Изобретение относится к области машиностроения.
Известен прототип - А.с. N 420427 (СССР), B 23 H 7/12, 1974.
К недостаткам известного технического решения следует отнести: невысокое качество обработки и малую производительность процесса.
Задачей технического решения является устранение отмеченных недостатков.
Поставленная задача по способу отрезки колец заключается в том, что инструмент из нескольких металлических дисков, соединенных с отрицательным полюсом источника технологического тока, вращают и перемещают к заготовке, соединенной с положительным полюсом источника технологического тока, а в зону обработки подают электролит, причем заготовку жестко закрепляют на упругой оправке и вращают, а перемещение инструмента, металлические диски которого установлены параллельно, осуществляют в радиальном направлении к оси вращения заготовки. При этом используют оправку, выполненную из диэлектрика с пазами и рифлениями на наружной поверхности, и инструмент, выполненный с закрепленными на периферии дисков посредством металлической связки абразивными зернами и с размещенными между дисками кольцами с отверстиями, причем через пазы оправки и отверстия указанных колец на внутреннюю и наружную поверхности заготовки подают электролит, в качестве которого используют хладагент.
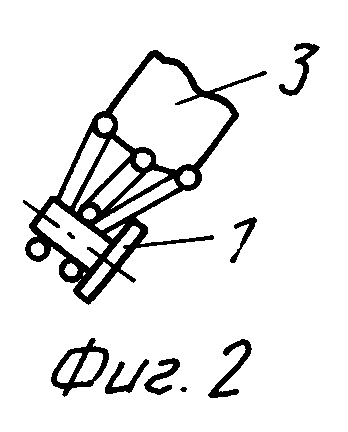
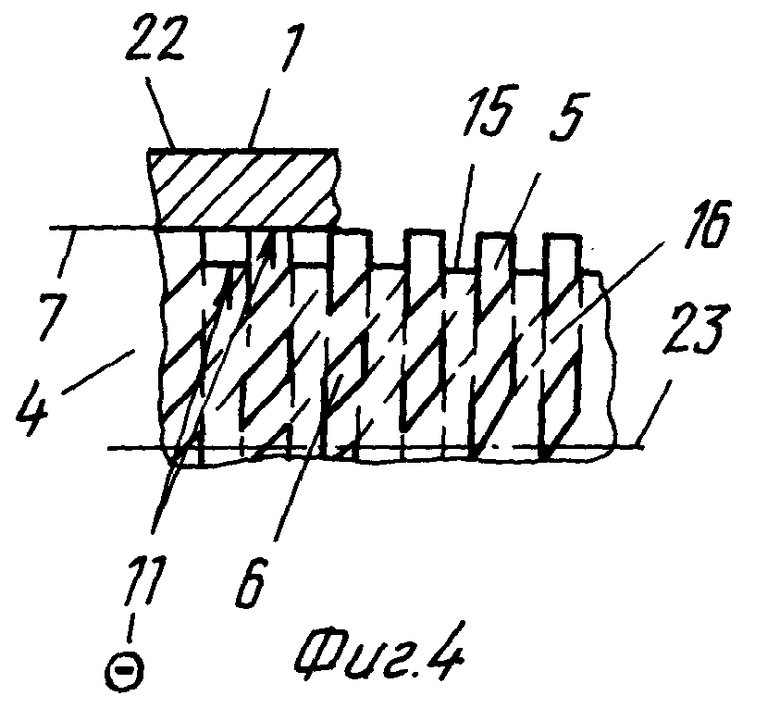
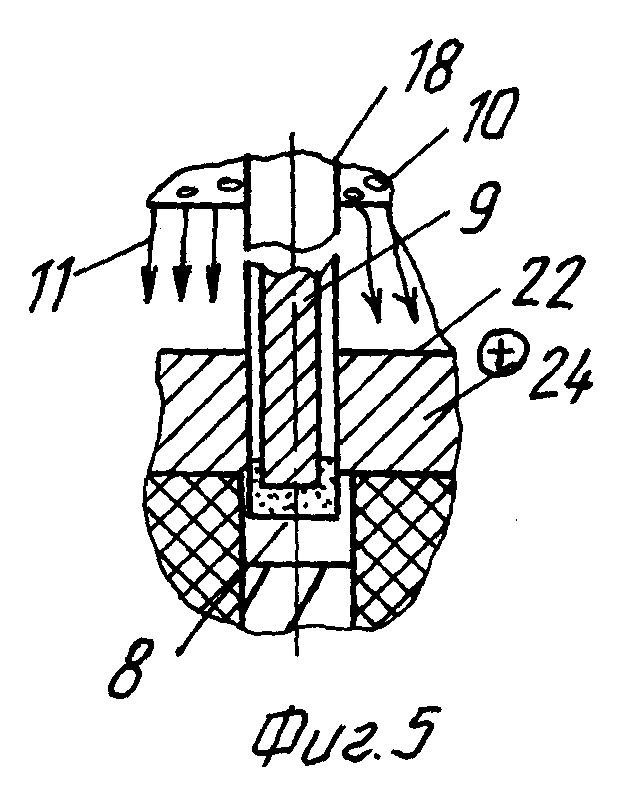
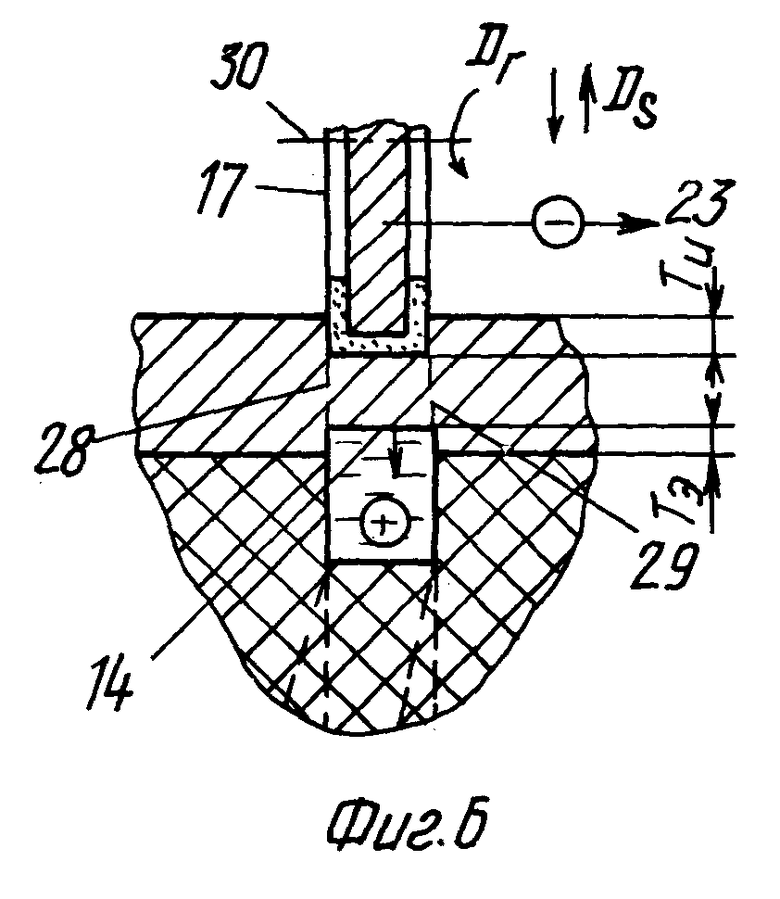
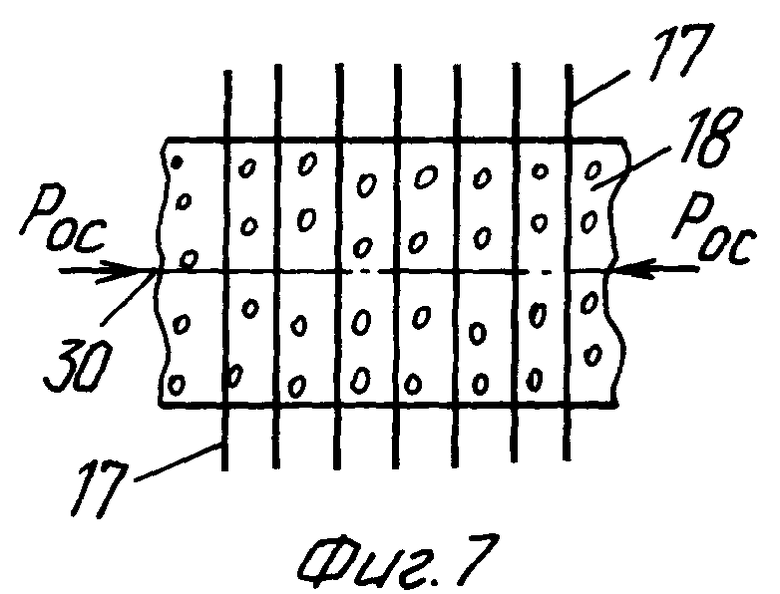
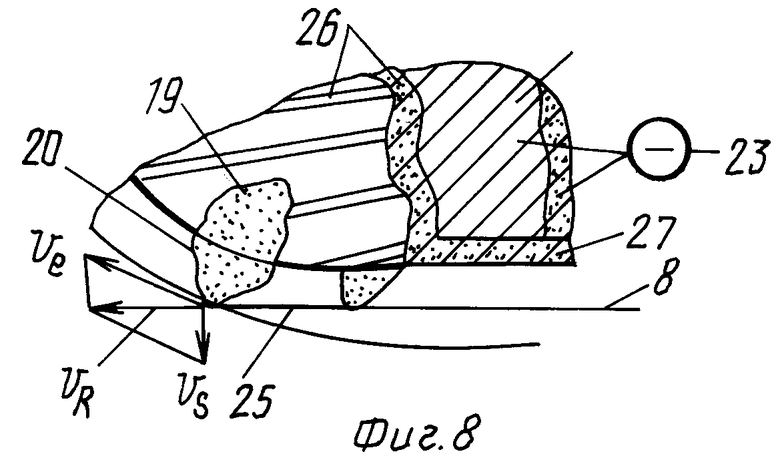
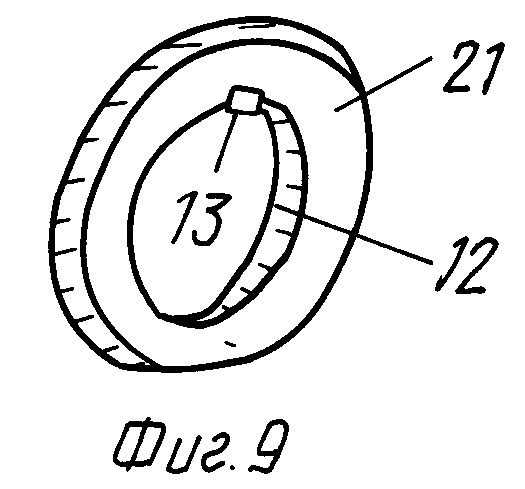
Перечень графических изображений: фиг.1 - движение заготовки 1 по путепроводу 2; фиг. 2 - захват робота-манипулятора 3 с заготовкой 1; фиг.4 - взаимодействие тела заготовки 1 с кольцевыми 15 и винтовыми 6 рифлениями упругой оправки 4; фиг.5 - фрагмент положения вершины инструмента в канавке 15 цилиндрической формы; фиг.6 - фрагмент образования цилиндрической канавки 14 в заготовке 1; вид на инструмент 17, собранный в комплекте со спрейером 18, с показом встречных осевых усилий (нагружений) Poc - фиг.7; кинематика процесса вершины зерна 8 и передней поверхности 20 в отрицательно заряженном инструменте 17 - фиг.8; отрезанное от заготовки 1 кольцо детали 21 с внутренней эллиптической поверхностью и контрольным литейным пазом 13 - фиг.9.
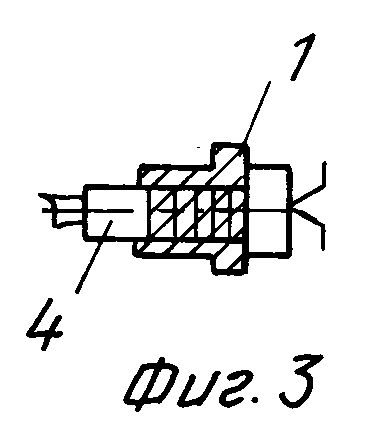
Обозначение позиций и буквенных обозначений на графических изображениях: 1 - заготовка; 2 - путепровод; 3 - захват робота-манипулятора (РМ); 4 - оправка; 5 - цилиндрические рифления; 6 - спиральные рифления; 7 - внутренняя поверхность заготовки 1; 8 - вершина режущего зерна; 9 - диск инструмента; 10 - секция спрейера; 11 - отверстие(я) в спрейере; 12 - эллипсный профиль кольцевой заготовки; 13 - паз; 14 - канавка, образующаяся в результате электрохимического растворения заготовки в процессе механического и электрохимического воздействия на нее с наружной стороны; 15 - цилиндрическая канавка; 16 - спиральная канавка; 17 - инструмент; 18 - спрейер; 19 - алмазное зерно; 20 - главная передняя поверхность; 21 - кольцо; 22 - наружная поверхность заготовки; 23 и 24 - соответственно отрицательный и положительный заряды; 25 - цилиндрическая образующая вершин зерен; 26 - металлическая связка; 27 - граничный слой металлической связки; 28 и 29 условные границы токовых посылок от металлической связки 26, направленные в заготовку 1; 30 - поворотная ось; VR - результирующий вектор скорости;  - вектор поперечной подачи круга или заготовки;
- вектор поперечной подачи круга или заготовки;  - вектор окружной скорости круга; Poc - осевое усилие; Ти - глубина обработки инструментом; Тэ - глубина обработки электролитом-хладагентом; Ти и Тэ - текущие координаты процесса резания и электрохимического растворения, соответственно абразивным (алмазным и/или иным зерном) и электролитом под действием технологического тока; Дг - главное движение подачи; Дs - вспомогательное движение подачи.
- вектор окружной скорости круга; Poc - осевое усилие; Ти - глубина обработки инструментом; Тэ - глубина обработки электролитом-хладагентом; Ти и Тэ - текущие координаты процесса резания и электрохимического растворения, соответственно абразивным (алмазным и/или иным зерном) и электролитом под действием технологического тока; Дг - главное движение подачи; Дs - вспомогательное движение подачи.
Пример выполнения способа отрезки колец.
Литейная заготовка 1, имеющая кольцевую ступенчатую форму, подается по путепроводу 2. С помощью захвата 3 заготовка подается на разжимную оправку 4, снабженную цилиндрическими рифлениями 5, спиральными рифлениями 6, цилиндрическими канавками 15 и спиральными канавками 16. Цилиндрические прерывистые участки рифлений 5 обеспечивают гарантированное пересечение внутренней поверхности 7 цилиндрического или эллипсного отверстия заготовки 1.
Инструмент 17 снабжен диском 9. На периферии диска 9 закрепляется связка 26 с зернами из абразивного материала, например из алмаза, с вершиной 8 и главной передней поверхностью 20. Инструмент 17 в процессе работы подключают к отрицательному потенциалу технологического тока, равно как и электролит-хладагент 11. Потенциалы технологического тока: отрицательный - 23, положительный - 24.
Связка 26 круга металлическая, например: М, М1 - 01 и др.
Спрейерные секции 10 спрейера 18 собираются как компенсаторные кольца. Расстояние между кругами кратно толщинам деталей 21.
Относительно внутренней 7 и наружной 22 поверхностей заготовки 1, через отверстия 10 спрейера 18 подается электролит-хладагент 11, отбирающий тепловую энергию, образующуюся в результате снятия металла заготовки абразивными зернами 19 и электрохимического растворения металла заготовки.
К заготовке из порошкового литейного чугуна подключают положительный потенциал технологического тока, например 110 А и 6 В. Скорость подачи потока электролита с наружной стороны заготовки составляет 10 - 12 л/мин при давлении струи в 0,6 МПа. С внутренней стороны электролит-хладагент подается под давлением 0,2 МПа.
Оправка 4 имеет возможность жесткого закрепления внутри кольцевой и/или эллипсной поверхности заготовки 1.
Специальные пазы, предусмотренные на оправке, обеспечивают подвод жидкой среды для охлаждения и растворения обрабатываемого металла. Оправка 4, за счет упругой массы собственной периферии, занимает цилиндрический или эллипсный профиль, обусловленный геометрией заготовки(ок) подшипникового, поршневого или маслоотражательного колец ДВС.
Оправка 4 - диэлектрик не требует дополнительной изоляции при установке на станочном оборудовании.
Вид электролита, например для обработки чугунных колец: NaNO3 - 12%, KNO3 - 1% и Na2CO3 - 0,5%.
В процессе обработки, электролит-хладагент проходит фильтрацию, что улучшает качество электрохимического растворения металла заготовки.
Практические исследования процесса электрохимического разрезания деталей 21 показали, что при упомянутых параметрах технологического тока, скорость разделения деталей составляет не менее 50 мм/м, при этом скорость растворения за этот период составляет 80 - 120 мкм, что вполне приемлемо для исключения операции по дополнительному снятию заусенцев с отрезаемых деталей 21 от заготовки 1.
Промышленная полезность процесса осуществляется в пределах выбора кинематических люфтов системы СПИД, причем способность тока пересекать заготовку по наикратчайшему пути составляет сущность электромагнитных субстанций при определении размеров получаемых заготовок.
Отпадает необходимость в шлифовании заусенцев и ликвидации прижогов на обрабатываемой поверхности, что дает определенные экономически полезные предпосылки в части повышения качества и производительности процесса.
Опережающее электрохимическое растворение металла, происходящее изнутри заготовки под воздействием электролита-хладагента 11, предшествует окончательному формированию канавки, разделяющей кольцевые поверхности на заготовке 1.
Глубина обрабатываемости Ти и Тэ зависит от устанавливаемых режимов, а векторный параметр этих величин зависит от многих факторов, связанных с качеством инструмента, чистотой электролита-хладагента и др. факторов.
Новизна процесса включает одновременность наружной и внутренней обработки кольцевого или эллипсного паза, разделяющего заготовку на составляющие ее детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗРЕЗКИ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2159169C2 |
| БОЛТ | 1996 |
|
RU2115035C1 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 1991 |
|
RU2014182C1 |
| Способ электрохимической струйной обработки | 1991 |
|
SU1815045A1 |
| СПОСОБ ПАЙКИ РЕЖУЩИХ ПЛАСТИН ЦЕПНЫХ ПИЛ | 1997 |
|
RU2152291C1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| Инструмент для абразивно-электрохимического шлифования | 1985 |
|
SU1301600A1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| Способ электрохимической правки торцовых кругов на металлической связке | 1988 |
|
SU1547980A1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
Изобретение предназначено для использования в машиностроении, в частности при электрохимической обработке металла, комбинированной с механической. Инструмент из нескольких металлических дисков, соединенных с отрицательным полюсом источника технологического тока, вращают и перемещают к заготовке, соединенной с положительным полюсом технического тока. При этом заготовку жестко закрепляют на упругой оправке и вращают, а в зону обработки подают электролит-хладагент. Причем используют оправку, выполненную из диэлектрика с пазами и рифлениями на наружной поверхности, и инструмент, выполненный с закрепленными на периферии дисков посредством металлической связки абразивными зернами и с размещенными между дисками кольцами с отверстиями, служащими для подачи электролита в зону обработки. В результате достигается повышение производительности и улучшение ее качества. 9 ил.
Способ отрезки колец, при котором инструмент из нескольких металлических дисков, соединенных с отрицательным полюсом источника технологического тока, вращают и перемещают к заготовке, соединенной с положительным полюсом источника технологического тока, а в зону обработки подают электролит, отличающийся тем, что заготовку жестко закрепляют на упругой оправке и вращают, а перемещение инструмента, металлические диски которого установлены параллельно, осуществляют в радиальном направлении к оси вращения заготовки, при этом используют оправку, выполненную из диэлектрика с пазами и рифлениями на наружной поверхности, и инструмент, выполненный с закрепленными на периферии дисков посредством металлической связки абразивными зернами и с размещенными между дисками кольцами с отверстиями, причем через пазы оправки и отверстия указанных колец на внутреннюю и наружную поверхности заготовки подают электролит, в качестве которого используют хладагент.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗРЕЗКИЗАГОТОВОК | 1971 |
|
SU420427A1 |
| Способ электроабразивной резки | 1987 |
|
SU1657303A1 |
| Устройство для электроабразивной резки | 1986 |
|
SU1404221A1 |
| Способ обработки металлов и сплавов | 1982 |
|
SU1027007A1 |
| US 4592260 A, 03.06.86 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ЧАСТОТЫ В МАТРИЧНОМ ПРИЕМНИКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2587645C1 |
