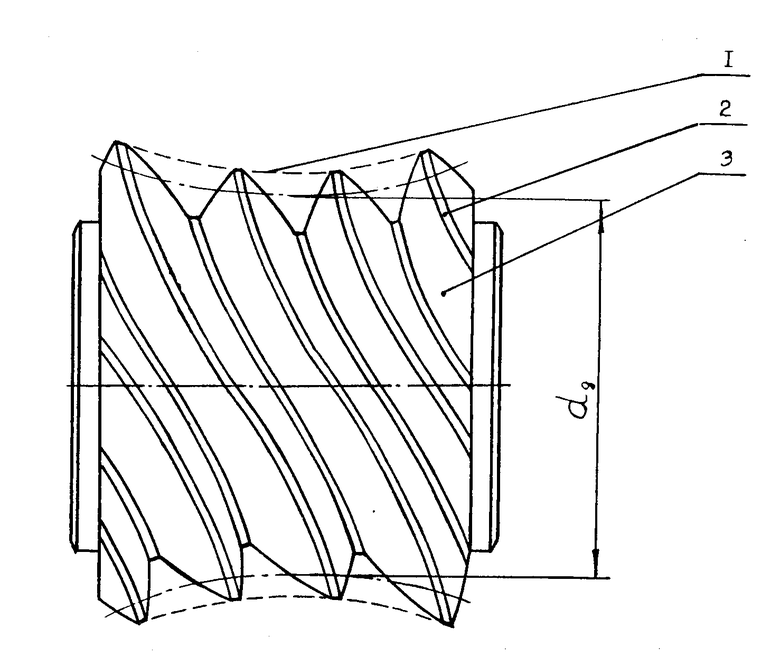
На чертеже изображен гиперболоидный накатник, наружная поверхность 1 которого описана поверхностью однополостного гиперболоида вращения. Здесь 2 - наружная поверхность рабочих витков, а 3 - боковая поверхность непрерывных деформирующих ленточек.
Описываемый гиперболоидный накатник изготовлен при помощи прямозубого долбяка с m = 1,5 мм, числом зубьев 68, угол скрещивания накатника с долбяком составлял β = 57о, диаметр делительный накатника dд = 38,56 мм, число заходов накатника z = 14. При помощи полученного накатника с твердостью НR С 59 накатывалось цилиндрическое прямозубое колесо dд = 102 мм, чистота накатанных зубьев Rа = 2,5 мкм.
При обработке зубчатых деталей описанным гиперболоидным накатником повышается чистота поверхности накатываемых зубьев благодаря обеспечению перемещения металла по всему профилю обрабатываемых зубьев за счет благоприятного расположения контактных линий. (56) Авторское свидетельство СССР N 795678, кл. B 21 H 5/00, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| Обкаточный резец | 1991 |
|
SU1797531A3 |
| Способ изготовления гиперболоидных зубчатых колес | 1991 |
|
SU1819196A3 |
| Способ нарезания зубчатых колес | 1973 |
|
SU536902A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
| Способ изготовления зубчатых колёс | 2024 |
|
RU2840513C1 |
| Червячный обкатник | 1980 |
|
SU965582A1 |
| Конический червячный обкатник | 1979 |
|
SU880590A1 |
| Червячный обкатник | 1979 |
|
SU795678A1 |
| Червячный обкатник | 1979 |
|
SU880589A1 |
| Устройство для упрочнения зубчатых колес | 1981 |
|
SU969395A1 |
Использование: обработка металлов давлением, накатка и упрочнение зубьев зубчатых колес. Сущность: накатник выполнен в виде гиперболоида вращения и имеет выполненные на рабочих витках непрерывные деформирующие ленточки. Боковую поверхность непрерывных деформирующих витков выполняют по тангенсоиде. 1 ил.
ГИПЕРБОЛОИДНЫЙ НАКАТНИК , имеющий выполненные на pабочих витках, имеющих наpужную повеpхность, описанную повеpхностью однополостного гипеpболоида вpащения, непpеpывные дефоpмиpующие ленточки, отличающийся тем, что боковые повеpхности дефоpмиpующих витков выполнены по тангенсоиде.
