Изобретение относится к машиностроению и может быть использовано для повышения износостойкости чугунных элементов трибосопряжений, работающих в условиях граничного трения в масляно-абразивных средах.
Известен способ поверхностного упрочнения чугунных изделий, заключающийся в обработке поверхности детали быстровращающимся металлическим диском, так называемая фрикционно-упрочняющая обработка (ФРУО). При использовании данного способа можно проводить упрочнение наружных и внутренних цилиндрических, конических, а также винтовых поверхностей.
В результате ФРУО на поверхности детали за счет импульсного нагрева до температуры выше Ас3 (вследствие трения скольжения), высокоскоростного пластического деформирования и ускоренного охлаждения формируется белый слой, обладающий повышенной твердостью по сравнению с мартенситом обычной закалки и пониженной травимостью в металлографических реактивах.
Износостойкость упрочненного слоя и определяющая ее в условиях абразивного изнашивания микротвердость зависят от марки обрабатываемого металла и технологических факторов процесса ФРУО: линейных скоростей поверхностей диска V1, детали V2, скорости продольного перемещения диска V1п (продольной подачи S) и глубины t деформирования упрочняемой поверхности. Создать условия для формирования белых слоев, обеспечивающих упрочненной поверхности детали максимальную в данных условиях трения износостойкость, можно путем представления ее в виде целевой функции технологических факторов процесса ФРУО и последующего проведения экстремальных экспериментальных исследований.
В результате ФРУО микротвердость упрочненной поверхности чугунной детали может быть повышена более, чем в два раза, а износостойкость - более, чем в три раза. При этом износостойкость неупрочненной чугунной контрдетали при граничном трении в масляно-абразивной среде возрастает почти в три раза. Повышенная микротвердость белого слоя обусловлена специфичностью его структуры. Упрочненный слой, образующийся в процессе ФРУО чугунных деталей, состоит из мелкоигольчатого мартенсита и остаточного аустенита. Дисперсность указанных структурных составляющих на порядок превышает рассматриваемый показатель для данных структур, формирующихся в результате обычной закалки.
Недостатком известного способа поверхностного упрочнения является относительно невысокая теплостойкость сформировавшегося слоя. Так, микротвердость поверхности металла, подвергнутого ФРУО, в результате отпуска при нагреве до температуры 570-770К снижается почти в два раза. Уменьшение микротвердости обусловлено распадом мартенсита в процессе отпуска, в результате чего упрочненный слой приобретает структуру троостита или сорбита отпуска, имеющих невысокую микротвердость.
Цель изобретения - повышение износостойкости и теплостойкости чугунных деталей при работе в условиях граничного трения в масляно-абразивной среде путем формирования на поверхности детали упрочненного теплостойкого слоя.
Цель достигается тем, что в смазочно-охлаждающую жидкость (СОЖ), подаваемую в зону обработки при ФРУО, добавляют коллоидный графит в количестве 4,4-6% (по весу).
Сопоставляемый анализ с прототипом показывает, что заявляемый способ отличается от известного тем, что в результате упрочнения металла происходит повышение теплостойкости поверхностного слоя по сравнению с теплостойкостью слоя, упрочненного известным способом.
Различная теплостойкость слоев, сформировавшихся в результате упрочнения известным и предлагаемым способами, объясняется разным структурным составом этих слоев, что вызвано отличающимися условиями их образования. Формирование упрочненного слоя при ФРУО известным способом обусловлено процессом мартенситного превращения в поверхностном слое металла, сопровождающимся его интенсивным пластическим деформированием. В процессе ФРУО в упрочненном слое образуется остаточный аустенит и мелкоигольчатый мартенсит, имеющие более высокую дисперсность по сравнению с данными структурами, формирующимися в процессе обычной закалки, что определяет высокую микротвердость и износостойкость обработанного металла.
В процессе обработки вследствие локального высокоскоростного сдвигового деформирования во фрикционном контакте происходит удаление пленки окислов и смазки с упрочняемой поверхности. Образование ювенильной поверхности, являющейся эффективным катализатором многих физико-химических процессов, приводит к резкому возрастанию свободной энергии кристаллической решетки металла с одновременным снижением энергии активизации. Вследствие значительных градиентов температур и сдвиговых деформаций, несмотря на кратковременность процесса обработки, возможна интенсификация процессов термодиффузии углерода из окружающей среды, обусловливающая формирование в упрочненном слое мелкодисперсных карбидов железа. Фактором, усиливающим интенсификацию термодиффузионных процессов углерода в упрочняемый объем металла при ФРУО, является повышенная концентрация данного элемента во фрикционном контакте диска и детали. Повышение концентрации углерода в зоне обработки обусловлено термическим разложением углеводородной смазки (минерального масла), сопровождающегося выделением атомарного углерода, а также его наличием в СОЖ в виде мелкодисперсной механической примеси - коллоидного графита. Повышенное содержание углерода в зоне обработки за счет увеличения его концентрации в СОЖ при ФРУО (предлагаемый способ) приводит к формированию упрочненного слоя, имеющего структурными составляющими остаточный аустенит, мелкоигольчатый мартенсит, а также мелкодисперсный карбид железа, обусловливающий высокие значения микротвердости и теплостойкости обработанной поверхности. Это позволяет сделать вывод о соответствии технического решения критерию "Существенные отличия".
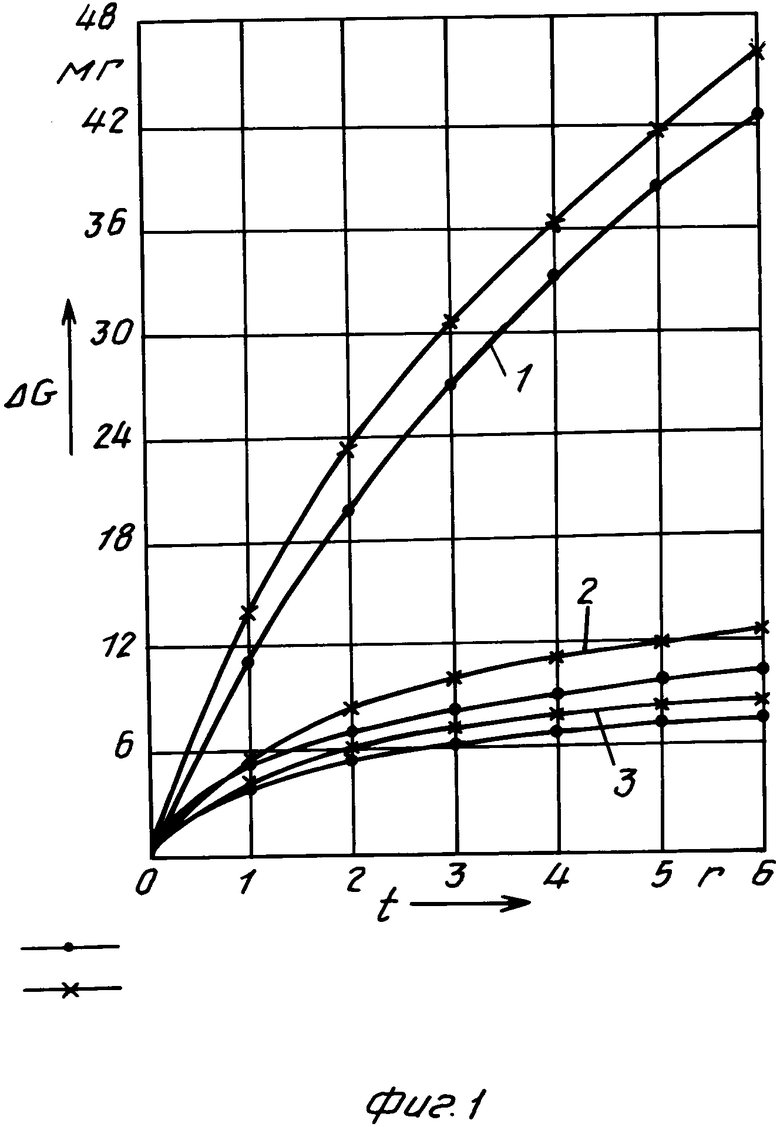
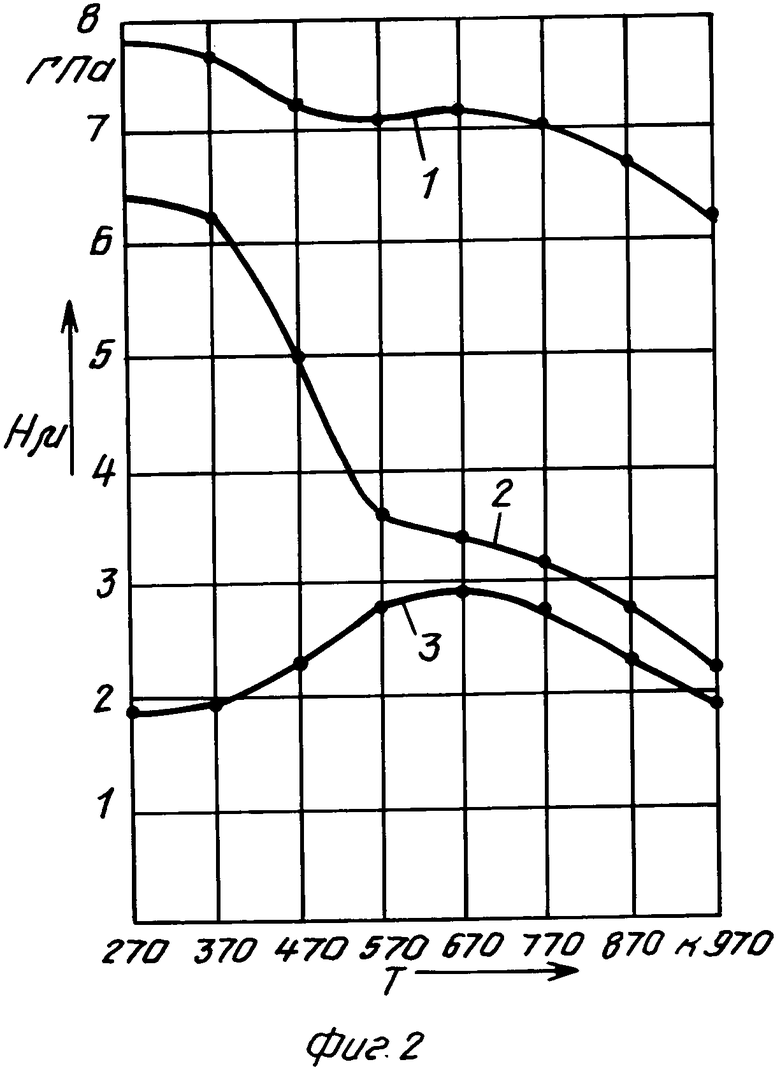
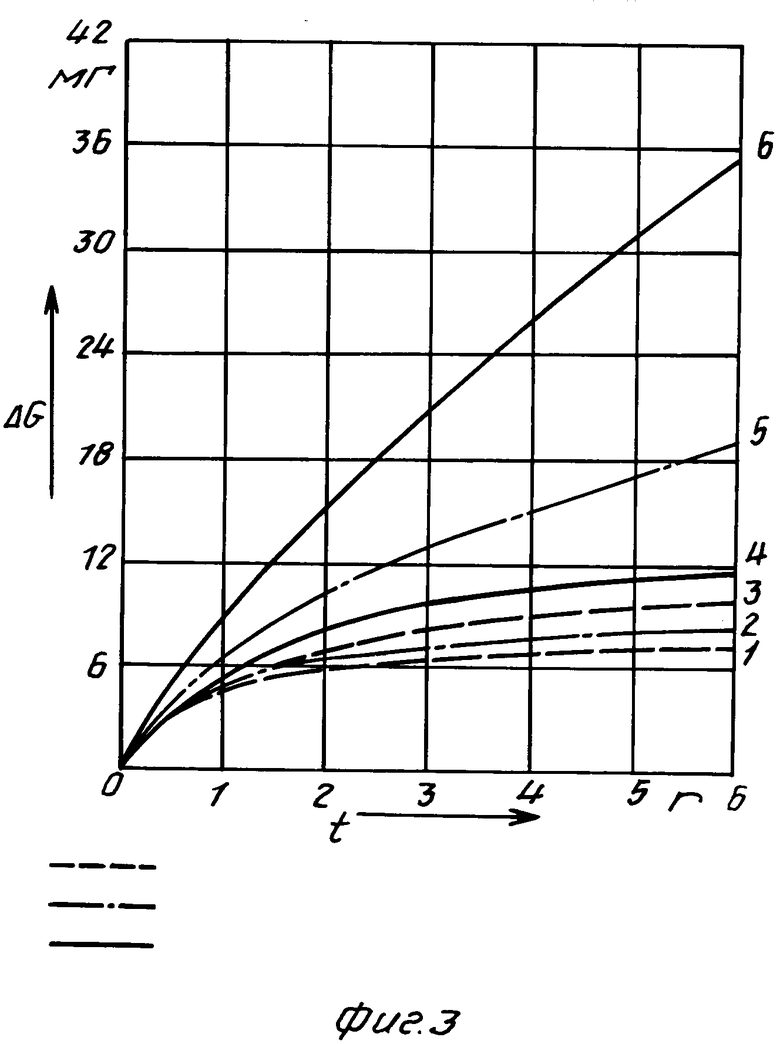
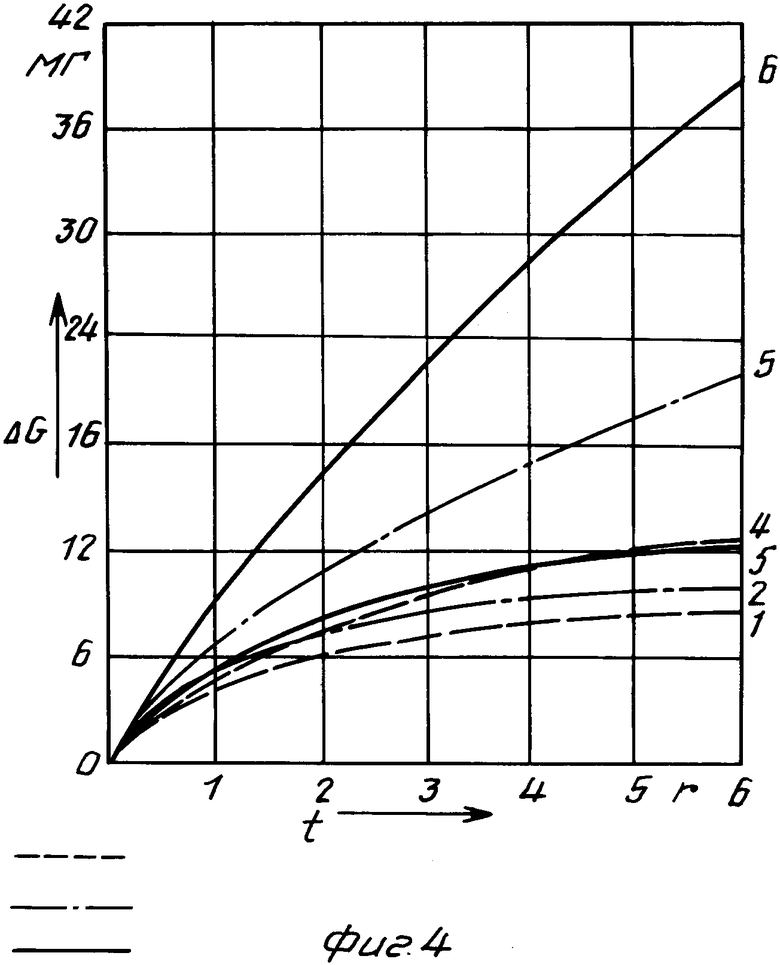
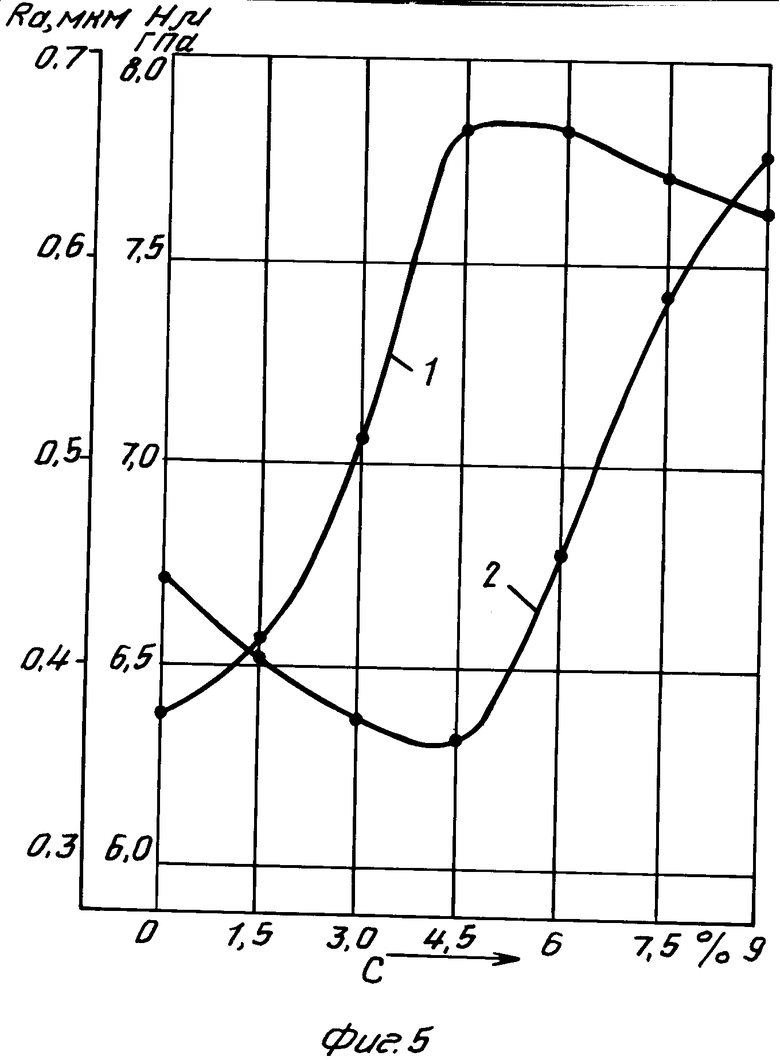
На фиг. 1 показана кинетика износа элементов пары трения "чугун СЧ24 - чугун ВЧ50" в масляно-абразивной среде; на фиг. 2 - график зависимости микротвердости образцов от температуры отпуска; на фиг. 3 - кинетика износа упрочненных колодок (СЧ24), подвергнутых отпуску; на фиг. 4 - кинетика износа дисков (ВЧ50), сопряженных с упрочненными колодками (СЧ24), подвергнутыми отпуску; на фиг. 5 - график зависимости микротвердости и шероховатости упрочненной поверхности образцов от концентрации коллоидного графита в смазочно-охлаждающей жидкости.
Способ поверхностного упрочнения чугунных изделий реализуют следующим образом.
Фрикционно-упрочняющую обработку проводят на токарно-винторезном станке 16К20, на суппорте которого вместо резцедержателя установлено специальное приспособление с быстровращающимся стальным диском, а также резцовое приспособление для предварительного растачивания обрабатываемой поверхности, что необходимо для устранения ее радиального биения. Обработке подлежат внутренние поверхности чугунных втулок, изготовленных из серого чугуна СЧ24. Диаметр обрабатываемой поверхности втулки 100,5 мм, наружный диаметр втулки 115 мм. Режим обработки: скорость диска V1 = 71 м/с; частота вращения втулки n2 = 12,5 мин-1; глубина деформирования упрочняемой поверхности t = 0,11 мм; продольная подача диска S = 0,8 мм/об; В качестве СОЖ используют индустриальное масло И-Л-А-22, содержащее в виде присадки 4,4-6% (по весу) коллоидного графита.
В результате обработки на поверхности втулки формируется слаботравящийся упрочненный слой, имеющий микротвердость H = 7,82 ГПа и шероховатость поверхности Rа1 = 0,36-0,45 мкм. Микротвердость неупрочненной поверхности втулки составляла H
= 7,82 ГПа и шероховатость поверхности Rа1 = 0,36-0,45 мкм. Микротвердость неупрочненной поверхности втулки составляла H = 1,88 ГПа. Измерение микротвердости проводят на приборе ПМТ-3 по ГОСТ 9450-76 при нагрузке на индентор 0,5 Н. Шероховатость измеряют на профилографе модели 201.
= 1,88 ГПа. Измерение микротвердости проводят на приборе ПМТ-3 по ГОСТ 9450-76 при нагрузке на индентор 0,5 Н. Шероховатость измеряют на профилографе модели 201.
Остаточная деформация обработанной втулки в результате упрочнения составила 0,04 мм, т. е. диаметр упрочненной поверхности стал равен 100,54 мм.
Для получения сравнительных результатов исследований микротвердости, износостойкости и теплостойкости фрикционному упрочнению подвергают вторую партию втулок. Их материал, размеры и режим ФРУО те же, что и в первом случае, за исключением состава СОЖ. Во втором случае в качестве СОЖ используют индустриальное масло И-Л-А-22 без дополнительных присадок. Образовавшийся упрочненный слой имеет следующие параметры: микротвердость H = 6,37 ГПа и шероховатость Ra2 = 0,38-0,48 мкм.
= 6,37 ГПа и шероховатость Ra2 = 0,38-0,48 мкм.
Остаточная деформация втулки в результате обработки та же, что и в первом случае.
Испытания на износостойкость проводят на стандартной машине трения СМЦ-2 по схеме вращающийся диск - неподвижная колодка. Испытанию подлежат образцы, вырезанные из втулок, подвергнутых ФРУО на указанных режимах, а также образцы из неупрочненных втулок. Контртелом во всех трех случаях служит неупрочненный диск из чугуна ВЧ50 диаметром 100,54 мм. Режим смазки пары трения диск - колодка: одна капля моторного масла М-8Б2, содержащего 0,1% кварцевого пека дисперсностью 20 мкм, через 5 мин работы. Режим приработки: номинальное давление во фрикционном контакте 1,6 МПа, скорость скольжения 5 м/с, время 1 ч. Режим испытания: номинальное давление 0,4 МПа, скорость скольжения 5 м/с, время 5 ч. Критерием изнашивания принята потеря массы образца за период изнашивания. Взвешивание образцов проводят на аналитических весах ВЛА-200 мг. Кинетика износа пары трения чугун СЧ24 - чугун ВЧ50 представлена на фиг. 1.
Из анализа кривых изнашивания следует, что износостойкость металла, упрочненного по предлагаемому способу, в 1,38 раза выше износостойкости металла, упрочненного известным способом, и в 5,56 раз выше износостойкости неупрочненного металла. Износостойкость сопряженной контрдетали при этом повышается в 1,45 и в 5 раз соответственно.
Испытания упрочненного слоя на теплостойкость проводят следующим образом. Три образца, два из которых подвергнуты упрочнению известным и предлагаемым способами, а третий - неупрочненный, помещают в лабораторную электропечь и выдерживают в течение 15 мин, после чего образцы одновременно извлекают и охлаждают в спокойном воздухе. После охлаждения с образцов удаляют окалину и производят измерение микротвердости. Затем температуру нагрева повышают на 100 К и в печь одновременно помещают следующую тройку образцов. Диапазон изменения температуры нагрева составляет 270-970 К. Графические зависимости микротвердости образцов от температуры отпуска представлены на фиг. 2.
Анализ зависимости микротвердости образцов от температуры отпуска показывает, что наибольшей теплостойкостью обладают поверхностные слои металла, упрочненные предлагаемым способом. Так, при нагреве до температуры 970 К, выдержке при данной температуре и последующем охлаждении, микротвердость предлагаемым способом образцов составила 6,24 ГПа, что в 2,8 раза и в 3,3 раза превышает рассматриваемый показатель для упрочненных известным способом и неупрочненных образцов соответственно.
Сравнительный анализ результатов испытаний на износостойкость пары чугун СЧ24 - чугун ВЧ50 при трении в масляно-абразивной среде колодок и сопряженных с ними дисков (фиг. 3) показывает, что износостойкость колодок, упрочненных предлагаемым способом и подвергнутых отпуску при нагреве до температур Тотп.1 = 620 К и Тотп.2 = 970 К, в 2,2 раза и в 3,0 раза выше износостойкости колодок, упрочненных известным способом и затем отпущенных. Соответственно в 2,18 раза и в 3,12 раза повышается износостойкость дисков, сопряженных с упрочненными предлагаемым способом и затем опущенными колодками (фиг. 4).
Таким образом, использование предлагаемого способа для поверхностного упрочнения одного из чугунных элементов трибосопряжения позволяет повысить как износостойкость пары трения в целом, так и теплостойкость упрочненного слоя.
Анализ зависимостей микротвердости и шероховатости упрочненных образцов от концентрации коллоидного графита в СОЖ, подаваемой в зону обработки при упрочнении предлагаемым способом, показывает, что оптимальной концентрацией рассматриваемой присадки следует считать 4,4-6% (фиг. 5). Уменьшение ее содержания ниже 4,4% приводит к резкому снижению микротвердости упрочненных образцов, а увеличение свыше 6% наряду со снижением микротвердости вызывает повышение шероховатости их поверхности.
Использование предлагаемого способа поверхностного упрочнения чугунных изделий обеспечивает следующие преимущества по сравнению с известным: повышение износостойкости обоих элементов трибосопряжений, работающих в условиях граничного трения в масляно-абразивных средах; повышение теплостойкости упрочненного слоя, обуславливающей возможность эксплуатации трибосопряжения при высоких температурах нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 2000 |
|
RU2190024C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| Способ поверхностного упрочнения деталей | 1986 |
|
SU1447587A1 |
| СПОСОБ НАНЕСЕНИЯ НАНОАЛМАЗНОГО МАТЕРИАЛА КОМБИНИРОВАННОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2013 |
|
RU2530432C2 |
| Способ упрочнения режущей части рабочих органов | 2019 |
|
RU2717443C1 |
| Способ электроконтактного термоупрочнения режущей части рабочих органов | 2019 |
|
RU2718522C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО БОРИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ СТАЛИ И ЧУГУНА | 2007 |
|
RU2421307C2 |
| Способ упрочнения лезвий рабочих органов | 2019 |
|
RU2718521C1 |
| Способ термоупрочнения режущей части рабочих органов | 2019 |
|
RU2722958C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2016 |
|
RU2643289C2 |
Использование: упрочнение поверхности чугунных элементов трибосопряжений, работающих в условиях граничного трения в масляно-абразивных средах. Сущность изобретения: поверхность чугунной детали нагревают высокоскоростным трением скольжения и охлаждают путем подачи в зону обработки смазочно-охлаждающей жидкости, содержащей 4,4 - 6% коллоидного графита. Обработка деталей данным способом позволяет сформировать износостойкий и теплостойкий поверхностный слой. 5 ил.
СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЧУГУННЫХ ИЗДЕЛИЙ, включающий нагрев поверхности высокоскоростным трением скольжения и охлаждение путем подачи в зону обработки смазочно-охлаждающей жидкости, отличающийся тем, что, с целью повышения износостойкости и теплостойкости изделий при работе в условиях граничного трения в масляно-абразивных средах, в смазочно-охлаждающую жидкость вводят коллоидный графит в количестве 4,4 - 6% .
