Изобретение относится к обработке металлов давлением, в частности к способам изготовления кольцевых заготовок для деталей газотурбинных двигателей, и может найти применение в отраслях промышленности, где изготавливаются различные кольцеобразные изделия из стареющих никелевых сплавов, в особенности с сечениями малой толщины.
Известен способ изготовления кольцевых заготовок из стареющих никелевых сплавов, содержащий нагрев исходных заготовок до температуры гомогенного состояния и последующую раскатку [1] .
Недостаток этого способа заключается в том, что вследствие очень узкого температурного интервала деформирования и высокого сопротивления деформированию, обусловленных высокой склонностью стареющих никелевых сплавов к распаду в условиях монотонного охлаждения при деформирования, на изготавливаемых кольцевых заготовках образуются трещины. Причем, чем меньше толщина и чем сложнее конфигурация сечения изготавливаемых заготовок, тем труднее избежать образование трещин. В связи с этим практически невозможно изготавливать из стареющих никелевых сплавов кольцевые заготовки с сечениями малой толщины, а со сложнофигурными тонкостенными сечениями - тем более.
Известен способ изготовления кольцевых заготовок из горячекатанных профилей стареющих никелевых сплавов, содержащий резку профилей на штанги мерной длины, гибку в кольцо, стыковую контактную сварку сведенных торцов штанг, калибровку по диаметру в разжимном секторном штампе и окончательную термообработку [2] .
Недостатком этого способа является то, что кольцевые заготовки при этом характеризуются явновыраженной разнозернистостью с зонами грубой структуры в средней части сечения по толщине (в зоне малой деформации при гибке) и в околошовных зонах, вследствие чего механические свойства основного металла имеют большой разброс значений (характеризуются нестабильностью уровня значений), а механические свойства сварного соединения резко понижаются по сравнению с основным металлом.
Техническим результатом изобретения является повышение качества продукции за счет обеспечения однородной регламентированной структуры и стабильно высокого уровня механической свойств как по основному металлу, так и в зоне сварного соединения.
Это достигается посредством теплой пластической деформации (без рекристаллизации обработки) сваренных и откалиброванных кольцевых заготовок и последующей рекристаллизации деформированной структуры в них в процессе нагрева под закалку при окончательной термообработке. В результате этого структура в кольцевых заготовках не только по основному металлу, но и в зоне сварного соединения становится однородной, мелкозернистой.
При этом для гарантированного обеспечения получения однородной мелкозернистой структуры в результате рекристаллизации, общая пластическая деформация ( ε ) при раскатке, определяемая по выражению
ε =  · 100% , (1) где tисх и tз - толщина сечения соответственно исходной и раскатной заготовок, мм, должна быть не менее 10% .
· 100% , (1) где tисх и tз - толщина сечения соответственно исходной и раскатной заготовок, мм, должна быть не менее 10% .
Другим техническим результатом изобретения является повышение КИМ за счет максимального приближения площади и конфигурации сечения кольцевых заготовок к площади и конфигурации сечения вытачиваемых из них чистовых деталей, с использованием минимально допустимых припусков на обработку резанием (современный уровень производства кольцевых заготовок обеспечивает использование в качестве минимально допустимых припусков на обработку резанием - 2,5 мм).
Для получения раскатных кольцевых заготовок с сечениями различных типов необходимо использовать исходные кольцевые заготовки прямоугольного сечения с меньшим внутренним диаметром, чем диаметр готового изделия.
Исходя из возможностей способа изготовления сварных кольцевых заготовок из горячекатаных профилей - учитывая, например, то, что изготовление таких заготовок диаметром менее 300. . . 400 мм (в зависимости от толщины профиля) затруднительно - и задаваясь необходимой степенью проработки сечения, нужно принять необходимую толщину сечения исходной заготовки tисх. При заданных в чертеже на изготавливаемую заготовку внутреннем диаметре Dз и габаритной толщине сечения tз, а также учитывая неизменность ширины (высоты) сечения, диаметр исходных заготовок под раскатку Dисх. следует определять из соотношений:
для сечений первого типа:
D -tисх; (2)
-tисх; (2)
для сечений второго типа;
D - tисх (3)
- tисх (3)
для сечений третьего типа:
D - tисх (4)
- tисх (4)
для сечений четвертого типа:
D - tисх (5) где α и β - соответственно коэффициенты ширины и толщины конечного сечения кольцевой заготовки, имеющей углубления изнутри; коэффициент α определяется отношением суммарной ширины углублений равной (одинаковой) глубины к высоте (ширине) сечения h; коэффициент β определяется отношением глубины углублений к толщине сечения tз;
- tисх (5) где α и β - соответственно коэффициенты ширины и толщины конечного сечения кольцевой заготовки, имеющей углубления изнутри; коэффициент α определяется отношением суммарной ширины углублений равной (одинаковой) глубины к высоте (ширине) сечения h; коэффициент β определяется отношением глубины углублений к толщине сечения tз;
γ и ϕ - соответственно коэффициенты ширины и толщины конечного сечения кольцевой заготовки, имеющей углубления снаружи; коэффициенты γ и ϕ определяются аналогично коэффициентам α и β .
В общей форме выражения (2-5) можно представить в виде соотношения:
Dисх=  -tисх (6) где K1 и K2 - коэффициенты формы сечения заданной кольцевой заготовки, определяющие степень отклонения его от прямоугольного сечения без углублений изнутри и/или снаружи.
-tисх (6) где K1 и K2 - коэффициенты формы сечения заданной кольцевой заготовки, определяющие степень отклонения его от прямоугольного сечения без углублений изнутри и/или снаружи.
Аналитическое выражение коэффициентов K1 и K2 зависит от типа сечения кольцевой заготовки по принятой классификации, а численные значения - от значений коэффициентов ширины α , β и толщины β , ϕ сечения. Для кольцевых заготовок с сечениями первого типа K11 = K21 = 1.
Для кольцевых заготовок второго типа:
K1II = 1 - α ˙ β ;
K2II = 1 - α β2 ;
Для кольцевых заготовок третьего типа:
K1III = 1 - γ ˙ ϕ ;
K2III = 1 - 2 ˙ γ ϕ + γ ϕ2 .
Для кольцевых заготовок четвертого типа:
K1IV = 1 - α ˙ β -ϕ ˙ ϕ ;
K2IV = 1 - α β2 - 2 γ ϕ + γ ϕ2 .
Для обеспечения равномерной деформации как по толщине сечения, так и в объеме отдельных зерен металла за счет тепловой раскатки и для формирования однородной мелкозернистой структуры при последующей термической обработке, сварные кольцевые заготовки перед раскаткой подвергают нагреву в области температур гомогенного состояния, охлаждают с печью на 40. . . 100оС ниже температуры полного растворения γI -фазы, выдерживают в течение 1. . . 5 ч, подстуживают на воздухе (во время подстуживания осуществляют транспортировку нагретых заготовок к стану и установку их в валки), а раскатку начинают при температуре 1000. . . 850оС и производят в условиях, близких к изотермическим.
Нагрев в области температур гомогенного состояния используется для полного растворения γI -фазы, с тем, чтобы при последующем охлаждении с печью до температур гетерогенного состояния и выдержки при этих температурах выделить ее в необходимом количестве с необходимыми параметрами морфологии (размерами, формой, расстоянием между частицами).
Температура выдержки в области температур гетерогенного состояния принимается исходя из необходимости формирования состояния стареющего сплава, характеризующегося достаточно крупными некогерентными частицами γI -фазы в количестве, обуславливающем существенное понижение склонности к распаду в условиях последующего охлаждения и вследствие этого повышение деформируемости, обеспечивающее возможность теплой деформации (деформации без рекристаллизации). Деформируемость при этом улучшается также за счет того, что при крупных частицах γI -фазы деформация в объеме зерен имеет более однородный характер, в то время как деформация при более высоких температурах и мелких частицах γI -фазы - неоднородный характер, с локализацией ее (деформации) по границам зерен.
Для получения наилучшего эффекта температура выдержки в области температур гетерогенного состояния должна быть на 40. . . 100оС ниже температуры полного растворения γI -фазы. Если она ниже температуры полного растворения γI -фазы менее чем на 40оС, то выдержка при ней и последующее подстуживание не обеспечивает выделения частиц нужной морфологии в нужном количестве и как следствие - не обеспечивает достаточного повышения деформируемости кольцевых заготовок с сечениями малой толщины. В том случае, когда эта температура ниже температуры растворения γI -фазы более чем на 100оС, сокращается температурный интервал подстуживания и, вследствие этого, уменьшается время, неизбежно необходимое на транспортировку заготовок от печи до стана и на установку в валки. Кроме того, при этом возрастает начальное сопротивление деформации и понижается начальный уровень резерва пластичности.
Выдержка в течение 1. . . 5 ч в области температур гетерогенного состояния необходима для выравнивания размеров частиц γI -фазы, что положительно сказывается на деформируемости изделий из стареющих никелевых сплавов. Указанное время выбирают в зависимости от уровня легирования сплава и от уровня температур нагрева в заданном интервале: чем выше легирован сплав и чем ниже температура нагрева в заданном интервале, тем больше требуется выдержка для получения нужного положительного эффекта. Выдержка менее 1 ч не обеспечивает необходимого выравнивания размеров частиц γI -фазы, а выдержка более 5 ч - нецелесообразна (хотя и вполне допустима, т. к. процесс выравнивания размеров частиц при указанных температурах за 5 ч происходит достаточно полно и дальнейшее увеличение времени выдержки почти не усиливает положительного эффекта).
Подстуживание кольцевых заготовок перед раскаткой сопровождается дополнительным выделением γI -фазы, которое обуславливает дальнейший рост имеющихся крупных частиц (так как зарождение новых мелкодисперсных частиц в заданных условиях энергетически не выгодно). Эта особенность положительно сказывается на деформируемости кольцевых заготовок. При этом время, затрачиваемое на подстуживание, используется для транспортировки кольцевых заготовок до стана и для установления их в валки.
Температура начала раскатки в интервале 1000. . . 850оС принята исходя из необходимости одновременного обеспечения достаточно высокой начальной пластичности металла и достаточного теплового эффекта деформирования. Исходя из необходимости повышения начальной пластичности металла, температуру начала деформации нужно до известных пределов повышать (т. е. принимать даже более высокие значения, чем 1000оС), а исходя из необходимости получения наибольшего теплового эффекта, температуру начала деформации нужно понижать (чем ниже эта температура, тем больше тепловой эффект). Интервал 1000. . . 850оС для стареющих никелевых сплавов, применяемых для изготовления кольцевых заготовок, является компромиссным: он в достаточной степени отвечает обоим требованиям, т. е. обеспечивает необходимую для реализации процесса раскатки начальную пластичность металла и достаточно высокий тепловой эффект, компенсирующий теплопотери остывающих в процессе раскатки заготовок. При этом оптимальный интервал для каждого отдельно сплава уже 150оС (фактически он может быть ограничен до 20. . . 30оС). Интервал 1000. . . 850оС принят исходя из учета уровня легирования различных стареющих сплавов, используемых для изготовления кольцевых заготовок: чем выше уровень легирования стареющего сплава, чем выше у него температура полного растворения γI -фазы и, соответственно, тем выше температура начала деформации в пределах заданного интервала. Например, для малолегированных сплавов типа ЭИ437Б, ЭИ437БУВД оптимальным является в данном случае температурный интервал начала деформации 900. . . 850оС для среднелегированных сплавов типа ЭП693ВД и ЭП708ВД - 950. . . 900оС; для высоколегированных сплавов типа ЭП99ВД и ЭН199ВД (ВЖ101ВД) - 1000. . . 950оС.
Для обеспечения условий деформирования, близких к изотермическим, раскатку кольцевых заготовок производят со скоростью деформирования не менее 1. . . 2 м/с, а обжатие осуществляют с учетом компенсации теплопотерь остывающих в процессе раскатки заготовок, тепловым эффектом деформации. Контрольным показателем достаточности теплового эффекта является текущая температура и температура конца деформации: они должны быть не ниже (или незначительно ниже) температуры начала деформации.
Известно, что тепловой эффект деформирования заданного сплава преимущественно определяют три фактора: температура деформирования, скорость деформирования и степень деформации (обжатия). При заданных температуре и скорости деформирования, степень деформации должна быть управляемым фактором, посредством которого можно регулировать величину теплового эффекта в каждом конкретном случае в зависимости от сплава и толщины исходного сечения.
Применительно к рассматриваемым условиям раскатки кольцевых заготовок из стареющих никелевых сплавов необходимо, чтобы скорость раскатки была не менее 1. . . 2 м/с (наиболее предпочтительно около 2 м/с), скорость раскатки менее 1 м/с, для получения необходимого теплового эффекта требует слишком интенсивного обжатия. Скорость раскатки, которая более 2 м/с, может вызвать деформационный перегрев раскатываемых заготовок (к тому же такие скорости деформирования не характерны для большинства кольцепрокатных станов).
Для обеспечения однородной структуры с заданной бальностью по величине зерна и стабильно высокого уровня механических свойств, температуру нагрева под закалку при окончательной термообработке раскатных кольцевых заготовок в зависимости от фактической степени деформации выбирают, руководствуясь соотношением:

 , (7) где Tзак+10 и Tзакст - принимаемая в заданном случае и стандартная (по прототипу) температура нагрева полуфабрикатов из заданного сплава под закалку при окончательной термообработке, оС;
, (7) где Tзак+10 и Tзакст - принимаемая в заданном случае и стандартная (по прототипу) температура нагрева полуфабрикатов из заданного сплава под закалку при окончательной термообработке, оС;
Tзакmax - максимально возможная температура нагрева заданного сплава, при которой не наблюдается необратимых явлений по границам зерен; применительно к стареющим никелевым сплавам, используемым для изготовления кольцевых заготовок, Tзак. ≈ Tсолид. - (100. . . 150оС) 1200. . . 1250оС, где Tсолид. - температура солидуса, оС;
εmin и εmax - минимально- и максимально допустимая общая степень деформации кольцевых заготовок, обеспечивающая оптимальное качество их; εmix и εmax равны соответственно 10 и 90 % ;
ε- фактическая степень деформации кольцевых заготовок в заданном случае, % ; а время нагрева под закалку выбирают, руководствуясь эмпирическим соотношением:
tзак+2 = (M - N) . Kt, (8) где tзак+2 - необходимое время нагрева под закалку, час;
M - номер балла по стандартной шкале мелкого зерна преимущественного размера в структуре деформированных кольцевых заготовок (без термообработки);
N - номер нужного балла по стандартной шкале зерна преимущественного размера в структуре термически обработанных раскатных кольцевых заготовок;
Kt - коэффициент, численно равный усредненному времени, необходимому для укрупнения структуры на один балл при оптимальной температуре нагрева; Kt = 1. . . 2 час (большее значение - для более стойких к воздействию высоких температур сплавов). В результате раскатки по предлагаемому способу структура в зависимости от степени деформации либо остается разнозернистой (если она была таковой до раскатки, а общая степень деформации - незначительна), либо становится очень мелкозернистой, однородной - в случае большой степени деформации (чем выше степень деформации, тем мельче и однородней деформированная структура). Одновременно, общей особенностью получаемой в результате раскатки структуры является то, что она нерекристаллизована.
Нагрев раскатанных по предлагаемому способу заготовок под закалку при последующей окончательной термообработке обусловливает рекристаллизацию с формированием однородной мелкозернистой структуры даже в том случае, когда общая деформация была сравнительно невысокой (порядка 10% ). Однако полученная в результате рекристаллизации структура отличается повышенной стойкостью к воздействию высоких температур, а после большой степени деформации с трудом поддается укрупнению даже при температурах, превышающих температуру нагрева под закалку по стандартному режиму (по прототипу).
Поэтому, для получения кольцевых заготовок с заданной бальностью по величине зерна при окончательной термообработке необходимо использовать более высокие температуры нагрева под закалку и более длительные выдержки при этих нагревах, чем в режимах термообработки по прототипу. Причем, чем более легирован сплав и чем большей степени деформации подвергнута кольцевая заготовка из него, тем более высокая температура нагрева под закалку и большая продолжительность выдержки при этом нагреве требуется для получения структуры с величиной зерна заданной бальности. Укрупнение структуры, достигаемое при нагреве под закалку, сопровождается сохранением однородности ее зерен.
Выражения (7) и (8) позволяют установить параметры нагрева под закалку, обеспечивающие возможность получения регламентированной величины зерна в структуре в зависимости от уровня легирования сплава и от фактической степени деформации кольцевых заготовок. При этом важно иметь в виду, что нагрев с оптимальными параметрами должен быть обязательно использован при первом высокотемпературном воздействии после раскатки, поскольку именно первый нагрев формирует структуру в деформированном полуфабрикате.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что сварные кольцевые заготовки подвергают дополнительной технологической операции - раскатке на степень не менее 10% , максимально приближая тем самым сечения готовых изделий к сечениям вытачиваемых из них деталей, а нагрев под раскатку осуществляют так, что выделившиеся крупные частицы γI-фазы обусловливают повышение деформируемости заготовок при температурных условиях, обусловливающих тепловой эффект деформации, компенсирующий теплопотери остывающих в процессе раскатки заготовок и обеспечивающий условия деформирования, близкие к изотермическим, а тем самым позволяющий проведение деформации, равномерной по толщине сечений заготовок и в объеме зерен металла, причем температура нагрева под закалку при окончательной термообработке и время выдержки при этом определяются с учетом уровня легирования сплава, пропорционально степени деформации заготовок и в зависимости от необходимой бальности структуры.
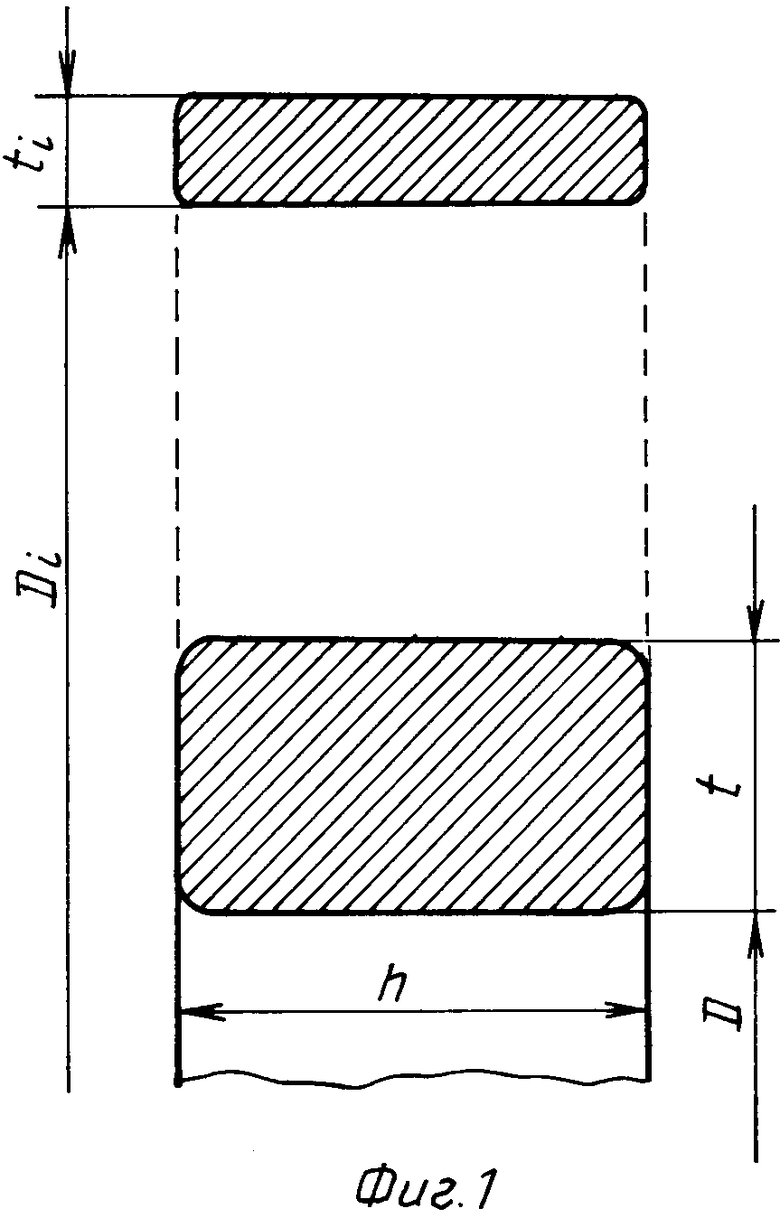
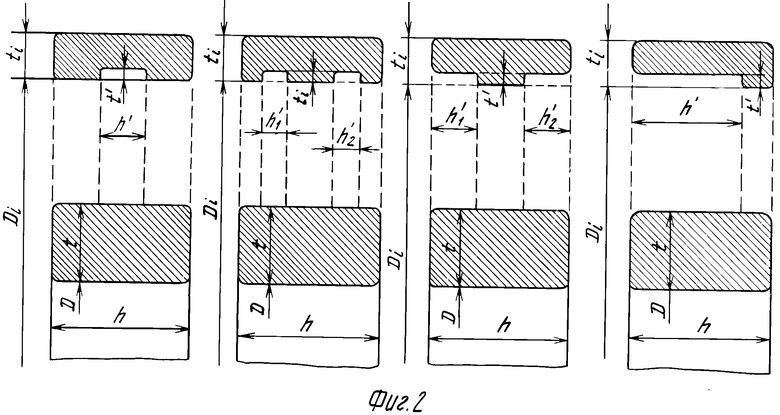
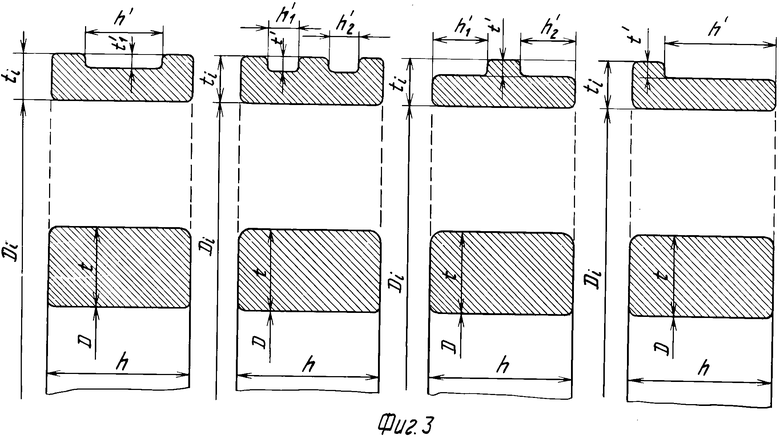
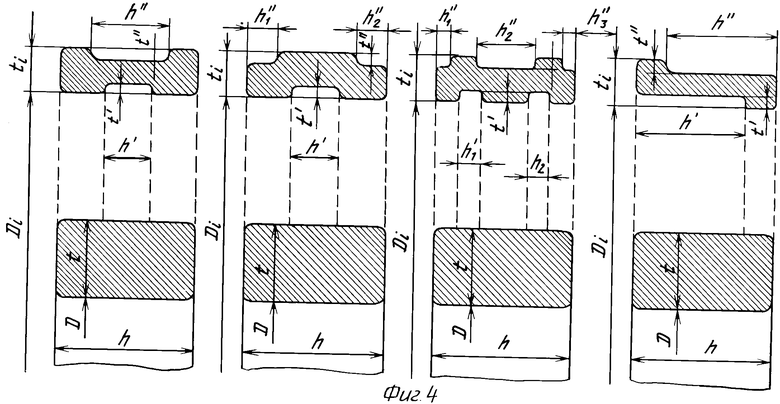
На фиг. 1 представлены тонкостенные заготовки с прямоугольным сечением, гладким изнутри и снаружи; на фиг. 2 - тонкостенные заготовки с прямоугольным сечением гладким снаружи, с углублениями изнутри; на фиг. 3 - тонкостенные заготовки с прямоугольным сечением гладким изнутри с углублениями снаружи; на фиг. 4 - тонкостенные заготовки с прямоугольным сечением с углублениями изнутри и снаружи.
П р и м е р. Данный способ раскатки сварных кольцевых заготовок опробован на изделиях из сплавов ЭП199ВД (ВЖ101ВД) и ЭП708ВД.
Из горячекатанных профилей сплава ВЖ101ВД прямоугольного сечения (83х38 мм) по способу-прототипу изготавливались сварные заготовки с внутренним диаметром 350. . . 400 мм. Перед раскаткой они характеризовались разнозернистой структурой в зонах основного металла и сварного соединения.
Пять сварных заготовок нагревались в течение 1 час при температуре 1150±10оС (температура полного растворения γI -фазы - 1120оС), охлаждались с печью до 1050. . . 1080оС, выдерживались в течение 2 час, извлекались из печи, подстуживались до температуры 950. . . 980оС (во время подстуживания заготовки транспортировались от печи к стану и устанавливались в валки) и деформировались со скоростью 1,5. . . 2,0 м/с на степени 5; 10; 20; 40 и 80% с получением сечения первого типа (прямоугольного, гладкого изнутри и снаружи). Процесс деформации происходил в условиях, близких к изотермическим, в связи с чем температура конца деформации колебалась в интервале 950. . . 1000оС.
Раскатанные кольцевые заготовки были разрезаны на образцы для механических испытаний и на темплеты для исследования макроструктуры. Структура исследовалась как в состоянии, непосредственно после прокатки, так и после закалки на воздухе с температур 1150 (по прототипу), 1180 и 1200оС (от каждой из пяти заготовок).
Непосредственно после деформации структура раскатанных кольцевых заготовок была сравнительно однородной только при деформации на 40 и более процентов. В результате меньшей деформации имевшаяся в исходных заготовках разнозернистость частично сохраняется: чем меньше степень деформации, тем более заметной остается имевшаяся до раскатки разнозернистость. Однако во всех случаях деформации, кроме 5% , темплеты в термически обработанном состоянии характеризовались однородной мелкозернистой структурой, сформированной в результате рекристаллизации). Деформация со степенями менее 10% охватывает интервал околокритических и критических степеней деформации (2. . . 7% ), в связи с чем и сопровождается образованием грубой структуры при последующей термообработке. Повышение температуры нагрева под закалку обусловливало незначительное укрупнение структуры с сохранением ее однородности. Аналогичный эффект достигается за счет увеличения выдержки при нагреве под закалку. Однако, чем выше степень деформации при раскатке по предлагаемому способу, тем более стойка рекристаллизованная при высоких температурах структура к укрупнению.
Кроме указанных 5; 10; 20; 40 и 80% раскатывались сварные кольцевые заготовки и на другие промежуточные степени деформации с получением других типов сечения, кроме первого (в предложенной классификации).
Были проведены механические испытания и металлографические исследования сварного соединения кольцевой заготовки из сплава ЭП708ВД ( ε ≈ 23% ) после закалки на воздухе с 1140оС (2 час). Шов проявляется только в виде кривой линии, а структура по обе стороны от него столь же однородна, как и в любом другом участке заготовки. Это обстоятельство оказывает решающее влияние на уровень механических свойств сварного соединения (он повышается до уровня основного металла) и на стабильность результатов (разброс значений становится очень узким).
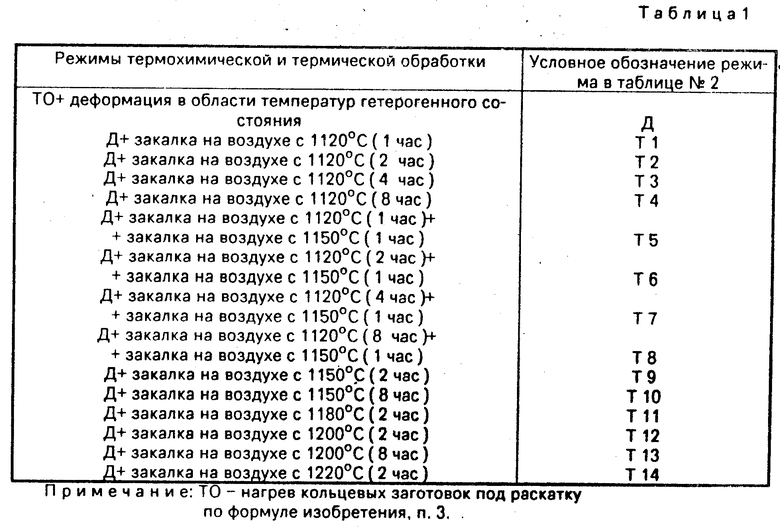
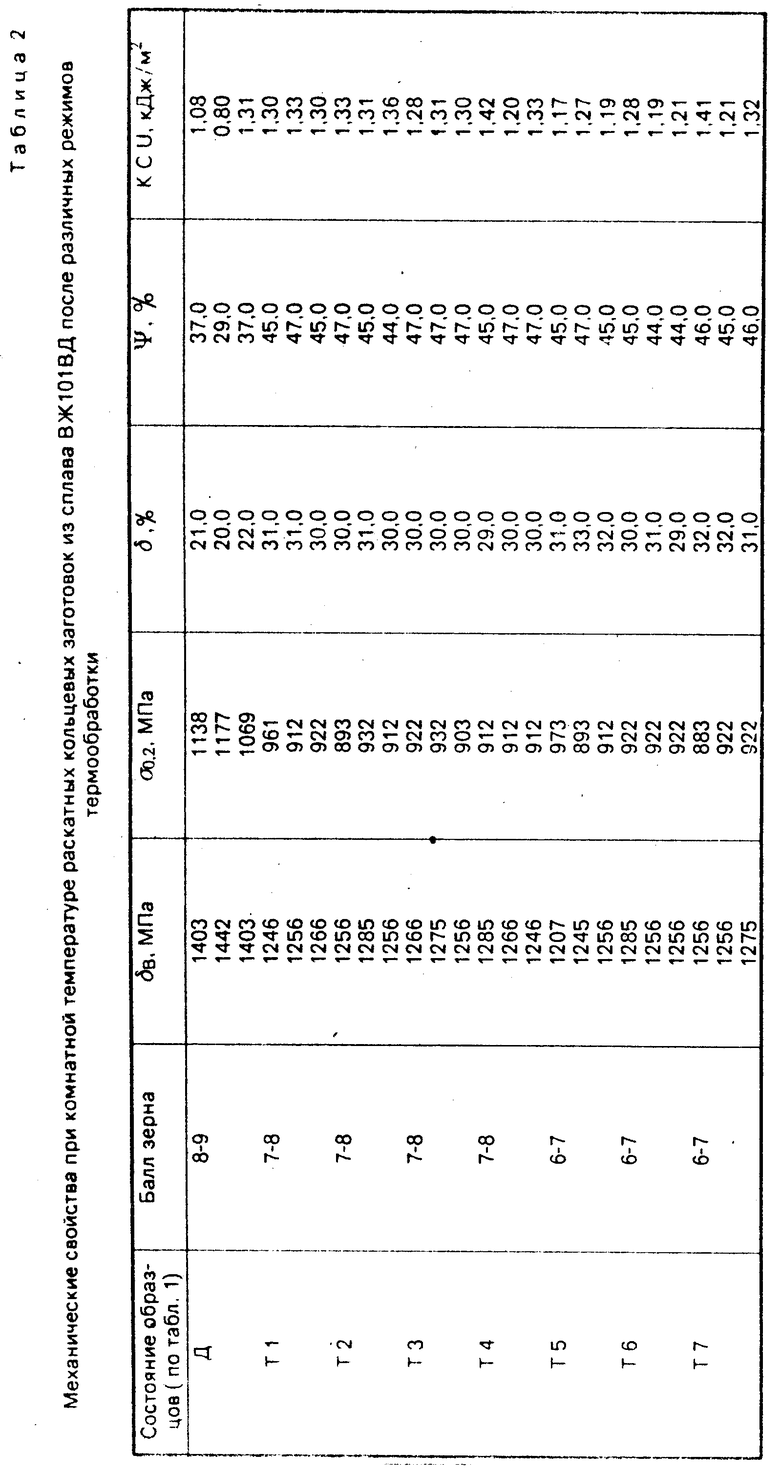
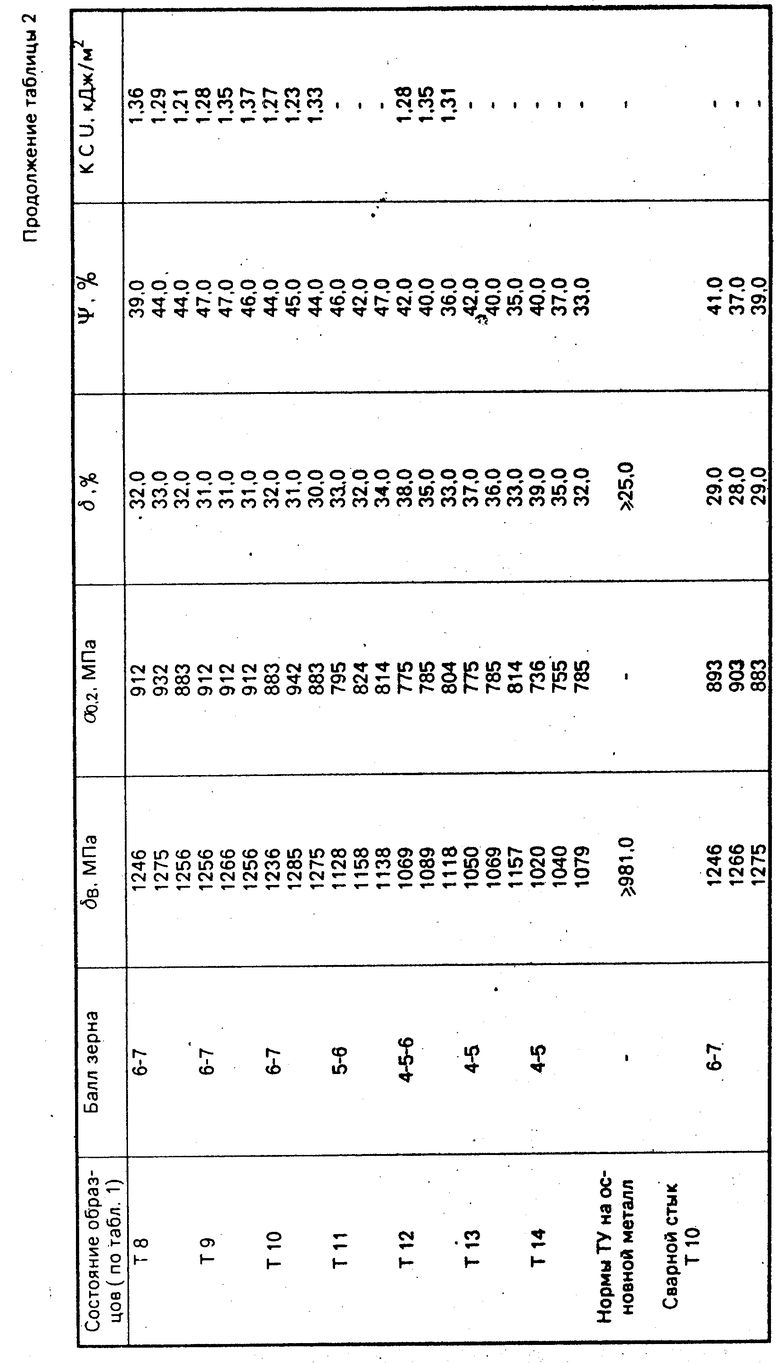
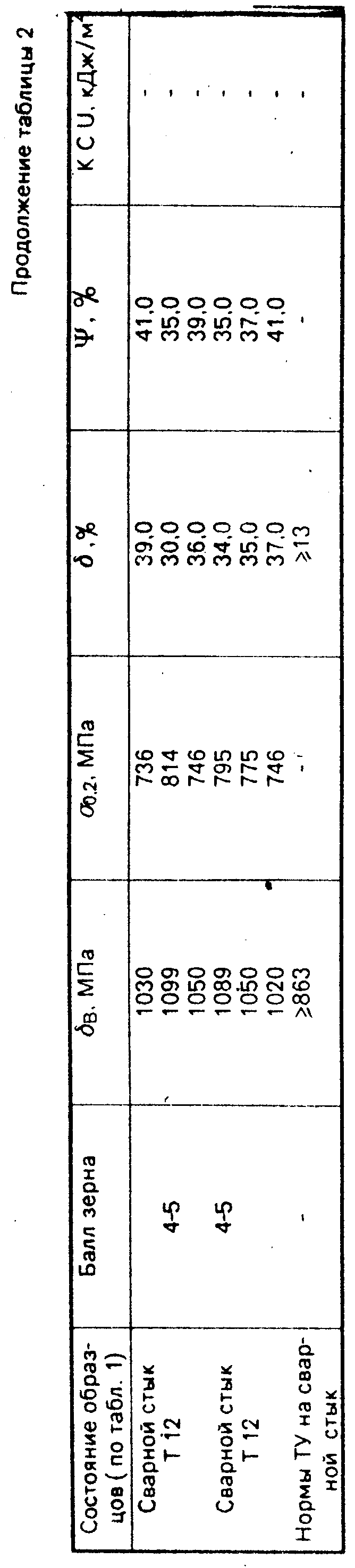
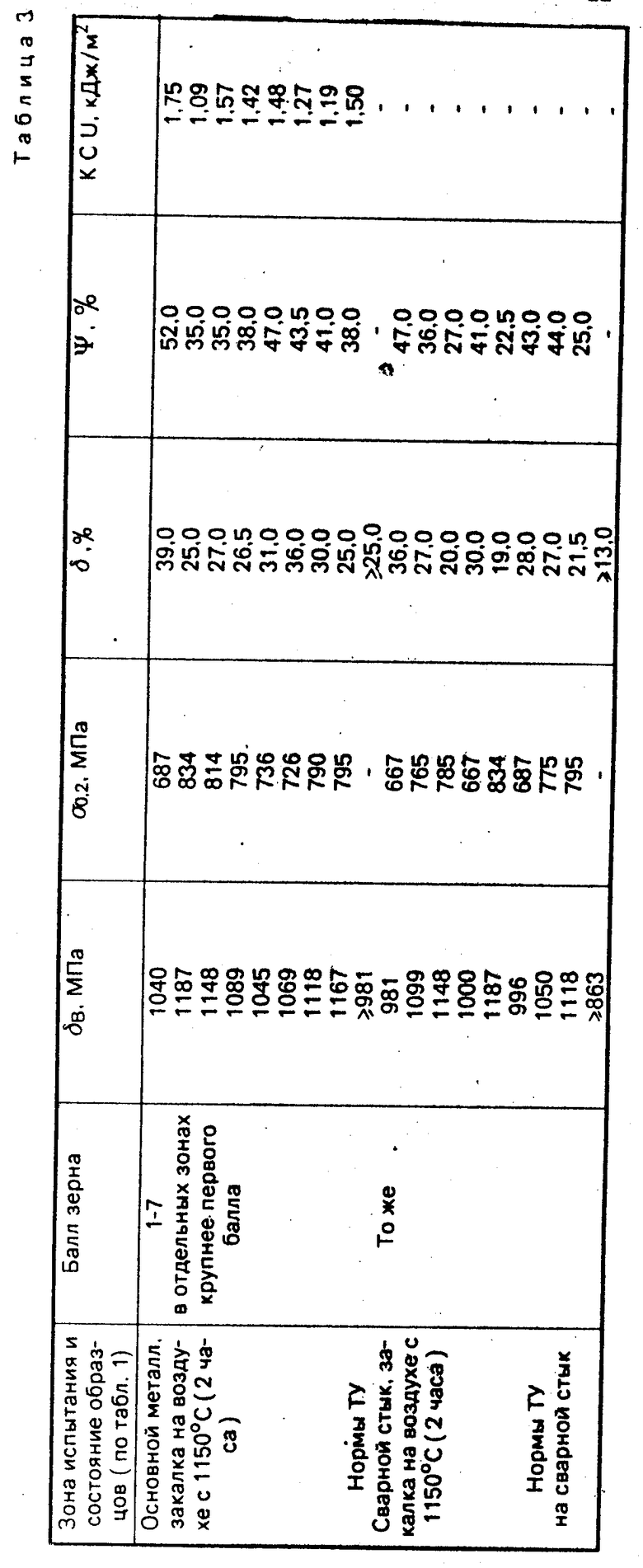
В табл. 1 приведены режимы термообработки образцов из раскатанной со степенью ε ≈ 50% заготовки из сплава ВЖ101ВД, а в табл. 2 - результаты механических испытаний основного металла и сварного соединения, а также величина зерна в структуре после указанной в табл. 1 термообработки. В табл. 3 показаны механические свойства при комнатной температуре сварных кольцевых заготовок из сплава ВЖ101ВД, изготовленных по способу-прототипу.
Как видно из табл. 2 в сравнении с табл. 3, и показатели механических свойств, и бальность структуры раскатных кольцевых заготовок характеризуются стабильностью значений, а механические свойства - еще и высоким уровнем значений, существенно превышающим нормы ТУ.
Использование данного способа изготовления кольцевых заготовок из стареющих никелевых сплавов обеспечит повышение качества заготовок за счет обеспечения однородной по всему контуру структуры и стабильно высокого уровня механических свойств; обеспечение механических свойств в сварном соединении на уровне свойств основного металла за счет формирования в околошовных зонах, как и в основном металле, однородной структуры заданной бальности; более высокий КИМ (меньшую металлоемкость) в кольцевых заготовках при выточке из них деталей ГТД за счет максимального приближения сечения заготовок к сечению деталей; снижение трудоемкости при выточке деталей ГТД за счет уменьшения припусков на обработку резанием.
Использование: способ изготовления кольцевых заготовок относится к обработке давлением, в частности к способам изготовления кольцеобразных изделий. Сущность: при производстве кольцевых заготовок из горячекатанных профилей нарезают штанги мерной длины, гнут их в кольцо, сваривают встык, калибруют по диаметру и термически обрабатывают, при этом сварные кольцевые заготовки из профилей стареющих никелевых сплавов после калибровки по диаметру подвергают теплой раскатке со степенью не менее 10% в условиях, близких к изотермическим. Использование данного способа обеспечивает повышение надежности работы изделий и снижение их себестоимости. 4 з. п. ф-лы, 3 табл, 4 ил.
- для прямоугольного сечения, гладкого изнутри и снаружи:
D -tисх ;
-tисх ;
- для прямоугольного сечения, гладкого снаружи с углублениями изнутри:
D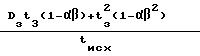 - tисх;
- tисх;
- для прямоугольного сечения гладкого изнутри, с углублениями снаружи;
D - tисх;
- tисх;
- для прямоугольного сечения, с углублениями изнутри и снаружи:
D - tисх;
- tисх;
где tисх и Dисх - толщина и внутренний диаметр исходной заготовки прямоугольного сечения, мм;
t3 и D3 - габаритная толщина сечения и внутренний диаметр раскатанной заготовки, мм;
α и β - коэффициенты ширины и толщины конечного сечения раскатанной кольцевой заготовки, имеющей углубления изнутри; коэффициент α определяется отношением суммарной ширины углублений равной глубины к высоте (ширине) сечения; коэффициент β определяется отношением глубины углублений к габаритной толщине конечного сечения;
γ и ϕ - коэффициенты ширины и толщины конечного сечения кольцевой заготовки, имеющей углубления снаружи; коэффициенты γ и ϕ определяются аналогично коэффициентам α и β ;
3. Способ по пп. 1 и 2, отличающийся тем, что сварные кольцевые заготовки перед теплой раскаткой нагревают в области температур гомогенного состояния, охлаждают с печью на 40 - 100oС ниже температуры полного растворения γ′-фазы, выдерживают в течение 1 - 5 ч, подстуживают на воздухе, а раскатку начинают при температуре 1000 - 850oС в условиях, близких к изотермическим.


где Tзак±10 и Tзакст - принимаемая в заданном случае и стандартная температура нагрева полуфабрикатов из заданного сплава под закалку при термообработке, oС;
Tзакmax - максимально возможная температура нагрева заданного сплава, при которой не наблюдается необратимых явлений по границам зерен, применительно к стареющим никелевым сплавам, используемым для изготовления кольцевых заготовок;
Tзакmax ≈ Tсолид - (100 - 150oС) ≈ 1200 - 1250oС, где Tсолид - температура солидуса, oС;
εmin= 10% и εmax= 90% - соответственно минимально и максимально допустимая общая степень деформации кольцевых заготовок, обеспечивающая оптимальное качество их;
ε - фактическая степень деформации кольцевых заготовок в заданном случае, % ;
а время нагрева под закалку определяют из соотношения
t
где tзак - необходимое время нагрева под закалку, ч;
M - номер балла по стандартной шкале мелкого зерна преимущественного размера в структуре деформированных кольцевых заготовок;
N - номер необходимого балла по стандартной шкале зерна преимущественного размера в структуре термически обработанных раскатных кольцевых заготовок;
Kt - коэффициент, численно равный усредненному времени, необходимому для укрупнения структуры на один балл при оптимальной температуре нагрева; Kt ≈ 1 - 2 ч (большее значение - для более стойких к воздействию высоких температур сплавов).
