Изобретение относится к обработке металлов давлением, в частности к способам изготовления кольцевых заготовок для деталей газотурбинных двигателей, и может найти применение в отраслях промышленности, где изготавливаются кольцеобразные изделия из титановых сплавов, в особенности с тонкостенными сложнофигурными сечениями.
Известен способ изготовления кольцевых заготовок из горячекатанных профилей различных сталей, титановых и никелевых сплавов, включающий в себя резку профилей на штанги мерной длины, гибку штанг в кольцо, стыковую контактную сварку сведенных торцов штанг, зачистку грата, калибровку по диаметру и окончательную термообработку [1].
Недостатком этого способа является то, что кольцевые заготовки, изготовленные с его применением из различных материалов, в том числе и титановых сплавов, характеризуются явно выраженной разнорезнистостью с зонами крупной структуры в различных участках контура готовых изделий. Структура с указанными особенностями отрицательно отражается на уровне и стабильности значений механических и эксплуатационных характеристик деталей ГТД, вытачиваемых из кольцевых заготовок.
Известен способ изготовления кольцевых заготовок из горячекатанных профилей стареющих никелевых сплавов [2], включающий в себя все технологические операции предыдущего известного способа [1] по изготовлению сварных кольцевых заготовок прямоугольного сечения, а также теплую раскатку их в условиях, близких к изотермическим, до формирования сечения необходимого профиля со степенью деформации не менее 10% после нагрева в интервале температур теплой деформации и последующую термическую обработку (прототип).
Недостатком этого способа является то, что он предназначен только для стареющих сплавов, т.к. в нем используется эффект повышения деформируемости стареющих сплавов с дуплекс структурой в условиях деформации, близких к изотермическим.
Технический результат изобретения - обеспечение возможности изготовления кольцевых заготовок из титановых сплавов с однородной регламентированной структурой и стабильно высоким уровнем механических свойств как по основному металлу, так и в зоне сварного соединения (в том числе, когда оно есть).
Указанный результат достигается тем, что исходные сварные из горячекатанных профилей или бесшовные кольцевые заготовки прямоугольного или швеллерообразного сечения перед раскаткой нагревают при температуре 950...800oC, выдерживают не менее 0,5 часа, извлекают из печи и устанавливают в валках кольцепрокатного стана, а теплую раскатку начинают при 900...750oC. Причем температуру нагрева в интервале 950. ..800oC выбирают исходя из условия, чтобы она была ниже температуры полиморфного превращения не менее чем на 30oC. Исходные сварные или бесшовные кольцевые заготовки изготавливают из титановых сплавов.
Температурный интервал начала деформации 900...750oC выбран исходя из того, что для титановых сплавов в условиях раскатки на КПС он одновременно удовлетворяет двум противоречащим друг другу требованиям: в нем металл получает довольно высокую долю энергии деформации, переходящую в тепло (чем ниже температура деформации, тем выше эта доля), а также характеризуется достаточно высоким резервом пластичности, необходимым для обеспечения интенсивной начальной деформации при раскатке (чем ниже температура деформации, тем ниже этот резерв пластичности). Таким образом, указанный температурный интервал позволяет для титановых сплавов создать условия деформации, близкие к изотермическим, т.к. тепловой эффект деформации компенсирует всю или большую часть непрерывных теплопотерь за счет теплопроводности в металлическую оснастку и за счет излучения в окружающую атмосферу (положительная роль изотермических условий деформирования общеизвестна, а в данном случае это способствует получению однородной структуры и высокого уровня механических свойств после полной термообработки).
Температурный интервал нагрева под раскатку 950...800oC принят исходя из того, чтобы обеспечить температуру начала деформации 900...750oC с учетом неизбежно происходящего подстуживания примерно на 50oC нагретых в печи кольцевых заготовок при транспортировке их от нагревательной печи до кольцепрокатного стана и установки в валки. В рамках температурного интервала 950... 800oC фактическую температуру нагрева на каждый сплав выбирают исходя из того, чтобы она была ниже температуры полиморфного превращения не менее чем на 30oC. Это необходимо для того, чтобы с гарантией предотвратить огрубление структуры в нагреваемых под раскатку заготовках и понизить вероятность получения грубой структуры в конечной продукции, особенно после относительно малых степеней деформации (10...50%).
Время нагрева не менее 0,5 часа принятого исходя из необходимости обеспечения прогрева колец до заданной температуры в зависимости от объема садки (чем больше садка, тем больше время нагрева: оптимальные значения - 0,5... 2.0 часа).
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что исходные сварные или бесшовные кольцевые заготовки изготавливают из титановых сплавов, перед раскаткой нагревают при температуре 950...800oC, выдерживают не менее 0,5 часа, извлекают из печи и устанавливают в валках кольцепрокатного стана, а раскатку начинают при 900...750oC. Как видно, уровень температур и время нагрева под раскатку в предлагаемом способе существенно ниже, чем в способе-прототипе. Это обусловлено тем, что у титановых сплавов оптимальный температурный интервал деформации существенно ниже, чем у стареющих никелевых сплавов. По верхнему пределу он ограничен температурой полиморфного превращения, с минусовым припуском по температуре, гарантирующим отсутствие этого превращения, и минусовым припуском по температуре, обусловленным неизбежными тепловыми потерями при транспортировке кольца к стану и установке его в валки. По нижнему пределу он ограничен температурой допустимого уровня резерва пластичности. За счет регулирования скорости и разовой (за один оборот) степени раскатки можно всегда уложиться в интервал деформации, равный 100...50oC, а при наилучшем сочетании этих параметров можно вести процесс раскатки практически в изотермических условиях или даже можно обеспечить температуру конца деформации более высокую, чем температура начала ее. Из сказанного следует, что предлагаемый способ обладает существенными отличительными признаками.
Известно техническое решение [2] (прототип), в котором кольцевые заготовки из жаропрочных никелевых сплавов подвергаются теплой раскатке в условиях, близких к изотермическим, до сечений необходимого профиля со степенью деформации не менее 10% после нагрева при температурах ниже 1000oC и последующую термообработку. Однако этот способ реализуется только для стареющих сплавов, в которых при указанных условиях нагрева под раскатку формируется дуплексструктура, обуславливающая существенное приращение пластичности стареющих никелевых сплавов в верхней области температур гетерогенного состояния. В титановых сплавах подобной дуплексструктуры не образуется. Поэтому повышение их деформируемости в условиях теплой раскатки (хоть и меньше, чем у стареющих сплавов) осуществляется за счет оптимизации температуры нагрева под теплую раскатку и самой раскатки посредством сужения их интервала и за счет обеспечения скорости и разовой степени (за один оборот) деформации, позволяющих вести процесс в условиях, близких к изотермическим. Указанные отличия свидетельствуют о новизне предложенного решения.
Изобретение иллюстрируется фотографиями макро- и микроструктуры. На фиг. 1 показана макроструктура сварных соединений колец из горячекатанных профилей сплава ВТ20 до разности (а) и после раскатки (б) (с последующей термообработкой). На фиг. 2 представлена типичная микроструктура основного металла (а), околошовной зоны (б) и зоны сварного шва (в) кольцевой заготовки из толстого листа сплава ОТ4-1 после раскатки и термической обработки.
Предлагаемый способ опробован при изготовлении кольцевых заготовок из титановых сплавов ВТ20 и ОТ4-1 (сварных и бесшовных).
Из горячекатанных профилей прямоугольного сечения размером 30х60 мм по стандартной технологии были изготовлены сварные кольцевые заготовки из сплава ВТ20. Затем эти кольцевые заготовки подвергались раскатные в интервале степеней 10...50%.
Нагрев под раскатку производится при 950oC (температура полиморфного превращения -980oC) в течение 30...60 минут.
Температура начала деформации 870...840oC, температура конца деформации 810. ..770oC. После раскатки заготовки проходили термическую обработку по ТУ (отжиг при 900oC в течение 1 часа).
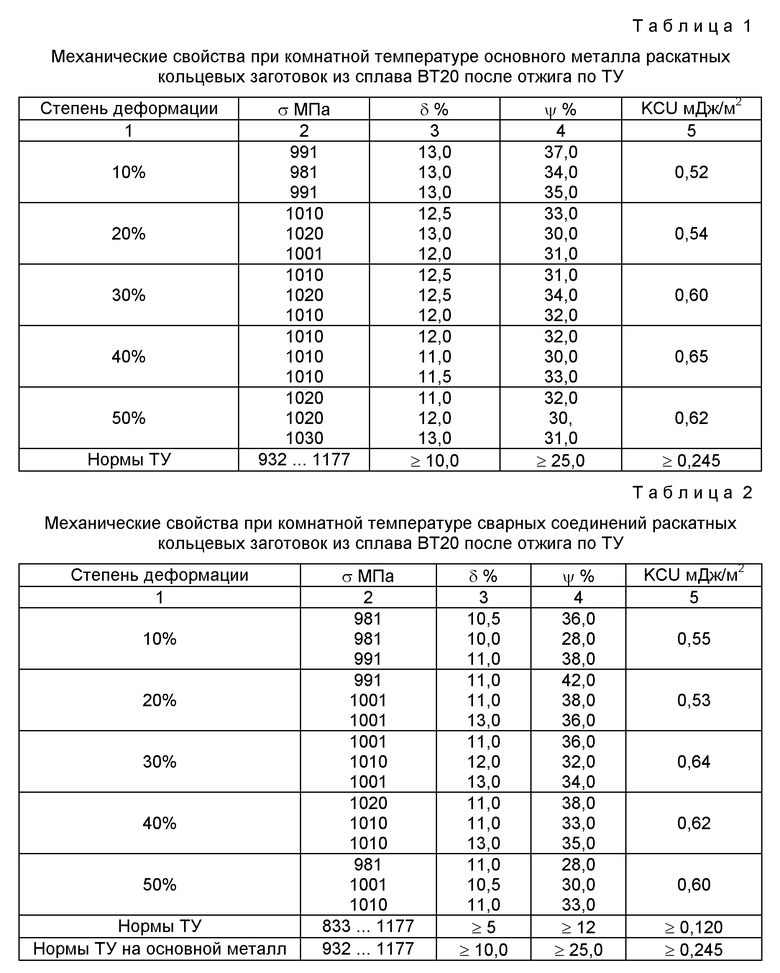
Полученные кольцевые заготовки подвергались визуальному осмотру, механическим испытаниям и металлографическим исследованиям. Часть результатов металлографических исследований (по макроструктуре) приведена на фиг. 1 (после раскатки сварное соединение обнаруживается с большим трудом), а часть механических испытаний - в таблицах 1 и 2. В таблице 1 приведены механические свойства основного металла кольцевых заготовок после различных степеней деформации по предлагаемому способу и термообработки по ТУ, а в таблице 2 - механические свойства сварных соединений тех же заготовок.
Из горячекатанных листов сплава ОТ4-1 (толщина - 20 мм) были изготовлены сварные заготовки с высотой сечения 90 мм. Их подвергали раскатке по предлагаемому способу со степенями 10...50% (через каждые 10%).
Нагрев под раскатку проводился при температуре 880oC (температура полиморфного превращения - 910-950oC) в течение 30...40 минут. Температура начала деформации 830...810oC, температура конца деформации 790...750oC. После раскатки кольцевые заготовки проходили термообработку по ТУ (отжиг при 750oC в течение 1 часа).
Полученные кольцевые заготовки из сплава ОТ4-1, как и заготовки из сплава ВТ20, подвергались визуальному осмотру (сварное соединение обнаруживается с трудом), механическим испытаниям и металлографическим исследованиям, На фиг. 2 приведена микроструктура трех основных зон сварных кольцевых заготовок из сплава ОТ4-1 после раскатки и термообработки. Закономерности изменения механических свойств кольцевых заготовок из сплава ОТ4-1 в зависимости от степеней деформации и от зон испытаний (основной металл и сварное соединение) аналогичны таковым для сплава ВТ20 (поэтому не приведены).
Как видно из приведенных фотографий и таблиц, структура в полученных по новому способу заготовках весьма однородна, а уровень механических свойств высок и стабилен, причем механические свойства сварных соединений вполне отвечают требованиям ТУ на основной металл.
Использование предлагаемого способа изготовления кольцевых заготовок из титановых сплавов позволит
1) обеспечить в них однородность структуры и стабильно высокий уровень механических свойств,
2) повысить качество и эксплуатационные характеристики деталей ГТД, вытачиваемых из них,
3) экономить дефицитные материалы (за счет уменьшения припусков на обработку резанием при выточке чистовых деталей посредством максимального приближения сечения заготовок к сечениям чистовых деталей).
Источники информации
1. Прогрессивные заготовительно-штамповочные процессы. Сборник технологических материалов. НИАТ, 1969, с. 141.
2. Процив Ю. В. Раскатка тонкостенных кольцевых заготовок из стареющих никелевых сплавов. - Авиационная промышленность, 1991. N 8, с. 12-15.
Изобретение относится к обработке металлов давлением, в частности к способам изготовления кольцевых заготовок. Способ заключается в том, что исходные сварные из горячекатаных профилей или бесшовные кольцевые заготовки прямоугольного или швеллерообразного сечения из титановых сплавов перед раскаткой нагревают при температуре 950 - 800°С, выдерживают не менее 0,5 ч, извлекают из печи и устанавливают в валках кольцепрокатного стана, а теплую раскатку начинают при 900 - 750°С. Способ обеспечивает изготовление кольцевых заготовок из титановых сплавов с однородной регламентированной структурой и стабильно высоким уровнем механических свойств как по основному металлу, так и в зоне сварного соединения, если оно имеется. 1 з.п. ф-лы, 2 ил., 2 табл.
| ПРОЦИВ Ю.В | |||
| Раскатка тонкостенных кольцевых заготовок из стареющих никелевых сплавов | |||
| - Авиационная промышленность, № 8, 1991, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ГОРЯЧЕКАТАНЫХ ПРОФИЛЕЙ СТАРЕЮЩИХ НИКЕЛЕВЫХ СПЛАВОВ | 1991 |
|
RU2013175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ СПЛАВОВ | 1993 |
|
RU2088363C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ СТАРЕЮЩИХ НИКЕЛЕВЫХ СПЛАВОВ | 1994 |
|
RU2088365C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФАЗЫ СНА ЧЕЛОВЕКА, БЛАГОПРИЯТНОЙ ДЛЯ ПРОБУЖДЕНИЯ | 2013 |
|
RU2522400C1 |
| GB 1207074, 30.09.1970. | |||

