Изобретение относится к горной промышленности, а именно к сборной кольцевой железобетонной обделке, и может быть использовано при строительстве тоннелей различного диаметра.
Известна тоннельная обделка, содержащая прямоугольные железобетонные блоки, сопрягаемые поверхности которых в продольном направлении имеют цилиндрическую вращательную пару (шпунт и паз), плоские внутренние и наружные стыки [1] . Между плоскими внутренними и наружными стыками смежных блоков имеется зазор, который позволяет осуществлять ограниченный наклон блоков по отношению друг к другу при воздействии усилий на тоннельную обделку.
Однако блоки выполнены разнотипными, что не позволяет использовать одни и те же блоки для сооружения кольцевой тоннельной обделки различного диаметра, а это ведет к снижению эффективности строительства и большим затратам на тоннельную обделку.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является тоннельная обделка, содержащая однотипные блоки, сопрягаемые поверхности которых имеют цилиндрическую вращательную пару [2] . Конструкция указанных однотипных блоков позволяет возводить тоннельную обделку выработок различного типоразмера незамкнутого профиля.
Однако конструкция этих блоков не обеспечивает возможности сооружения тоннельной обделки замкнутого профиля с размерами, соответствующими размерам параметрического ряда тоннелей.
Целью изобретения является возможность сооружения тоннельной обделки замкнутого профиля однотипными блоками с размерами, соответствующими размерам параметрического ряда тоннелей.
Поставленная цель достигается тем, что кривизна блока и длина его хорды по средней линии выполнены равными кривизне блока и длине хорды блока минимального диаметра тоннеля параметрического ряда, а толщина блока соответствует величине интервала между минимально изменяемыми размерами диаметра средней линии выработки параметрического ряда, при этом длина средней линии блока равна l = π h, где π= 3,14; h - толщина блока.
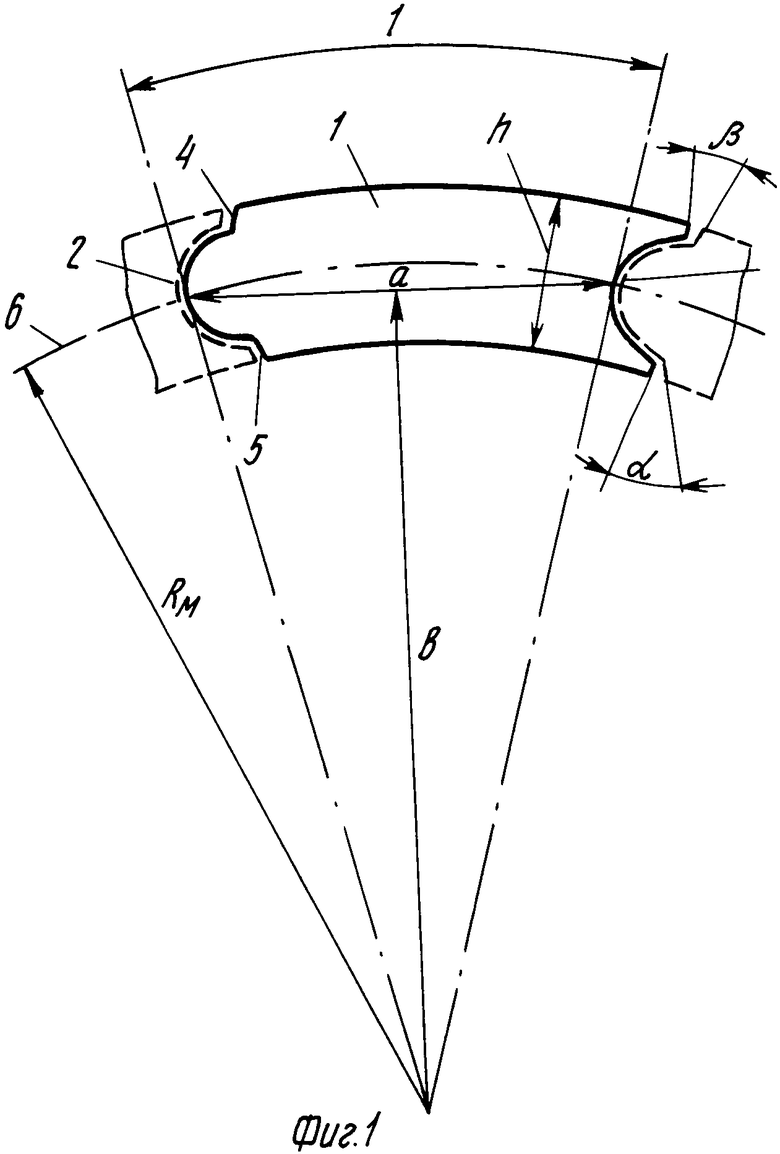
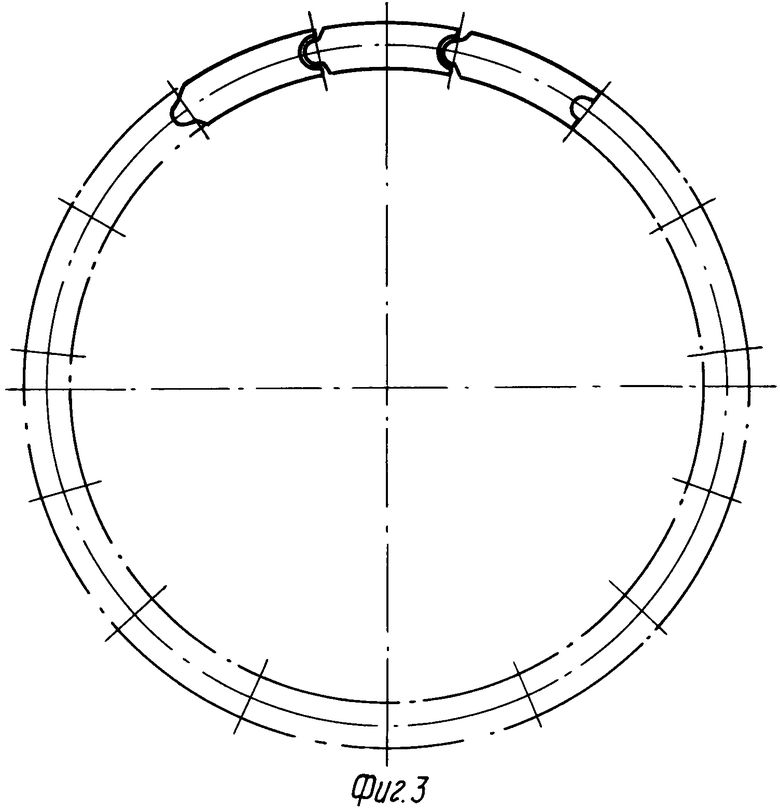
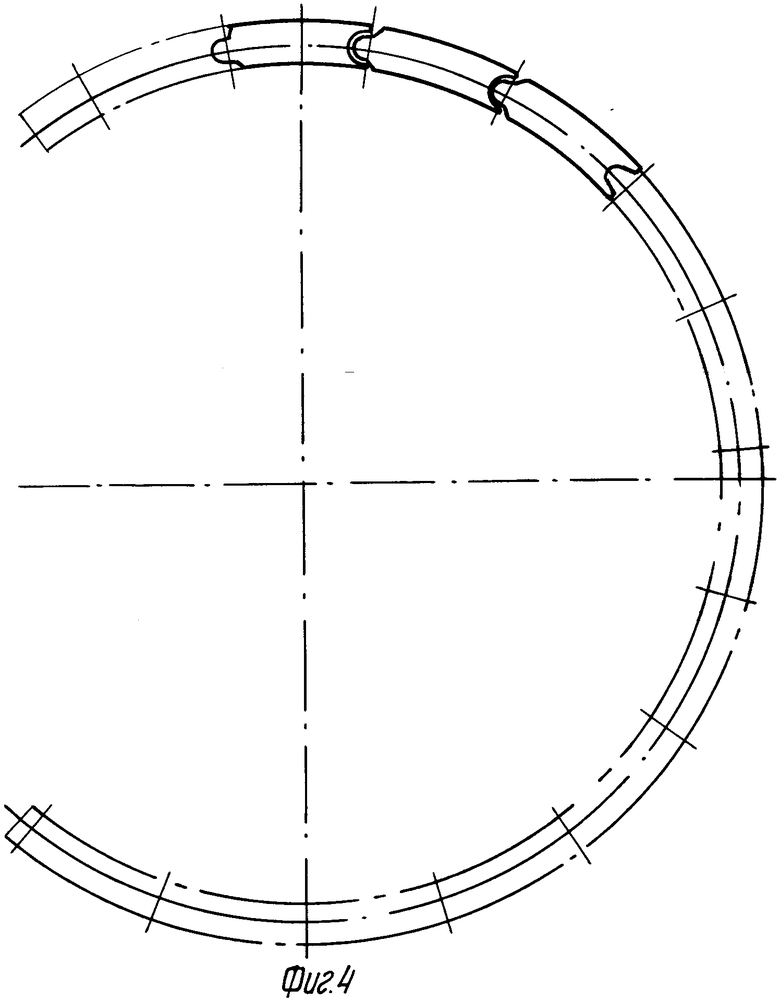
На фиг. 1 изображен блок тоннельной обделки; на фиг. 2 - кольцо тоннельной обделки ⊘ 2,6 м; на фиг. 3 - то же, ⊘ 3,2 м; на фиг. 4 - то же, ⊘ 4,0 м.
Тоннельная обделка содержит железобетонные блоки 1, сопрягаемые поверхности которых в продольном направлении имеют цилиндрические шпунт 2 и паз 3, образующие цилиндрическую вращательную пару, плоские наружные 4 и внутренние 5 стыки. Средняя линия 6 блока располагается в средней части блока 1. Плоские внутренние 5 и наружные 4 стыки выполнены с углами соответственно α и β которые обеспечивают сборку блоков от минимального до максимального размера тоннельной обделки.
Блок 1 выполнен с кривизной и длиной хорды по средней линии 6, равной кривизне и длине хорды блока минимального диаметра (размера) тоннеля параметрического ряда, т. е. 2,6 м, а толщина блока соответствует величине интервала между минимально изменяемыми размерами диаметра средней линии выработки параметрического ряда, т. е. 0,2 м.
Необходимость выбора в качестве базового блока от минимального размера тоннеля параметрического ряда (2,6 м) обусловлена тем, что для получения тоннельной обделки из однотипных блоков и минимального размера (2,6 м) необходимо, чтобы длина средней линии блока была кратна в π раз по отношению к длине окружности, тогда каждое кольцо тоннельной обделки состоит из кратного числа однотипных блоков.
Толщину блока выбирают равной величине интервала между минимально изменяемыми размерами диаметра средней линии выработки параметрического ряда, т. е. тоннелей диаметрами 2,6 и 2,8 м, которая соответствует 0,2 м или 200 мм для того, чтобы диаметр средней окружности следующего типоразмера тоннеля соответствовал диаметру предыдущего типоразмера тоннеля. Кроме того, исходя из обеспечения прочности кольцевой железобетонной обделки при любом диаметре, толщину блока принимают равной 0,2, учитывая, что толщина серийно выпускаемых блоков в зависимости от диаметра колеблется от 0,15 до 0,25 м. При этом длину средней линии блока выполняют равной l = π h, где h - толщина блока, м; π = 3,14.
В результате блок имеет определенную длину хорды по средней линии блока, определяемую по формуле
a = 2R·sin .
.
Высота вписанного треугольника определяется по формуле
b = R·cos ,
,
cоответственно высота выпуклой части блока 1 равна разности радиуса средней линии 6 блока 1 и высоты вписанного треугольника, т. е. Rн - b.
Тоннельную обделку монтируют в обечайке кольцевой формы, т. е. используют стандартные щиты, которые применяются для проходки тоннелей при их креплении блоками обычной конструкции. Тоннельную обделку монтируют при каждом диаметре тоннеля (размере) не полностью замкнутым кольцом на один блок, так как в радиальном направлении завести последний блок невозможно из-за шпунта 2. Вместо отсутствующего блока устанавливают распорную штангу между блоками, после чего включают щитовые гидродомкраты и не полностью смонтированное кольцо тоннельной обделки отодвигают на ширину не менее ширины блока для заведения в обечайку хвостовой части проходческого щита последнего блока. После того как последний блок 1 уложен в хвостовую обечайку щита, включают соответствующие щитовые гидродомкраты и блок в продольном направлении заводится ими в свободное пространство до распорной штанги. Затем распорную штангу снимают и блок доводится до своего рабочего положения.
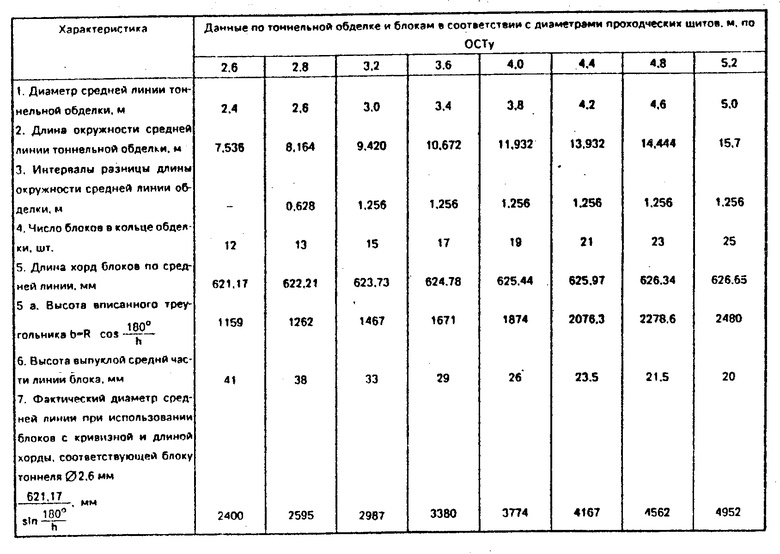
При переходе на другой размер тоннеля в отличие от 2,6 м, согласно отраслевому стандарту на проходческие щиты, последующие размеры тоннелей в большую сторону образуют путем увеличения в кольце тоннельной обделки на один или два блока и соответственно получают тоннели диаметрами 2,8; 3,2; 3,6; 4,0; 5,2 м. Рассчитано, что при диаметре щита 2,6 м необходимо 12 блоков, а при диаметрах 2,8; 3,2; 3,6; 4,0; 5,2 м соответственно необходимо 13, 15, 17, 19 и 25 блоков. Расчет количества блоков, их длины и других величин приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Модульный железобетонный элемент сборной тоннельной обделки | 1990 |
|
SU1795107A1 |
| Тоннельная обделка | 1989 |
|
SU1740678A1 |
| АВТОДОРОЖНЫЙ ТОННЕЛЬ ВНУТРИГОРОДСКОЙ КОЛЬЦЕВОЙ ТРАНСПОРТНОЙ МАГИСТРАЛИ МЕГАПОЛИСА | 1999 |
|
RU2152481C1 |
| УЧАСТОК ВНУТРИГОРОДСКОЙ КОЛЬЦЕВОЙ ТРАНСПОРТНОЙ МАГИСТРАЛИ МЕГАПОЛИСА | 1999 |
|
RU2152482C1 |
| ВНУТРИГОРОДСКАЯ СКОРОСТНАЯ КОЛЬЦЕВАЯ АВТОМАГИСТРАЛЬ МЕГАПОЛИСА | 1999 |
|
RU2175364C2 |
| ПОДЗЕМНОЕ ХРАНИЛИЩЕ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА (ПХ СПГ) | 2009 |
|
RU2418728C2 |
| Способ проходки тоннелей | 1940 |
|
SU62185A1 |
| Сборно-монолитная обделка тоннеля | 1979 |
|
SU823500A1 |
| Сборно-монолитная обделка тоннеля из железобетонных элементов | 1979 |
|
SU881333A1 |
| СПОСОБ УВЕЛИЧЕНИЯ ПРОДОЛЬНОЙ ЖЕСТКОСТИ ПОДЗЕМНОГО СООРУЖЕНИЯ ИЗ СБОРНЫХ ЭЛЕМЕНТОВ | 1997 |
|
RU2148716C1 |

Использование: обделка относится к горной промышленности, а именно к сборным конструкциям, при строительстве тоннелей различного диаметра. Сущность изобретения: для обеспечения возможности использования однотипных блоков для тоннельной обделки всех размеров параметрического ряда выработок. Кольцо тонельной обделки содержит железобетонные блоки 1, сопрягаемые поверхности которых в продольном направлении имеют цилиндрические шпунт 2 и паз 3, образующие цилиндрическую вращательную пару, плоские наружные 4 и внутренние 5 стыки. Средняя линия 6 блока располагается в средней части блока 1. 4 ил.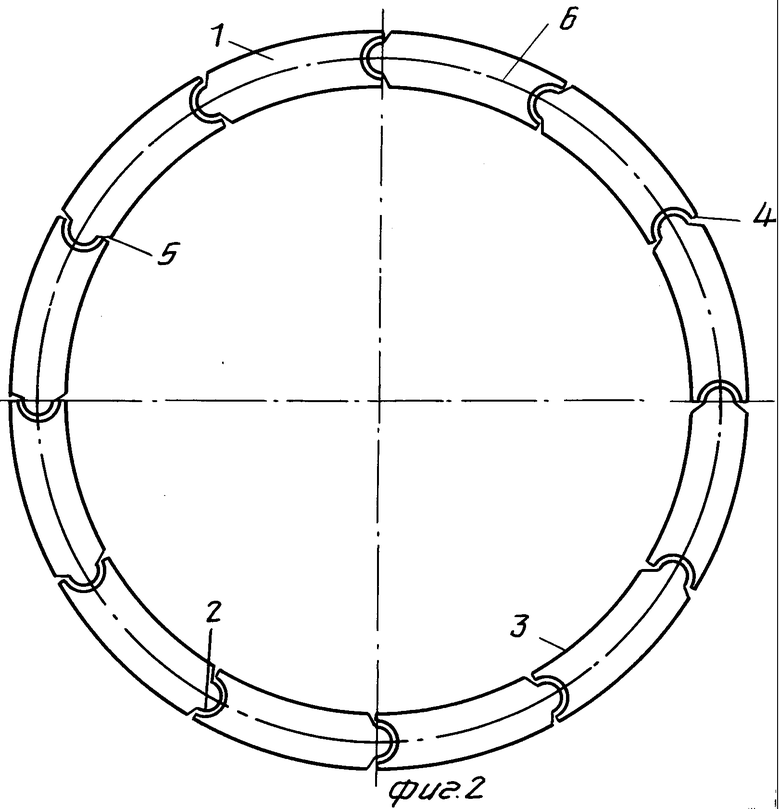
ТОННЕЛЬНАЯ ОБДЕЛКА, содержащая однотипные блоки, сопрягаемые поверхности которых имеют цилиндрическую вращательную пару, отличающаяся тем, что, с целью возможности сооружения тоннельной обделки замкнутого профиля однотипными блоками с размерами, соответствующими размерам параметрического ряда тоннелей, кривизна блока и длина его хорды по средней линии выполнены равными кривизне блока и длине хорды блока минимального диаметра тоннеля параметрического ряда, а толщина блока соответствует величине интервала между минимально изменяемыми размерами диаметра средней линии выработки параметрического ряда, при этом длина средней линии блока равна
l= π˙h ,
где h - толщина блока.
