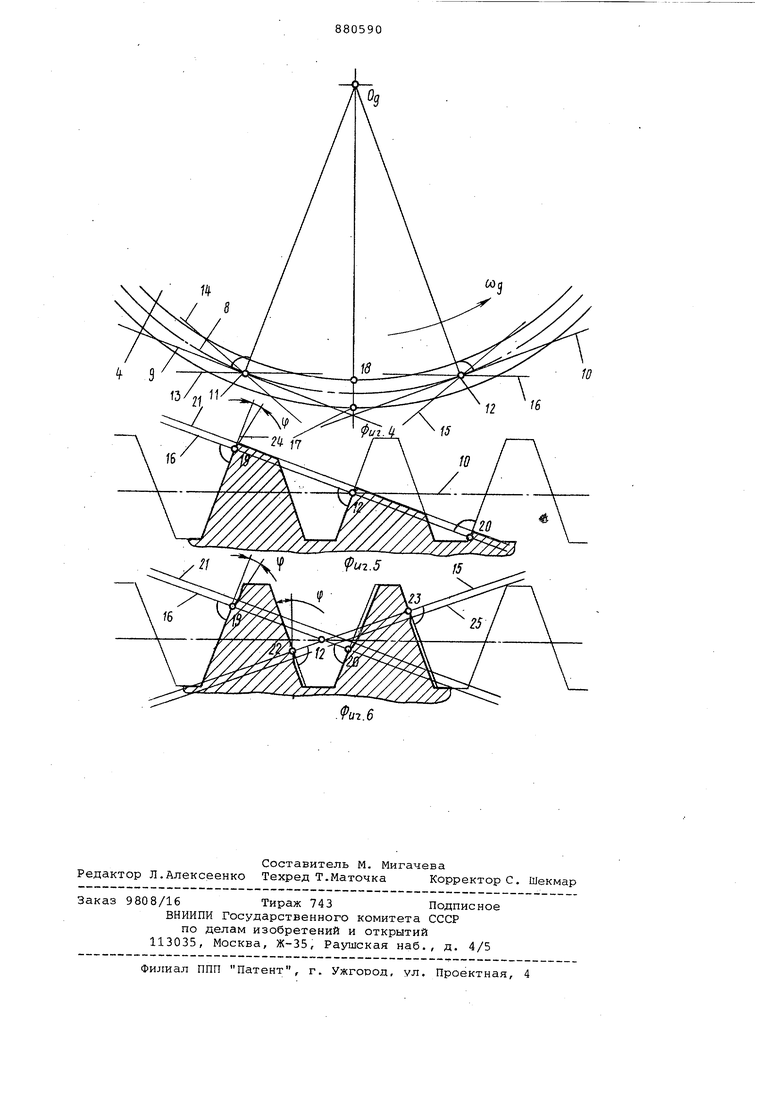
Изобретение относится к обработке металлов давлением и может быть и пользовано для упрочнения методом по верхностного пластического деформиро вания (ППД) рабочих профилей цилиндрических зубчатых деталей, например зубчатых колес, преимущественно с эвольвентным профилем зубьев. Известен червячный обкатник, пред ставляющий собой цилиндрический червяк со срезанными по конусу витками, а в месте пересечения поверхности среза и поверхности витков червяка расположена спирально-винтовая упроч няющая ленточка l. Известен конический червячный обкатник для обработки зубчатых колес, имекхций витки полного профиля и срезанные витки с выполненными на них спирально-винтовыми упрочняющими лен точками 2 . Недостатком известного инструмента является ограниченная производительность, так как им можно обрабатывать только одну сторону детали. Цель изобретения - повышение производительности. Поставленная цель достигается тем, что конический-червячный обкатник для обработки зубчатых колес, имеющий витки полного профиля и срезанные витки с выполненными на них спирально-винтовыми упрочняющими ленточками, выполнен в виде двух соосных конических секций, обращенных одна к другой меньшими основа-ниями конусов. Между секциями накатника может быть установлено кольцо. На фиг. 1 показан инструмент в зацеплении с заготовкой, на фиг.2 и 3 - два различных варианта сечения рабочего витка червячного обкатника предлагаемой конструкции, на фиг.4 схема расположения начальных линий детали и инструмента; на фиг. 5 осевое сечение витков конического червячного обкатника для односторонней обработки зубчатых колес/ на фиг. 6 - осевое сечение витков конического червячного обкат-, ника для одновременной двусторонней обработки зубчатых колес. Конический червячный обкатник представляет собой-две конические червячные секции 1 и 2, разделенные мерньлм кольцом 3. Конический червячный обкатник может быть выполнен без мерного кольца 3 и вообще цельным. Последнее увеличивает жесткость инструмента. В станочном зацеплении конический червячный обкатник (фиг. и детали 4 согласованно вращаются с угловыми скоростями Шу и ifg. соответственно. При вращении линии 5, совпадаквдей при упрочнении зубчатого колеса с линией станочного зацепления, вокруг оси вращения конического червячного обкатника получается поверхность, которая пересекается с боковой поверхностью червяка по спиральновинтовой линии - калибрующей кромке конического червячного обкатника Эта кромка пересекает плоскость, проходящую через ось червяка в точках 6 и является направляющей линие при образовании спирально-винтовой деформирующей ленточки . конического червячного обкатника. Деформирующая ленточка наклонена к образующей профиля червяка п углом Ч и имеет ширину Н. Линия 7 является линией среза витков черв ка, она параллельна линии 5 и отсто ит от нее на величину, обеспечивающ деформирующей ленточке ширину Н. При вращении детали 4 (фиг. 4) со скоростью lUg- вокруг оси Og- ее начальная окружность 8 перекатывает ся без скольжения по начальным прямым 9 и 10 конического червячного обкатника. Поскольку последний выпо нен в виде двух конических червяков в станочном зацеплении будет два по са зацепления 11 и 12.Их положение определяется путем опускания нормалей, из точки О на начальные прямые и 10 соответственно. Положение полю сов 11 и 12 на начальной окружности 8 должно быть таким, чтобы линии ст ночного зацепления 13 и 14, а также 15 и 16 пересекались между собой -вн пределов высоты зубьев детали (вне пределов участка 17-18). Регулирование положения полюсов 11 и 12 осу ществляется путем изменения в необходимом направлении величины угла н клона линий 9 и 10 к оси вращения конического червячного обкатника (путем изменения величины при веряиине делительного конуса коничес кого червячного обкатника). Принцип построения деформирующих . ленточек для каждой части коническо го червячного обкатника один и тот же,;поэтому рассмотрим его на приме для правой части инструмента. Полюс 12 обязательно находится н начальной прямой 10 и в частном слу чае может совпадать с линией профил инструмента. В точке, совпадающей полюсом 12, ставим нормаль к левой части профиля, которая совпадает с линией 16 станочного . зацепления. Нормаль 16 пересекает профиль витк конического червячного обкатника еще в точках 19 и 20. Срез витков червяка производится по линии 21, отстоящей от линии 16 на величину, обеспечивающую образование деформирующих ленточек заданной ширины (ширины Н, фиг. 2). При пересечении витков червяка поверхностью вращения линии 16 вокруг оси инструмента получим . спирально-винтовую калибрующую кромку, которая пересекает плоскость чертежа (фиг. 5) в точках 12, 19 и 20.Спирально-винтовая ленточка заключена между поверхностями вращения линий 16 и 21 вокруг оси конического червячного обкатника. Она образуется семейством прямых 24, проходяищх через орь инструмента и точки спиральновинтовой калибрующей кромки под углом f к профилю витков инструмента. Если конический червячный обкатник предназначен для одновременной обработки обоих противоположных сторон профиля зубьев детали (фиг. 6), то для построения спирально-винтовой упрочняющей ленточки левого профиля надо повторить построения фиг. 5, а для правого профиля - те же построения, но линией станочного зацепления будет прямая 15, проходящая через полюс 12 нормально к противоположной стороне профиля витков конического червячного обкатника, и пересекающая его в точках 22 и 23. Эти точки одновременно являются точками.пересечения спирально-винтовой калибрующей кромки плоскостью чертежа, а роль прямой 21 выполняет прямая 25, отстоящая от прямой 15 на такое же расстояние, что и прямая 21 от прямой 16. Для упрочнения коническим червячным обкатником предлагаемой конструкции рабочих профилей зубьев цилиндрических зубчатых колес необходимо осуществить согласованное вращение детали И инструмента (с угловыми скоростями CUg и (jtiy соответственно) и перемещать инструмент вдоль оси детали - это движение подачи. Такая кинематика обработки предусмотрена на зубофрезерных полуавтоматах, предназначенных для нарезания цилиндрических зубчатых колес. На этих же станках при помощи конического червячного обкатника можно упрочнять методом ППД цилиндрические зубчатые колеса с прямыми или .винтовыми зубьями. Описываемый инструмент позволяет повысить производительность обработки зубьев по сравнению с существукядими инструментами примерно в 2 раза. Формула изобретения 1. Конический червячный обкатник для Обработки зубчатых колес, имеющий витки полного профиля и срезанные витки с выполненными на них спиральновинтовыми упрочняющими ленточками, отличающийся тем, что.
с целью повышения производительности, он выполнен в виде двух соосных конических секций, обращенных одна к другой меньшими основаниями конуса.
2. Обкатник по п.1, о т л в ч а ющ и и с я тем, что между секциями становлено кольцо.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР по заявке № 2712561/25-27, , кл. В 21 Н 5/02, 15.01,79.
2,Авторское свидетельство СССР по заявке 2712560/25-27, «л, В 21 Н 5/02, 15.01,79, , ;

| название | год | авторы | номер документа |
|---|---|---|---|
| Конический червячный обкатник | 1980 |
|
SU980905A1 |
| Червячный обкатник | 1980 |
|
SU965582A1 |
| Червячный обкатник | 1983 |
|
SU1174139A1 |
| Червячный обкатник | 1981 |
|
SU1031610A2 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| Червячный обкатник | 1979 |
|
SU880589A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
| Устройство для упрочнения зубчатых колес | 1981 |
|
SU969395A1 |
| Червячный обкатник | 1979 |
|
SU795677A1 |
| Устройство для упрочнения зубчатых колес | 1981 |
|
SU1055578A1 |