Изобретение относится к сварке металлов и может быть использовано при выполнении неповоротных полукольцевых швов/ расположенных в вертикальной плоскости при значительной толщине свариваемых кромок/ например меридиональных швов полуторовых металлоконструкций из алюминиевых сплавов с толщиной свариваемых кромок/ превышающей 3 мм.
В машиностроении широко применяется сварка неповоротных кольцевых стыков. Значительные трудности при их выполнении представляет сварка участков шва "на подъем" и "на спуск". При этом трудности возрастают с толщиной свариваемых кромок/ и начиная с некоторой определенной для каждого металла толщины/ получение качественных сварных соединений становится практически невозможным. Для конструкций из алюминиевых сплавов такой толщиной является 3 мм.
Для предупреждения стекания металла сварочной ванны при выполнении участков шва "на подъем" и "на спуск" существует множество технологических приемов.
Известны способы/ регулирующие теплодввложение за счет снижения величины сварочного тока [1/2].
Снижение сварочного тока приводит к уменьшению давления дуги на расплавленный металл сварочной ванны. В результате возникает вероятность образования окисных плен в сварных швах при сварке алюминиевых конструкций/ приводящих к нарушению герметичности сварных соединений.
Известен способ сварки магнитуправляемой дугой неповоротных кольцевых стыков/ при котором осуществляют реверсирование дуги [3].
Недостатком такого способа является увеличенное тепловложение за счет многократного нагрева верхнего участка кольцевого неповоротного стыка и как следствие этого большой объем сварочной ванны и недостаточно равномерное формирование шва при сварке на участках/ близких к вертикальным (α = 0 ± 45° и α = 180 ± 45°).
Известен способ автоматической сварки/ согласно которому электрическую дугу периодически отклоняют вдоль стыка поперечным магнитным полем частотой 1-5 Гц и напряженностью/ определяемой из выражения
H= 0,9-1,1
0,9-1,1

 1-
1-  , Э,
, Э,
где I - сварочный ток/ А;
U - напряжение на дуге/ В;
R - радиус свариваемого стыка/ м;
V - скорость сварки/ м/ч;
α - угол текущей координаты сварки/ град [4].
Применение указанного способа позволяет в ряде случаев получать положительные результаты при сварке участков неповоротных стыков "на спуск" и "на подъем". Так/ например/ на конструкциях из алюминиевых сплавов удается удержать от стекания металл швов при толщине свариваемых кромок до 3 мм.
Недостатком способа является малый диапазон толщин свариваемых кромок/ удерживаемых с его помощью от стекания металла шва. При толщине кромок вне этого диапазона (свыше 3 мм для конструкций из алюминиевых сплавов) предотвратить стекание не удается.
Причина этого в том/ что при сварке по этому способу на непрерывном режиме образуется большая по объему ванна жидкотекучего металла. Воздействие на него дуги/ отклоняемой поперечным импульсным магнитным полем/ не приводит к изменению его объема/ а вызывает лишь дополнительное перемешивание/ приводящее в ряде случаев к прожогу изделия. Кроме того/ линейная зависимость напряженности магнитного поля от угла текущей координаты не учитывает в полном объеме гравитационные и металлургические процессы на каждом участке сварного шва.
Цель изобретения - повышение качества сварных соединений за счет улучшения условий формирования сварного шва.
Для достижения этой цели в способе автоматической сварки полукольцевых неповоротных стыков/ расположенных в вертикальной плоскости/ сварку производят пульсирующим током/ при этом электрическую дугу периодически отклоняют поперечным магнитным полем частотой 1-5 Гц вдоль свариваемого стыка по направлению сварки "на подъем" и в противоположном направлении при сварке "на спуск"/ причем отклонение дуги поперечным магнитным полем производят в момент импульсов сварочного тока/ а напряженность магнитного поля определяют из выражения
H=  cosα ,
cosα ,
где I - сварочный ток/ А;
U - напряжение на дуге/ В;
R - радиус свариваемого стыка/ м;
V - скорость сварки/ м/ч;
α - угол текущей координаты сварки/ град.
Применение сварки пульсирующим током приводит к уменьшению объема жидкого металла и ширины шва/ разогрева изделия/ что создает более благоприятные условия для удержания расплавленного металла силами поверхностного натяжения/ в том числе и при сварке "на спуск" и "на подъем".
Отклонение электрической дуги в момент импульсов сварочного тока способствует более равномерному расплавлению и последующей кристаллизации свариваемых кромок/ что приводит к повышению эффективности предотвращения стекания жидкого металла на подверженном этому явлению участке шва.
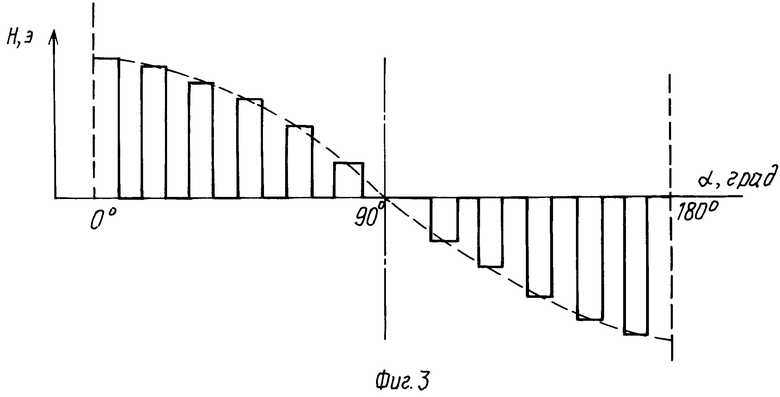
Величина напряженности управляющего магнитного поля при сварке пульсирующим током и в непрерывном режиме вследствие особенностей плавления и кристаллизации соединяемых кромок существенно отличаются. При сварке пульсирующим током имеет место косинусоидальная зависимость напряженности от угла текущей координаты сварки в отличие от линейной зависимости при сварке в непрерывном режиме. Косинусоидальная зависимость напряженности от угла текущей координаты сварки более объективно учитывает поведение под воздействием гравитационных сил жидкого металла/ расположенного в различных местах неповоротного стыка/ что особенно важно при сварке пульсирующим током вследствие малого объема жидкого металла.
Импульсное управляющее магнитное поле/ повышая интенсивность воздействия на жидкий металл сварочной ванны/ позволяет повысить качество швов/ в том числе исключить образование прожогов/ уменьшить количество окисных пленок/ сделать более благоприятной форму шва по сравнению с постоянным управляющим магнитным полем.
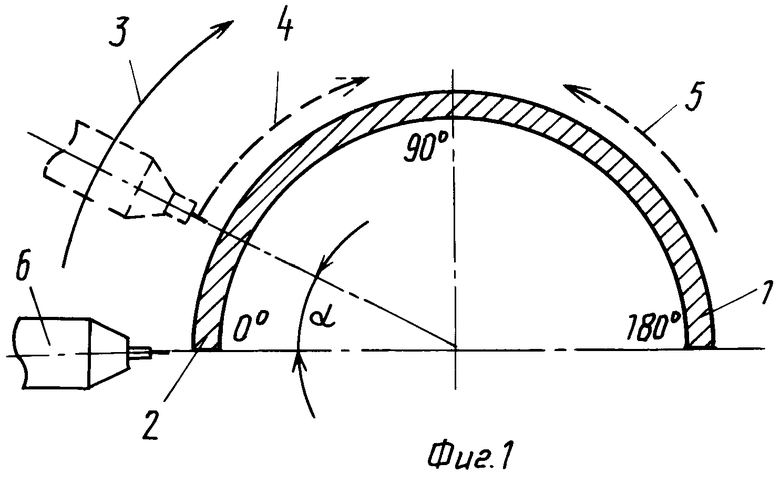
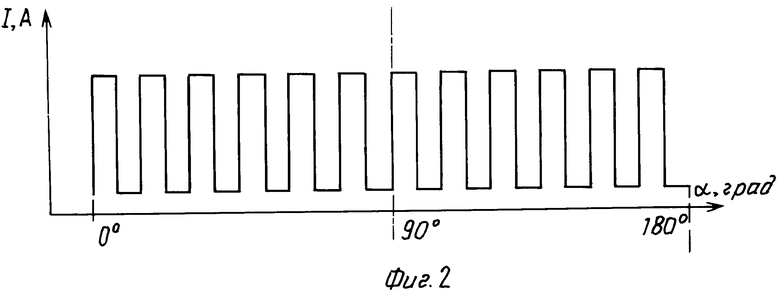
На фиг. 1 представлена схема способа/ где 1 - свариваемый стык/ 2 - начало сварки/ 3 - направление сварки/ 4 - направление отклонения дуги "на подъем"/ 5 - направление отклонения дуги при сварке "на пуск"/ 6 - сварочная горелка; на фиг. 2 - график изменения величины пульсирующего тока при сварке; на фиг. 3 - график зависимости напряженности магнитного поля от расположения сварочной ванны.
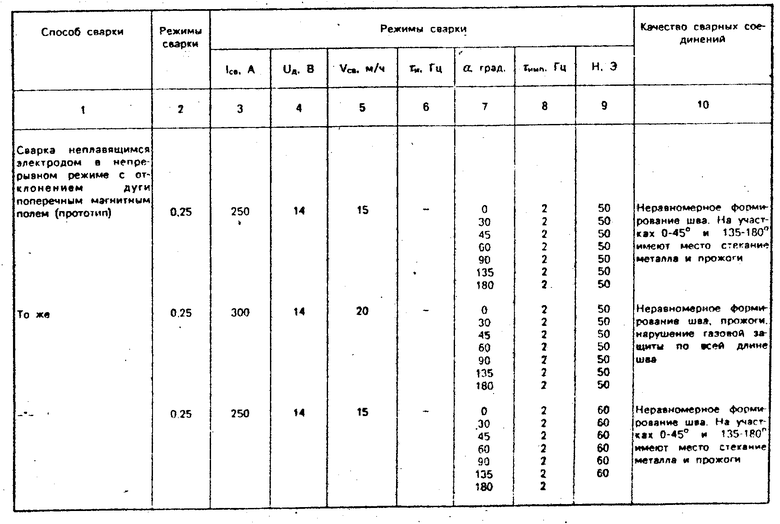
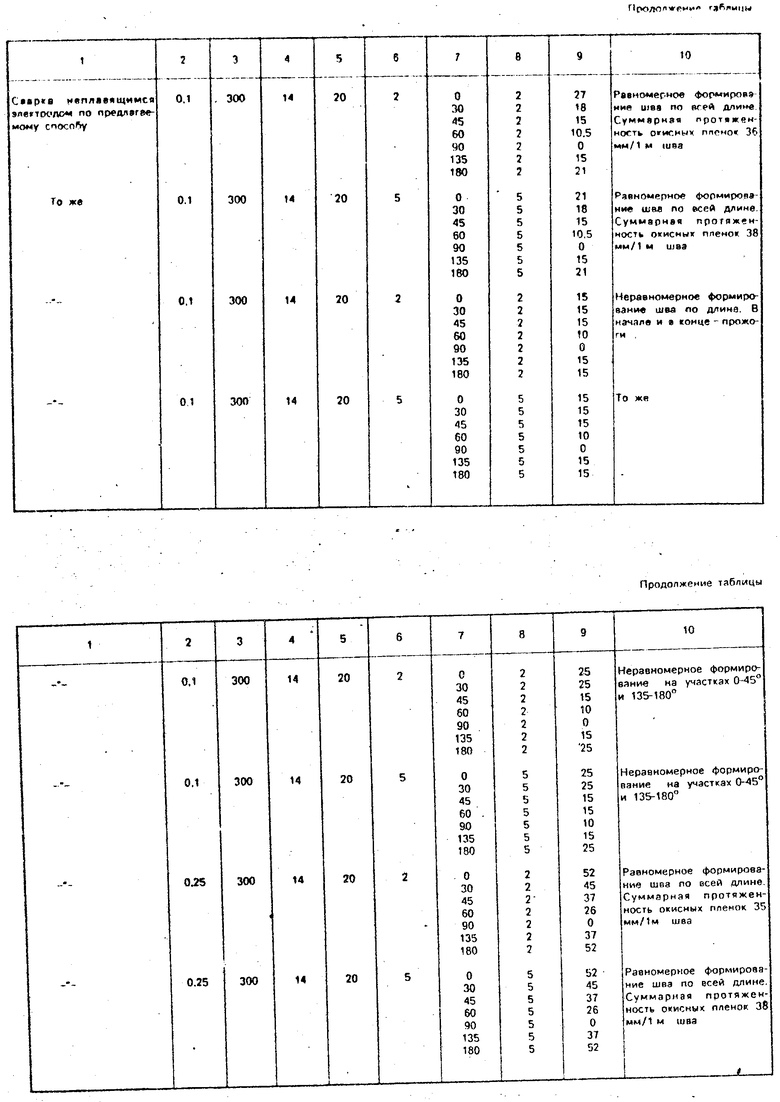
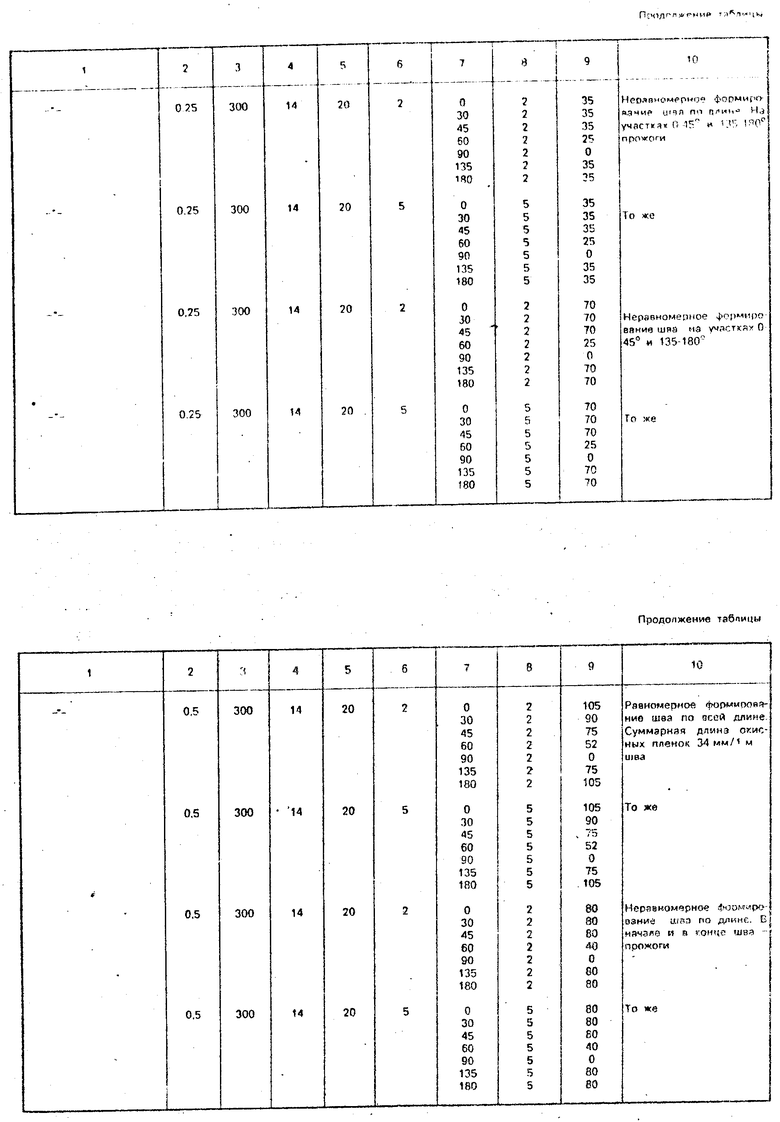
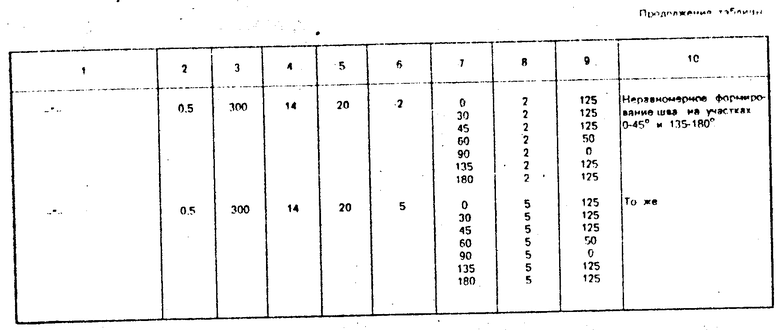
Пример. Проводилась сварка неповоротных полукольцевых стыков из листовых заготовок толщиной 5 мм. Материал заготовок - сплав АМг6. Радиусы свариваемых стыков соответственно составляли 100/ 250 и 500 мм.
Сварка выполнялась неплавящимся электродом на переменном пульсирующем токе в среде аргона. Режимы сварки приведены в таблице.
Предлагаемый способ автоматической сварки магнитоуправляемой дугой полукольцевых неповоротных стыков позволяет улучшить формирование сварных швов/ предотвратить образование прожогов и сократить не менее чем в три раза количество окисных пленок в сварных швах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ, РАСПОЛОЖЕННЫХ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 2012 |
|
RU2555313C2 |
| Способ автоматической сварки | 1988 |
|
SU1597254A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки в защитных газах | 1991 |
|
SU1776516A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
Использование: изобретение относится к сварке и может быть использовано при выполнении неповоротных полукольцевых швов, расположенных в вертикальной плоскости при значительной толщине свариваемых кромок, например меридиональных швов полуторовых конструкций из алюминиевых сплавов с толщиной свариваемых кромок, превышающей 3 мм. Сущность изобретения: сварку осуществляют магнитоуправляемой пульсирующей дугой. Дугу периодически отклоняют вдоль стыка поперечным магнитным полем с частотой 1 - 5 Гц в моменты импульсов сварочного тока. Напряженность магнитного поля определяют из выражения, указанного в описании. 3 ил., 1 табл.
СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ преимущественно полукольцевых, расположенных в вертикальной плоскости, при котором электрическую дугу в процессе сварки периодически отклоняют вдоль стыка поперечным магнитным полем с частотой 1 - 5 герц, отличающийся тем, что, с целью повышения качества соединений, сварку выполняют пульсируюшим током и отклонение дуги по направлению сварки поперечным магнитным полем производят в моменты импульсов сварочного тока, при этом напряженность магнитного поля H определяют из выражения
H=  cosα, Э,,
cosα, Э,,
где I - сварочный ток, А;
U - напряжение на дуге, В;
R - радиус свариваемого стыка, м;
V - скорость сварки, м/ч;
α - угол текущей координаты сварки, град.
