Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении различных листовых конусных элементов сварных конструкций.
Известен способ изготовления конусов (авт. св. N 633648, кл. В 21 D 41/00, 1978), заключающийся в деформировании раздачей и обжимом трубчатых заготовок, в котором заготовку раздают на предварительный конус, а затем с противоположного торца обжимают до требуемого конуса, при этом деформирование ведут с одинаковой для всех сечений суммарной степенью деформации.
Однако этот способ требует специальной оснастки под каждый диаметр и угол конуса.
Известны специальные штампы, в которых могут изготавливаться конусы определенной заданной конусности по лунке в матрице штампа (Мошнин Е. Н. Гибка, обтяжка и правка на прессах, М. : Машгиз, 1959, с. 164, фиг. 105 г).
Недостаток подобного широко применяемого способа - потребность в большом объеме штамповой оснастки под каждый типоразмер конуса.
Известен способ гибки методом последовательных нажатий на универсальных штампах, содержащих формообразующие секции, смонтированные с возможностью настроечного плоско-параллельного перемещения. При этом формообразующие секции выполнены одинаковыми и установлены в ряды вдоль продольной оси штампа с возможностью углового смещения одна относительно другой, а рабочие призмы выполнены каждая с цилиндрической рабочей поверхностью и с полусферическими торцами и установлены заподлицо с боковыми сторонами держателей [1] .
Недостатком данного способа является необходимость настройки формообразующих секций на каждый угол конусности, а также возникновение эксцентриситетов больших нагрузок на рабочие органы прессов. Эксцентриситеты нагрузок вызывают преждевременный износ и повреждение рабочих цилиндров прессов.
Целью изобретения является повышение производительности и надежности процесса.
Для этого матрицу используют с углом конусности формообразующей поверхности, равным среднему арифметическому углов конусности нескольких конусов, изготавливаемых на этой матрице, заготовку в матрице устанавливают верхней кромкой по малому радиусу кривизны формообразующей поверхности матрицы с учетом упругой отдачи, соответствующему малому радиусу изготавливаемого конуса, а матрицу вместе с заготовкой устанавливают на плите пресса до пересечения оси пуансона пресса с центром давления заготовки на формообразующую поверхность матрицы, определяемым центром тяжести трапеции давления, образованной основаниями, равными длинам дуг при контакте верхней и нижней кромок заготовки и формообразующей поверхности матрицы, расстояние между которыми равно ширине заготовки, и боковыми сторонами, углы наклона которых к оси трапеции равны углу конусности формообразующей поверхности матрицы.
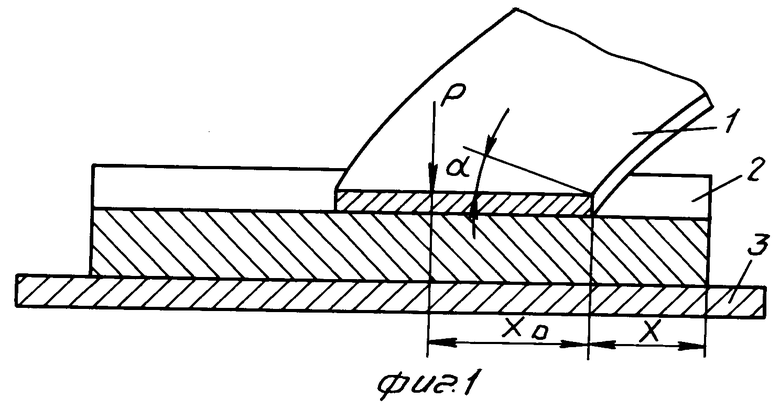
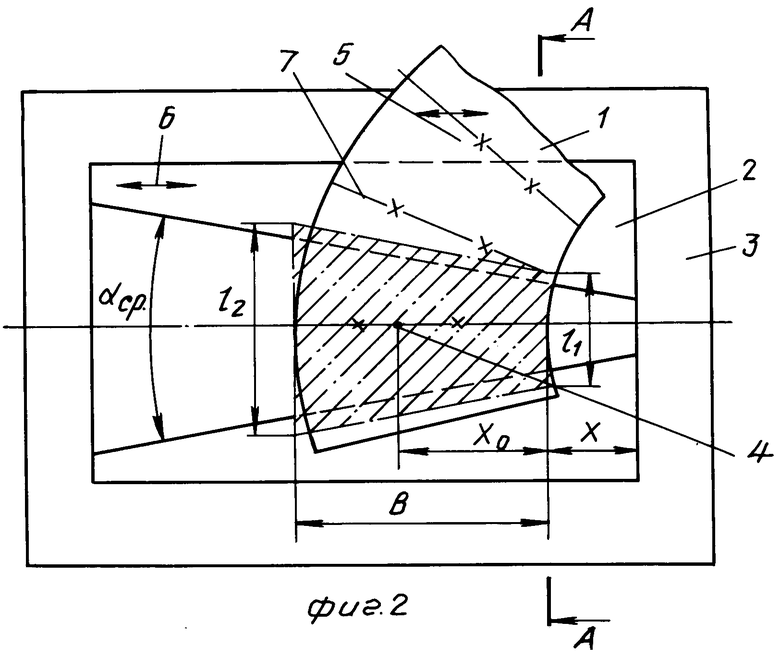
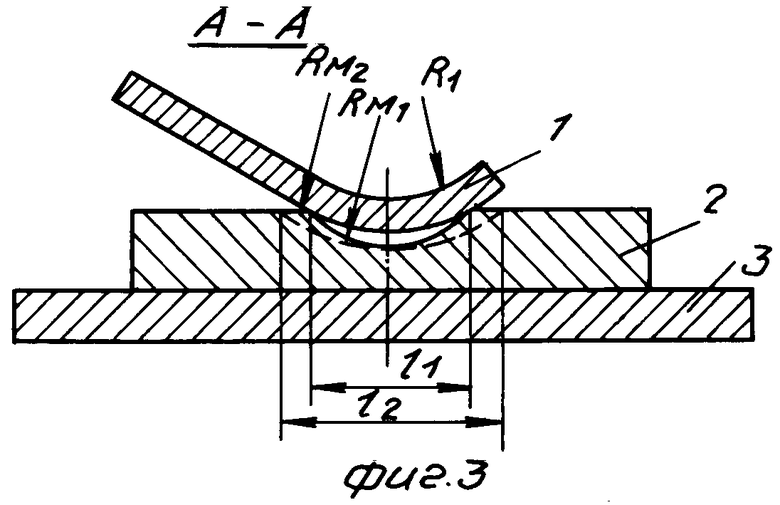
На фиг. 1 изображено продольное сечение матрицы; на фиг. 2 - формообразуемая заготовка, установленная на матрице, план; на фиг. 3 - разрез А-А на фиг. 2.
На чертежах приняты следующие обозначения: 1 - заготовка. 2 - матрица, 3 - плита пресса, 4 - центр тяжести трапеции давления, 5 - направление перемещения заготовки при установке на матрице и учете пружинения, 6 - направление перемещения матрицы вместе с заготовкой для исключения эксцентриситета нагрузки; α - угол конусности, детали, α ср - средний угол конусности матрицы, R1 - малый радиус конуса (готовой детали) после снятия нагрузки; Rм1 - малый радиус формообразующей поверхности матрицы; Rм2 - большой радиус формообразующей поверхности матрицы; Х - абсцисса установки заготовки на матрице; Хо - абсцисса установки матрицы, Р - усилие пресса; b - ширина заготовки; l1 и l2 - длины дуг контакта формообразующей поверхности матрицы и заготовки.
Заготовку 1 укладывают по направлению 5 на формообразующую поверхность матрицы 2 по малому радиусу R1 конуса, который с учетом упругой отдачи соответствует определенному радиусу матрицы Rм1, чем определяется абсцисса Х установки заготовки на матрице. Угол конусности формообразующей поверхности матрицы αcр выбран по среднему арифметическому углов конусности всех конусов, подлежащих формообразованию. В свою очередь матрица 2 так устанавливается на плите 3 пресса, чтобы результирующее усилие Р было направлено по оси пуансона. Абсцисса Хо - характеризует установку матрицы пресса.
Гибка конуса 1 осуществляется после установки матрицы и листовой заготовкой по абсциссам Х и Хо методом последовательных нажатий пуансоном. При этом абсцисса Хо вычисляется по известным формулам из геометрии, как центр тяжести трапеции давления (заштрихованный участок на фиг. 2) с основаниями, образованными длинами дуг l1 и l2 контакта формообразующей поверхности матрицы и кромок заготовки, (меньшего Rм1 и большего Rм2 радиуса), расстояние между которыми равно ширине заготовки b, и боковыми сторонами с углами наклона, равными углу конусности формообразующей поверхности матрицы. В центре тяжести трапеции давления находится равнодействующая Р сил взаимодействия изгибаемой заготовки и штампа, в связи с чем исключается нежелательный эксцентриситет нагрузок на рабочие органы гибочного оборудования.
П р и м е р. Конические переходы Д4-Д11 по черт. БЗСГО МСП N13 изготовляются из стали 09Г2С толщиной 30 и 40 мм размерами по наибольшему диаметру 1382 и 1182 мм, шириной 376-995 мм, при угле конусности от 8 до 25о. По предложенному способу эти конические переходы изготавливаются в одном штампе с углом конусности формообразующей поверхности (8о+25о)/2= 16,5о. Матрица штампа имеет габариты 1300х1150х330 мм при массе 2,5 т, пуансон 1300 х 1000х900 мм при массе 3,5 т. Точность изготовления конусов по отклонениям от шаблона 2-3 мм. Размеры установки заготовки на матрице для различных переходов составляют х= 575 (для Д4), 375 (для Д5, Д6), 275 (для Д7, Д8), 375 (для Д9) и 170 мм (для Д10, Д11). Размер установки матрицы по центру давления соответственно хо= 170, 330, 395, 250 и 345 мм (фиг. 1). Таким образом на одном штампе изготавливается восемь типоразмеров конусов. Все конуса изготовлены без гибочных припусков.
Гибку производят следующим образом.
Сначала размечают образующие конуса через 100 мм от края заготовки (по две образующих) и еще три образующих через равные промежутки. Устанавливают заготовку на матрице по размеру Х, а затем саму матрицу на плите пресса по размеру Хо выставляют на ось пресса. Гибку начинают от центральной образующей к одной и другой кромке последовательными переходами. Все восемь типоразмеров конусов после гибке на данной матрице находились в пределах допусков на корпусные детали в соответствии с ОСТ 5.9091-80 и были изготовлены без гибочных припусков. При этом эксцентриситета нагрузки не отмечалось.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК | 1993 |
|
RU2102170C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194588C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194587C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОТОРОИДАЛЬНЫХ ИЛИ ЭЛЛИПТИЧЕСКИХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397836C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2199408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ И УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323795C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ | 2004 |
|
RU2259249C1 |
Сущность: берут матрицу с углом конусности формообразующих поверхностей, равным среднему арифметическому углов конусности нескольких конусов, изготавливаемых на этой матрице. Листовую заготовку устанавливают в матрице верхней кромкой по малому радиусу кривизны формообразующей поверхности с учетом упругой отдачи, соответствующему малому радиусу изготавливаемого конуса. Далее матрицу вместе с заготовкой устанавливают на плите пресса до пересечения оси пуансона с центром давления заготовки на формообразующую поверхность матрицы. Центр давления определяется центром тяжести трапеции давления, образованной основаниями, равными длинам дуг при контакте верхней и нижней кромок заготовки и формообразующей поверхности матрицы и боковыми сторонами, углы наклона которых к оси трапеции равны углу конусности формообразующей поверхности матрицы. Затем заготовку гнут последовательным нажатием пуансона по образующим конуса. 3 ил.
СПОСОБ ФОРМООБРАЗОВАНИЯ КОНУСОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК, включающий установку заготовки в конической матрице пресса и ее последующую гибку методом последовательных нажатий пуансоном по образующим конуса, отличающийся тем, что, с целью повышения производительности и надежности процесса, формообразующие поверхности матрицы используют с углом конусности, равным среднему арифметическому углов конусности нескольких конусов, изготавливаемых на этой матрице, заготовку в матрице устанавливают верхней кромкой по малому радиусу кривизны формообразующей поверхности матрицы с учетом упругой отдачи, соответствующему малому радиусу изготавливаемого конуса, а матрицу вместе с заготовкой устанавливают на плите пресса до пересечения оси пуансона пресса с центром давления заготовки на формообразующую поверхность матрицы, определяемым центром тяжести трапеции давления, образованной основаниями, равными длинам дуг при контакте верхней и нижней кромок заготовки и формообразующей поверхности матрицы, расстояние между которыми равно ширине заготовки, и боковыми сторонами, углы наклона которых к оси трапеции равны углу конусности формообразующей поверхности матрицы.
